硬面行李制品的制作方法
[0001]
本公开总体上涉及行李制品,并且更具体地涉及硬面行李制品。
背景技术:
[0002]
传统的硬面行李箱由一般硬质材料制成。硬质材料提供所需的结构强度和刚度,但不提供所需的耐磨或抗磨性。例如,当在正常过程中处理行李箱时,例如在旅行期间或在机场使用的行李处理设备中使用时,传统的硬面行李箱构造可能会出现磨损,例如刮擦。
[0003]
因此,期望提供一种改进的行李箱,其解决上述问题中的一个或全部和/或更一般地提供现有布置的改进或替代。
[0004]
可能与本公开相关的文件包括cn101578017a、cn102765234a、 cn103407165b、cn106218146a、ep0306923a2、ep0651013b1、 ep1480804a1、ep2161125b1、ep3148763a1和ep3187066a1。
技术实现要素:
[0005]
本公开提供了一种硬面行李制品及其制造方法。行李制品包括硬面行李箱壳体部件,其包括结合,粘附或模制到壳体部件的衬底层的外表面的不同(较软)材料以提高壳体部件的耐刮擦性或耐磨性。为了提供更大的耐刮擦性或耐磨性,外部材料可能远离(突出)壳体部件的外表面突出。以该方式,外部材料层可能减小由于使用行李或行李处理设备而引起的对外观的磨损作用。外部材料层提供冲击吸收牺牲层,其抵抗磨损并减小衬底层的外表面之间的接触,这限制了行李壳体部件的衬底层的磨损或其他损坏。可以通过位于衬底层和外部材料之间的承载膜将外部材料层结合,粘附或模制到衬底层。可以通过独立地将外部材料层模制在承载膜上并且然后将承载膜固定到衬底层而制造行李壳体部件。外部材料层可以以一种或多种结构特征的图案形成。结构特征可以是一个或多个肋,条,突起等。结构特征的布局可以形成图案。结构特征的图案可以产生从壳体部件的外表面向外延伸的表面轮廓。
[0006]
根据本公开的第一方面,提供了一种硬面行李制品。行李制品可以包括至少部分地由层压件形成的第一壳体部件。层压件可以包括衬底层,承载膜和经由承载膜固定到衬底层的材料层。衬底层可以限定表面和第一材料性质。承载膜可以具有相对的第一和第二表面。承载膜的第一表面可以固定到衬底层的表面。材料层可以固定到承载膜的第二表面。材料层可以限定第二材料性质。第二材料性质可以不同于第一材料性质。材料层可以形成远离衬底层的表面突出的至少一个结构特征。
[0007]
可选地,第一和第二材料性质可以是相应层的耐磨性或硬度水平。材料层具有的耐磨性可以大于衬底层的耐磨性。
[0008]
可选地,材料层可以形成为实心片材或至少一个单独的结构特征。单独的结构特征或实心片材可以形成在第一壳体部件的外表面区域的25%至75%上。多个单独的结构特征可以形成图案。每个单独的结构特征可以是肋。每个肋可以具有宽度,高度和长度。单独
的结构特征可以邻接由承载膜限定的区域。
[0009]
可选地,衬底层可以包括聚丙烯。材料层可以包括热固性聚氨酯。
[0010]
可选地,衬底层和材料层中的每一个可以限定至少一个厚度尺寸。衬底层的至少一个厚度尺寸可以大于材料层的至少一个厚度尺寸。衬底层的厚度尺寸可以在材料层的厚度尺寸的2至4倍之间。
[0011]
可选地,承载膜可以包括结合在一起以分别固定到衬底层和材料层的第一层和第二层。第一层可以由聚丙烯材料形成。第二层可以由聚氨酯材料形成。
[0012]
可选地,承载膜可以包括涂层或处理,所述涂层或处理改善承载膜粘附到衬底层和材料层中的至少一个。
[0013]
可选地,材料层可以占第一壳体部件的总重量的5%至15%。
[0014]
可选地,第一壳体部件可以限定55cm至81cm之间的高度尺寸。
[0015]
