连续拉链带掉头、切断、侧出单元以及具有该单元的拉链制造设备的制作方法
[0001]
本发明涉及拉链制造设备技术领域,具体地说涉及一种连续拉链带掉头、切断、侧出单元以及具有该单元的拉链制造设备。
背景技术:
[0002]
制造一条拉链,需要经过众多工序,包括有贴胶、冲孔、定寸、成型下止、成型方块插销、切断、穿头、成型上止、出料等。在贴胶、冲孔、定寸、成型下止、成型方块插销等工序中,作为加工对象的半成品拉链的外在形式为一条连续的拉链带,以下端止部为头,向前行进,经贴胶装置以贴胶,经冲孔装置以冲孔,经定寸装置以定寸,经下止成型装置以成型下止或经方块插销成型装置以成型方块插销,然后经切断装置将连续拉链带于前一条上端止部、后一条下端止部之间处进行切断,从而成为不再连续的一条条单独半成品拉链。该单独一条半成品拉链,随后须以上端止部为头,向前进行,经穿头装置以穿上拉头,经上止成型装置以成型上止,然后经出料装置进行出料,至此完成一条拉链的制造。
[0003]
随着对拉链制造的自动化需求越来越高,各种拉链制造自动化设备越来越多地被广泛应用在拉链制造领域,甚至出现了拉链贴胶、冲孔、定寸、成型下止或成型方块插销的全自动化设备和拉链切断、穿头、成型上止、出料的全自动化设备。但是由于在拉链贴胶、冲孔、定寸、成型下止或成型方块插销等工序中是以下端止部为头向前行进,而在拉链穿头、成型上止等工序中则是以上端止部为头向前行进的,导致长期以来,拉链贴胶、冲孔、定寸、成型下止或成型方块插销等工序与拉链穿头、成型上止等工序之间的衔接,都是由人工手动来完成拉链的掉头,所以非常遗憾的是至今未出现能够将拉链贴胶、冲孔、定寸、成型下止或成型方块插销等工序与拉链穿头、成型上止等工序进行自动衔接并实现掉头的自动化单元,也未见有能与拉链穿头、成型上止等工序自动衔接的一种拉链制造前工序设备或者能与拉链贴胶、冲孔、定寸、成型下止或成型方块插销等工序自动衔接的一种拉链制造后工序设备,更没有一种拉链制造前、后工序全自动化设备,已越来越不能满足人们对拉链制造设备全自动化的需求。
技术实现要素:
[0004]
本发明要解决的技术问题是提供一种能够实现自动掉头、切断、输出功能而且能够衔接拉链贴胶、冲孔、定寸、成型下止或成型方块插销等工序与拉链穿头、成型上止等工序的连续拉链带掉头、切断、侧出单元。
[0005]
通过采用上述连续拉链带掉头、切断、侧出单元,进而提供一种能与拉链穿头、成型上止等工序自动衔接的拉链制造前工序设备,或者一种能与拉链贴胶、冲孔、定寸、成型下止或成型方块插销等工序自动衔接的拉链制造后工序设备,或者一种全自动化的拉链制造前、后工序设备。
[0006]
为解决上述技术问题,本发明采取的第一类技术方案是:
连续拉链带掉头、切断、侧出单元,包括用于牵拉连续拉链带行进的拉带装置、用于对拉链的下端止部进行定位的定位装置和用于将连续拉链带于前一条上端止部、后一条下端止部之间处进行切断的切断装置;还包括用于引导连续拉链带掉头行进的导带装置和用于将掉头、切断后的拉链进行输出的侧出装置;在沿连续拉链带掉头行进的方向上,依次设有所述定位装置、所述切断装置、所述侧出装置、所述拉带装置;所述侧出装置将掉头、切断后的拉链向以拉链带向前行进方向为参考的左旁侧或右旁侧进行输出。
[0007]
进一步的,所述侧出装置将掉头、切断后的拉链向以拉链带向前行进方向为参考的左旁侧或右旁侧水平输出。
[0008]
进一步的,所述侧出装置将掉头、切断后的拉链以垂直于拉链带向前行进的方向,向左旁侧或右旁侧水平输出。
[0009]
进一步的,所述导带装置和所述拉带装置使连续拉链带的掉头行进路线呈u形掉头状。
[0010]
进一步的,所述导带装置和所述拉带装置使连续拉链带的掉头行进路线呈横置u形掉头状。
[0011]