可选地,第一壳体部件可以包括主面和从主面的外围边界延伸的侧壁。侧壁可以限定行李制品的顶面、底面、左侧面和右侧面中的至少一个的至少一部分。材料层可以沿着主面的至少一部分延伸。材料层可以沿着侧壁的至少一部分延伸。材料层可以沿着第一壳体部件的左侧面和右侧面中的每一个的至少一部分延伸。主面可以包括在顶面和底面之间延伸的中心部分。中心部分可以具有外边界。材料层可以从中心部分的外边界延伸到主面的外围边界。可以沿着顶面和底面之间的主面限定第一中心线。主面的中心部分的外边界可以由第一边界线和第二边界线限定。第一边界线可以沿着第一中心线和左侧面之间的位置延伸。第二边界线可以沿着第一中心线和右侧面之间的位置延伸。第一边界线和第二边界线的至少一部分可以平行于第一中心线延伸。
[0016]
可选地,行李制品可以包括在分割线处可枢转地连接到第一壳体部件的第二壳体部件。可以根据第一壳体部件的任何示例构造第二壳体部件。
[0017]
根据本公开的第二方面,提供一种生产用于硬面行李制品的行李壳体部件的方法。方法可以包括将材料模制到承载膜的一个表面以形成结构特征,材料限定材料层并且具有第一材料性质。方法可以包括通过将承载膜的相对表面固定到衬底层来将材料层固定到衬底层。衬底层可以具有与外部材料层的第一材料性质不同的第二材料性质。材料层可以远离衬底层突出。
[0018]
可选地,第一和第二材料性质可以是相应层的耐磨性或硬度水平。材料层的耐磨性可以大于衬底层的耐磨性。
[0019]
可选地,可以在第一模具内将材料层注射模制到承载膜上。第一模具可以是平坦模制件,使得材料层以平坦构造模制到承载膜。
[0020]
可选地,材料层可以以多个单独结构特征的图案形成。多个单独结构特征可以包括至少一个肋。多个单独结构特征可以包括至少一个平面形状。
[0021]
可选地,可以在第二模具内将衬底层模制到承载膜。
[0022]
可选地,将材料层固定到衬底层可以包括将承载膜和材料层放置在阴模外壳的腔内。承载膜和材料层可以抵靠作为模具表面的一部分的阴模外壳的腔的表面定位。阳模外壳可以至少部分地定位在阴模外壳的腔内以限定与衬底层的厚度对应的阴模外壳和阳模外壳之间的空间。可以将材料注射到阴模外壳和阳模外壳之间的空间内以形成衬底层的至少一部分。阴模外壳可以包括与形成在承载膜上的材料层的图案的至少一部分对应的凹
槽。材料层可以至少部分地定位到阴模外壳中限定的凹槽中。方法可以包括通过真空力将承载膜和外部材料层中的至少一个抵靠阴模外壳的腔的表面的至少一部分保持。
[0023]
可选地,材料层可以是热固性聚氨酯材料。衬底层可以包括聚丙烯。承载膜可以至少部分地由聚丙烯材料形成。
[0024]
可选地,方法可以包括将行李壳体部件附接到另一壳体部件以形成行李制品。
[0025]
可选地,可以使用多个真空端口或狭缝将承载膜和/或外部材料抵靠阴模外壳保持。
[0026]
可选地,方法可以包括围绕外部材料层的模制图案切割承载膜。
[0027]
可选地,方法可以包括从外部材料层的模制图案去除一个或多个材料流道。
[0028]
另外的实施例和特征部分地在下面的描述中阐述,并且对于本领域技术人员而言在阅读说明书时将变得显而易见,或者可以通过实施所公开的主题而获悉。通过参考形成本公开的一部分的说明书和附图的其余部分,可以实现对本公开的性质和优点的进一步理解。本领域技术人员将理解,在一些情况下可以有利地单独使用本公开的各个方面和特征,或者在其他情况下可以与本公开的其他方面和特征组合使用。
附图说明
[0029]
将参考以下附图更充分地理解本描述,在附图中未按比例绘制部件,所述部件作为本公开的各种示例呈现,并且不应解释为本公开范围的完整叙述,其特征在于:
[0030]
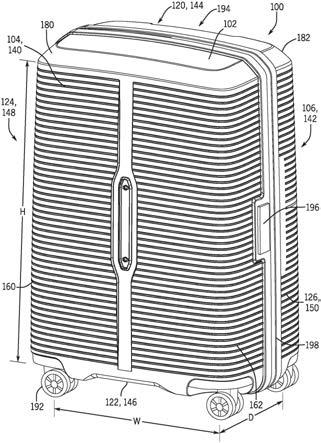
图1是根据本公开的一些示例的行李制品的等距视图;
[0031]
图2是根据本公开的一些示例的行李壳体部件的等距视图;
[0032]
图3是图2的行李壳体部件的另一等距视图;
[0033]
图4是图2的行李壳体部件的分解图并且示出根据本公开的一些示例的固定到衬底层的承载膜和外部材料层;
[0034]
图5a是根据本公开的一些示例的由外部材料形成的图案的放大、横截面图;
[0035]
图5b是由外部材料形成的图案的另一放大、横截面图;
[0036]
图6是根据本公开的一些示例的承载膜的放大、横截面图;
[0037]
图7是示出根据本公开的一些示例的生产硬面行李制品的方法的流程图;
[0038]
图8是根据本公开的一些示例的第一模具装置的分解图;
[0039]
图9是根据本公开的一些示例的位于第一模具装置内的承载膜的等距视图;
[0040]
图10是根据本公开的一些示例的模制到承载膜的外部材料的等距视图;
[0041]
图11是根据本公开的一些示例的从第一模具装置去除并且被修改以用于将来处理的承载膜和外部材料的等距视图;
[0042]
图12是根据本公开的一些示例的第二模具装置的分解图;
[0043]
图13是根据本公开的一些示例的位于第二模具装置内的承载膜和外部材料的等距视图;
[0044]
图13a是图13的部分的放大、横截面图;以及
[0045]
图14是根据本公开的一些示例的形成在第二模具装置内的行李壳体部件的等距视图,其中衬底层固定到承载膜和外部材料层。
具体实施方式
[0046]
根据本公开,提供了一种行李制品,与其他行李设计相比,所述行李制品具有增加的耐磨性或耐刮擦性。行李制品可以包括壳体部件,所述壳体部件包括由衬底层形成的壳体部分,承载膜和经由承载膜固定到第一壳体部分的外部材料层。如本文中所描述的,“固定”是指结合,粘附,模制等以永久或基本上永久地连接或附接。壳体部分可以由具有外表面的衬底层限定,壳体部分限定第一硬度水平。承载膜可以具有相对的第一和第二表面。承载膜的第一表面可以固定到衬底层的外表面。外部材料层可以固定到承载膜的第二表面,使得承载膜将外部材料层连接到衬底层。外部材料层可以限定第二硬度水平。第二硬度水平可以比第一硬度水平软。以该方式,外部材料可以具有比壳体部分低的硬度水平。外部材料层可以覆盖衬底层的外表面的选择性量,例如衬底层的整个外表面或小于衬底层的整个外表面。例如,外部材料层可以形成一种或多种结构特征(例如,肋,条,形状,突起等)的图案,其中结构特征的布局形成图案。外部材料层可以远离衬底层的外表面向外突出以限制在与外部材料层的位置相邻的区域中的壳体部件的表面的损坏。
[0047]
图1示出了根据本公开的一些示例的示例性行李制品100。行李制品 100包括外壳102,所述壳体由多个壁或面板(为方便起见而不是为了限制在下文中称为“面板”)形成,所述壁或面板限定用于携带用户的财物的内部储存空间。在一个示例中,外壳102可以由相对的前面板104和后面板106以及在前面板104和后面板106之间延伸的多个侧面板形成。例如,行李制品100可以包括相对的顶面板120和底面板122以及在前面板 104和后面板106之间延伸的相对的左侧面板124和右侧面板126。在这样的示例中,面板可以限定行李制品100的相对的主面以及在主面板之间延伸的多个副面。例如,外壳102的前面板104和后面板106可以分别限定前主面140和后主面142。类似地,外壳102的顶面板120和底面板122 可以分别限定顶副面144和底副面146,其可以被简单地称为顶面和底面。外壳102的左侧面板124和右侧面板126可以分别限定左侧副面148和右侧副面150,其可以称为左侧面和右侧面。因而,本文中关于各种面板的任何描述可以适用于外壳102的对应面,反之亦然。
[0048]
继续参考图1,角部区域可以由任何两个或三个相邻的面板或面的交叉部限定。例如,由任何三个相邻面板的交叉部形成的角部可以被认为是“角部区域”。另外,边缘区域可以由任何两个相邻面板或面的交叉部限定。例如,第一边缘区域160可以由前面板104和左侧面板124的交叉部限定。以类似的方式,第二边缘区域162可以由前面板104和右侧面板126 的交叉部限定。角部和边缘区域可以是圆形或正方形,或者包括其他构造以提供期望的美学和/或功能特性。
[0049]