进一步的,所述导带装置包括若干导轮,若干所述导轮沿横置的l形分布;所述拉带装置位于所述导带装置的下方;所述拉带装置与所述导带装置共同形成呈横置u形掉头状的连续拉链带掉头行进路线。
[0012]
本发明采取的第二类技术方案是:一种拉链制造前工序设备,包括拉链贴胶装置、冲孔装置、定寸装置、下止成型装置或方块插销成型装置中的一种或多种装置,还包括上述第一类技术方案中任一个技术方案中所述的连续拉链带掉头、切断、侧出单元;由所述拉链贴胶装置、冲孔装置、定寸装置、下止成型装置或方块插销成型装置中的一种装置输出的连续拉链带,进入所述连续拉链带掉头、切断、侧出单元中的所述导带装置。
[0013]
本发明采取的第三类技术方案是:一种拉链制造后工序设备,包括拉链穿头装置、上止成型装置、出料装置中的一种或多种装置,还包括上述第一类技术方案中任一个技术方案中所述的连续拉链带掉头、切断、侧出单元;被所述连续拉链带掉头、切断、侧出单元掉头、切断后的拉链,通过所述连续拉链带掉头、切断、侧出单元中的所述侧出装置,进入所述拉链穿头装置、上止成型装置、出料装置中的一种装置。
[0014]
本发明采取的第四类技术方案是:一种拉链制造前、后工序设备,包括拉链贴胶装置、冲孔装置、定寸装置、下止成型装置或方块插销成型装置中的一种或多种装置,还包括拉链穿头装置、上止成型装置、出料装置中的一种或多种装置,还包括上述第一类技术方案中任一个技术方案中所述的连续拉链带掉头、切断、侧出单元;由所述拉链贴胶装置、冲孔装置、定寸装置、下止成型装置或方块插销成型装置中的一种装置输出的连续拉链带,进入所述连续拉链带掉头、切断、侧出单元中的所述导带装置;被所述连续拉链带掉头、切断、侧出单元掉头、切断后的拉链,通过所述连续拉链带掉头、切断、侧出单元中的所述侧出装置,进入所述拉链穿头装置、上止成型装置、出料装置中的一种装置。
[0015]
本发明第一类技术方案提供的连续拉链带掉头、切断、侧出单元,利用拉带装置,
使得连续拉链带在导带装置的引导下实现掉头,进而被定位装置固定定位,然后被切断装置切断;连续拉链带掉头、切断、侧出单元通过其中的导带装置可与拉链贴胶、冲孔、定寸、成型下止或成型方块插销等工序衔接,使得经拉链贴胶、冲孔、定寸、成型下止或成型方块插销等工序制成的半成品连续拉链带,通过导带装置进入拉链带掉头、切断、侧出单元,进行掉头及切断;连续拉链带掉头、切断、侧出单元通过其中的侧出装置可与拉链穿头、成型上止等工序衔接,使得经拉链带掉头、切断、侧出单元掉头、切断后的单条半成品拉链,通过侧出装置进入拉链穿头装置、上止成型装置,进行拉链穿头、成型上止等操作。本发明第一类技术方案提供的连续拉链带掉头、切断、侧出单元,将掉头、切断后的单条半成品拉链,直接从旁侧输出,可使设备整体高度较低,从而重心低,设备在运行时更加平稳可靠;直接从旁侧输出单条半成品拉链,也便于后续拉链穿头装置、上止成型装置等拉链制造后工序装置的布局,可使整台设备的结构更加紧凑。
[0016]
本发明第二类技术方案提供的拉链制造前工序设备,不但包括拉链贴胶装置、冲孔装置、定寸装置、下止成型装置或方块插销成型装置中的一些装置,而且还包括上述第一类技术方案所提供的连续拉链带掉头、切断、侧出单元,因此使得本发明的拉链制造前工序设备能够与拉链穿头、成型上止等工序实现自动衔接。
[0017]
本发明第三类技术方案提供的拉链制造后工序设备,不但包括拉链穿头装置、上止成型装置、出料装置中的一些装置,而且还包括上述第一类技术方案所提供的连续拉链带掉头、切断、侧出单元,因此使得本发明的拉链制造后工序设备能够与拉链贴胶、冲孔、定寸、成型下止或成型方块插销等工序实现自动衔接。
[0018]