各种面板可以构造或布置成提供外壳102的期望尺寸和形状。如图1 中所示,各种面板的尺寸和形状可以设置成提供外壳102的高度h,宽度 w和深度d。外壳102的高度h可以限定为顶面板120和底面板122之间的距离。外壳102的宽度w可以被限定为左侧面板124和右侧面板126 之间的距离。类似地,外壳102的深度d可以被限定为前面板104和后面板106之间的距离。面板的尺寸和形状可以设置成使得行李制品100高度大于其宽度且宽度大于其深度,例如至少在图1中所示,但是可以预期其他构造,包括宽度大于其高度等的构造。取决于特定的应用,行李制品100 可以根据常规的行李箱尺寸来确定尺寸,例如具有与小型机舱行李箱,大型机舱行李箱,超大型机舱行李箱,中型行李箱,大型行李箱或超大型行李箱相似的尺寸。更特别地,从地面到行李制品100的顶部测量,行李制品100可以具有55cm,
69cm,75cm或81cm的尺寸。可以预期外壳102 的其他尺寸和形状,并且所示和所述的示例仅用于说明目的。
[0050]
图1中所示的行李制品100是直立旋转硬面行李箱,但可以是任何类型的合适行李制品,包括混合行李箱(例如,至少一部分由硬面结构形成的行李箱),容器等。如图所示,行李制品100包括第一壳体部件180,其可以被称为行李箱壳体部件。在一些示例中,行李制品100包括在分割线处可枢转地连接到第一壳体部件180的第二壳体部件182。第一壳体部件 180和第二壳体部件182可以分别是前或后壳体部件或半部,其尺寸可以彼此相似,或者壳体部件中的一个可以尺寸确定成包括更大或更小的内部容积。尽管示出为包括第二壳体部件182,但是可以省略第二壳体部件182,使得行李制品100仅包括单个壳体(即,第一壳体部件180)。例如,盖子或其他面板或盖可以连接到第一壳体部件180,第一壳体部件180可以限定完整的或基本上完整的壳罩,等等。
[0051]
在同时包括第一壳体部件180和第二壳体部件182的示例中,行李制品100可以在打开和闭合构造之间移动。在闭合构造中,第一和第二壳体构件180、182可以彼此相邻定位以将用户的财物封闭在行李制品100的内部储存容积内。在打开构造中,第一和第二壳体部件180、182可以相对于彼此重新定向以允许用户进入行李制品100的内部。为了允许第一和第二壳体部件180、182在打开和闭合构造之间选择性地移动,第一和第二壳体部件180、182可以通过铰链或类似机构可枢转地附接在一起。在这样的示例中,第一和第二壳体部件180、182可以围绕铰链朝向彼此或远离彼此枢转以分别选择性地闭合或打开行李制品100。
[0052]
为了方便,行李制品100可以包括其他结构特征。例如,行李制品100 可以包括一个或多个支撑构件192以将行李制品100支撑在支撑表面上 (例如,抵靠地面)。支撑构件192可以是脚,固定轮组件,旋转轮组件或其任何组合。附加地或替代地,行李制品100可以包括连接到后面板106 的可伸缩牵引手柄194。行李制品100还可以包括与外壳102的顶部面板 120,底部面板122,左侧面板124和右侧面板126中的至少一个连接的一个或多个提手196。在一些示例中,行李制品100可以包括闭合机构198 以选择性地将第一壳体部件180和第二壳体部件182固定在一起。闭合机构198可以沿着或邻近第一壳体部件180和第二壳体部件182之间的分割线定位以接合每个壳体部件并允许致动以打开和闭合行李制品100。闭合机构198可以是分离机构,例如闩锁,或者可以是沿着分割线的长度的至少一部分定位的连续闭合机构,例如拉链。
[0053]
如图所示,参考图2,第一壳体部件180(通常可以称为行李壳体) 可以由主面(例如前主面140)和从主面140的外围边界212延伸的侧壁 210限定。在这样的示例中,侧壁210可以限定行李制品100的顶面144,底面146,左侧面148和右侧面150中的至少一个的至少一部分。例如,在所示的示例中,侧壁210可以限定行李制品100的顶面144,底面146,左侧面148和右侧面150中的每一个的至少一部分。可以预期其他构造,包括侧壁210(至少部分地)限定顶面144,底面146,左侧面148和右侧面150的子集(例如四个副面中的一个,两个或三个)的示例。以该方式,侧壁210可能不形成四个侧面中的每一个的一部分。如图2和3中所示,第一壳体部件180包括相对的外和内表面220、222。当行李制品100闭合时,外表面220可以限定行李制品100的外部或可见部分。内表面222可以至少部分地限定外壳102的内部储存容积。在这样的示例中,第一壳体部件180可以包括在外表面220和内表面222之间限定的厚度。