本发明第四类技术方案提供的拉链制造前、后工序设备,既包括拉链贴胶装置、冲孔装置、定寸装置、下止成型装置或方块插销成型装置中的一些装置,又包括拉链穿头装置、上止成型装置、出料装置中的一些装置,还包括上述第一类技术方案所提供的连续拉链带掉头、切断、侧出单元,因此使得本发明的拉链制造前、后工序设备能够实现拉链贴胶、冲孔、定寸、成型下止或成型方块插销等工序与拉链穿头、成型上止等工序的全自动化制造。
[0019]
本发明通过对连续拉链带掉头、切断、侧出单元的设计以及应用,大幅提升了拉链制造设备的自动化程度,能够满足人们目前对拉链制造自动化的需求。
附图说明
[0020]
图1是连续拉链带的结构示意图;图2是一条成品拉链的结构示意图;图3是本发明连续拉链带掉头、切断、侧出单元的结构示意图;图4是本发明连续拉链带掉头、切断、侧出单元中拉带装置、导带装置、侧出装置的结构示意图;图5是本发明连续拉链带掉头、切断、侧出单元中拉带装置的结构示意图;图6是本发明连续拉链带掉头、切断、侧出单元中拉带装置中摩擦轮组机构的结构示意图;图7是本发明连续拉链带掉头、切断、侧出单元中侧出装置的结构示意图;图8是本发明连续拉链带掉头、切断、侧出单元中侧出装置中翻转张合夹部分的结构示意图;
图9是本发明连续拉链带掉头、切断、侧出单元中侧出装置中前输夹组的结构示意图;图10是本发明拉链制造前工序设备的结构示意图;图11是本发明拉链制造后工序设备的结构示意图;图12是本发明拉链制造前、后工序设备的结构示意图;图13是本发明包括前输机构的连续拉链带掉头、切断、侧出单元的结构示意图;图14是本发明连续拉链带掉头、切断、侧出单元中拉带装置、导带装置、包括前输机构的侧出装置的结构示意图;图15是本发明连续拉链带掉头、切断、侧出单元中侧出装置中前输机构的立体分解图。
[0021]
图中各标号分别是:1-连续拉链带,2-前一条拉链,3-后一条拉链,4-布带,5-链牙,6-方块插销,7-胶布,8-拉头,9-上止,601-下端止部,901-上端止部;10-拉带装置,11-夹拉电机,12-夹拉皮带轮,13-夹拉皮带,14-夹拉导轨,15-夹拉滑块,16-夹拉连接板,17-夹拉夹;21-摩擦驱动电机,22-摩擦驱动轮,23-摩擦翻转轮,24-摩擦轮翻转气缸,25-摩擦轮翻转块,26-摩擦翻转转轴;30-定位装置;40-切断装置;50-导带装置,51-导轮杆,52-导轮;60-侧出装置,61-上翻转张合气缸,62-上翻转张合块,63-上翻转张合转轴,64-上翻转张合夹;71-下翻转张合气缸,72-下翻转张合块,73-下翻转张合转轴,74-下翻转张合夹;80-前输机构,81-前输电机,82-前输螺杆,83-前输螺母套,84-前输滑块,85-前输导轨,86-前输夹组,87-气夹;91-侧出立板,92-侧出气缸,93-侧出导向组件,94-侧出连接板;110-贴胶装置,120-冲孔装置,130-定寸装置,140-方块插销成型装置;210-穿头装置,220-上止成型装置,230-出料装置。
具体实施方式
[0022]
为详细说明本发明的技术内容、构造特征、所实现目的及效果,以下结合实施方式并配合附图详予说明。
[0023]
参看图1,为经拉链贴胶、冲孔、定寸、成型方块插销等工序后的连续拉链带1的结构示意图,包括前一条拉链2、后一条拉链3,每一条拉链上均有布带4、链牙5、方块插销6、胶布7等组成部分,位于方块插销6端的部分为下端止部601。
[0024]
参看图2,为经拉链穿头、成型上止后的一条成品拉链的结构示意图,包括布带4、链牙5、方块插销6、胶布7、拉头8、上止9等组成部分,位于上止9端的部分为上端止部901。
[0025]
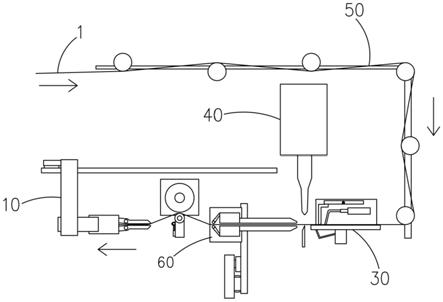
实施例1:参看图3,本发明的连续拉链带掉头、切断、侧出单元,包括用于牵拉连续拉链带1行进的拉带装置10、用于对拉链的下端止部601进行定位的定位装置30、用于将连续拉链带1于上一条上端止部901、下一条下端止部601之间处进行切断的切断装置40、用于引导连续拉链带1掉头行进的导带装置50和用于将掉头、切断后的拉链进行输出的侧出装置60。
[0026]
参看图3、4、13、14,导带装置50包括横置的l形导轮杆51,导轮杆51上装有若干导轮52,若干导轮52沿导轮杆51呈横置l形分布。拉带装置10位于导带装置50的下方,与导带
装置50共同形成呈横置u形掉头状的连续拉链带1掉头行进路线。连续拉链带1被拉带装置10牵拉向前,沿导带装置50和拉带装置10共同形成的横置u形路线掉头行进。
[0027]
在沿连续拉链带1掉头行进的方向上,依次设有定位装置30、切断装置40、侧出装置60和拉带装置10。
[0028]
参看图5、6,拉带装置10包括夹拉机构和摩擦轮组机构。夹拉机构包括夹拉电机11、两个夹拉皮带轮12、夹拉皮带13、夹拉导轨14、夹拉滑块15、夹拉连接板16和夹拉夹17,夹拉电机11的输出轴与一个夹拉皮带轮12连接,夹拉皮带13套在相间隔的两个夹拉皮带轮12上,夹拉皮带13上安装夹拉滑块15,夹拉滑块15设置在夹拉导轨14上,夹拉滑块15通过夹拉连接板16安装夹拉夹17;夹拉电机11可驱动夹拉皮带轮12正、反向转动,从而带动夹拉皮带13在两个夹拉皮带轮12上正、反向运转,使得夹拉滑块15可沿夹拉导轨14前后直线移动,从而使得夹拉夹17可前去夹住连续拉链带1并牵拉连续拉链带1向前行进。摩擦轮组机构包括摩擦驱动电机21、摩擦驱动轮22、摩擦翻转轮23、摩擦轮翻转气缸24和摩擦轮翻转块25,摩擦驱动电机21的驱动轴上安装摩擦驱动轮22,在摩擦驱动轮22的下方设置摩擦翻转轮23,摩擦翻转轮23安装在摩擦轮翻转块25上,摩擦轮翻转块25上设有摩擦翻转转轴26,摩擦轮翻转气缸24的伸缩轴与摩擦轮翻转块25形成铰接;摩擦轮翻转气缸24可驱动摩擦轮翻转块25绕其上摩擦翻转转轴26进行翻转,从而带动摩擦翻转轮23翻转靠近或远离摩擦驱动轮22;当摩擦翻转轮23翻转靠近摩擦驱动轮22时,可对连续拉链带1形成摩擦,使连续拉链带1向前进行,当连续拉链带1被定位装置30固定定位后,此时对连续拉链带1形成的是滑动摩擦,不会对连续拉链带1造成硬拉扯;当摩擦翻转轮23翻转远离摩擦驱动轮22时,可避让夹拉机构的夹拉夹17前去夹拉连续拉链带1。由夹拉机构和摩擦轮组机构组成的拉带装置10,在夹拉机构与摩擦轮组机构的作用下,能够带动连续拉链带1向前行进,并且很好配合定位装置30进行固定定位。
[0029]
参看图4、7、8,侧出装置60包括侧出立板91,侧出立板91上设有侧出气缸92和侧出导向组件93,侧出气缸92位于侧出导向组件93的下方,侧出气缸92的驱动方向与侧出导向组件93的导向方向相互平行,均水平垂直于拉链带向前行进的方向。侧出气缸92的驱动活动件和侧出导向组件93的导向活动件均与侧出连接板94固定连接,侧出连接板94上设有翻转张合夹,翻转张合夹包括上翻转张合气缸61、上翻转张合块62、上翻转张合夹64、下翻转张合气缸71、下翻转张合块72、下翻转张合夹74;上翻转张合气缸61的伸缩轴与上翻转张合块62铰接,上翻转张合块62上设有上翻转张合转轴63,上翻转张合块62上安装上翻转张合夹64;下翻转张合气缸71的伸缩轴与下翻转张合块72铰接,下翻转张合块72上设有下翻转张合转轴73,下翻转张合块72上安装下翻转张合夹74;上翻转张合气缸61可驱动上翻转张合块62绕其上的上翻转张合转轴63进行翻转,从而带动上翻转张合夹64进行翻转;下翻转张合气缸71可驱动下翻转张合块72绕其上的下翻转张合转轴73进行翻转,从而带动下翻转张合夹74进行翻转;上翻转张合夹64和下翻转张合夹74可翻转收合夹住连续拉链带1,待连续拉链带1被切断后,夹住掉头、切断后的拉链,在侧出气缸92的驱动下,沿侧出导向组件93,以垂直于拉链带向前行进的方向,向右旁侧水平输出,待后续拉链加工单元夹持住拉链后,上翻转张合夹64和下翻转张合夹74翻转张开,并后退至切断装置40与拉带装置10之间,待拉带装置10将连续拉链带1牵拉行进被定位装置30固定定位后,上翻转张合夹64和下翻转张合夹74再次翻转收合夹住连续拉链带1。
[0030]
参看图7、9、13、14、15,侧出装置60还可包括前输机构80,该前输机构80位于翻转张合夹侧出运动的前方,该前输机构80包括前输电机81、前输螺杆82、前输螺母套83、前输滑块84、前输导轨85、前输夹组86,前输电机81的驱动轴与前输螺杆82连接,前输螺杆82上设有相适配的前输螺母套83,前输螺母套83上固接前输滑块84,前输滑块84设置在前输导轨上85,前输滑块84上还设有前输夹组86,前输夹组86由两两相对、前后间隔的四个气夹87组成;前输电机81可驱动前输螺杆82正、反向转动,从而带动前输螺母套83前后直线移动,进而带动前输滑块84以及其上的前输夹组86沿前输导轨85前后移动;当已掉头、切断的拉链被翻转张合夹从旁侧运输至前输夹组86之间时,前输夹组86的四个气夹87夹住拉链边沿,在前输电机81的驱动下,可以上端止部901为头,将拉链向前输送至后续拉链制造单元进行拉链后续的制造。
[0031]
实施例2:参看图10,本发明的拉链制造前工序设备,包括贴胶装置110、冲孔装置120、定寸装置130、方块插销成型装置140,还包括实施例1中所述的连续拉链带掉头、切断、侧出单元;在贴胶装置110、冲孔装置120、定寸装置130、方块插销成型装置140之后设置连续拉链带掉头、切断、侧出单元,由贴胶装置110、冲孔装置120、定寸装置130、方块插销成型装置140制造出来的连续拉链带1,进入连续拉链带掉头、切断、侧出单元中的导带装置50,进而被掉头、切断并侧出。本发明的拉链制造前工序设备,通过连续拉链带掉头、切断、侧出单元中的侧出装置60,能够与拉链穿头、成型上止等工序实现自动衔接。
[0032]
实施例3:参看图11,本发明的拉链制造后工序设备,包括穿头装置210、上止成型装置220、出料装置230,还包括实施例1中所述的连续拉链带掉头、切断、侧出单元;在穿头装置210、上止成型装置220、出料装置230之前设置连续拉链带掉头、切断、侧出单元,被连续拉链带掉头、切断、侧出单元掉头、切断、侧出后的拉链,通过连续拉链带掉头、切断、侧出单元中的侧出装置60,进入穿头装置210,进而到达上止成型装置220、出料装置230,进行穿头、成型上止和出料。本发明的拉链制造后工序设备,通过连续拉链带掉头、切断、侧出单元中的导带装置50,能够与拉链贴胶、冲孔、定寸、成型方块插销等工序实现自动衔接。
[0033]
实施例4:参看图12,本发明的拉链制造前、后工序设备,包括贴胶装置110、冲孔装置120、定寸装置130、方块插销成型装置140,还包括穿头装置210、上止成型装置220、出料装置230,还包括实施例1中所述的连续拉链带掉头、切断、侧出单元;连续拉链带掉头、切断、侧出单元设置在贴胶装置110、冲孔装置120、定寸装置130、方块插销成型装置140和穿头装置210、上止成型装置220、出料装置230之间;由贴胶装置110、冲孔装置120、定寸装置130、方块插销成型装置140制造出来的连续拉链带1,进入连续拉链带掉头、切断、侧出单元中的导带装置50;被连续拉链带掉头、切断、侧出单元掉头、切断、侧出后的拉链,通过连续拉链带掉头、切断、侧出单元中的侧出装置60,进入穿头装置210,进而到达上止成型装置220、出料装置230。
[0034]
以上所述,仅是本发明较佳实施例而已,并非对本发明的技术范围作任何限制,凡是依据本发明的技术实质对上面实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1