[0054]
如以下更充分地解释,第一壳体部件180的主面和侧壁210可以一体形成为单个结构,例如通过包括注射模制,加压模制或吹塑模制的模制操作。在一些替代示例中,第一壳体部件180的主面和侧壁210可以是例如通过粘合剂,热或声波焊接等固定在一起的分离部件,其在本文中也被认为产生整体的单个结构。
[0055]
参考图2-5b,第一壳体部件180可以至少部分地由多个层或材料的层压件184形成。例如,第一壳体部件180可以由至少壳体部分186和承载膜188的层压件184形成,或者可以由至少壳体部分186,承载膜188和材料层250的层压件184形成。如本文所述,壳体部分186由具有内和外表面202、204的衬底层200形成。在这样的示例中,可以被称为衬底材料层的衬底层200可以包括在内和外表面202、204之间限定的厚度。取决于特定应用,如图5a中所示,衬底层200的厚度可以在约1mm至约 3mm之间,例如在约1.4mm至约2.5mm之间。承载膜188包括相对的第一和第二表面206、208。第一表面206可以固定到衬底层200的外表面204。第二表面208可以固定到材料层250。以该方式,承载膜188可以将材料层250连接到衬底层200,如下面更全面地解释。
[0056]
在一些示例中,第一壳体部件180的整体可以由层压件184形成,或者第一壳体部件180的仅一部分或多个部分可以由层压件184形成,如下文进一步描述。换句话说,第一壳体部件180可以具有其仅由壳体部分186 的衬底层200形成而不由通过衬底层200和承载膜188的组合限定或通过衬底层200,承载膜188和材料层250的组合限定的层压件184形成的区域。在这样的示例中,第一壳体部件180的外表面可以由衬底层200,承载膜188和/或材料层250限定,例如外表面完全由材料层250限定,由材料层250和承载膜188的组合限定,由材料层250和衬底层200的组合限定,由材料层250,承载膜188和衬底层200的组合限定,等等。在图案的一个示例(例如间隔肋270)中示出了材料层250,所述图案可以形成在第一壳体部件180上,如下面更详细地描述。
[0057]
图4示出了第一壳体部件180,其中在分解图中示出形成层压件184 的层,即固定到衬底层200的承载膜188,以及固定到承载膜188的材料层250。图5a是形成第一壳体部件180的层压件184的层的该示例的部分横截面图。图5b是形成第一壳体部件的层压件184的层的该示例的另一部分横截面图。特别地,在aa处示出了由层压件184限定的第一壳体部件180的区域,并且在bb处示出了未由层压件184限定的第一壳体部件 180的区域。而且,材料层250的轮廓的细节在承载膜188的外表面(第二表面208)以及衬底层200的外表面204上方突出(例如,从其伸出)。尽管图2-5b示出了第一壳体部件180,但是第二壳体部件182可以被类似地构造。因此,如果作为行李制品100的一部分被包括,则针对第一壳体部件180的描述可以适用于第二壳体部件182。
[0058]
衬底层200可以由单一材料形成,或者形成为不同或相似材料的一个以上层的层压件或组合物。衬底层200提供第一壳体部件180的结构完整性,抗冲击性和抗压碎特性,并且当与第二壳体部件182组合时,向行李制品100提供。取决于特定的应用,衬底层200可以包括塑性材料,例如聚丙烯或其他材料或材料的组合,并且也可以由这种材料的一个以上层形成。衬底层200可以具有第一材料性质。第一材料性质可以是衬底层200 的任何机械或结构性质。例如,衬底层200可以包括第一耐磨性,第一硬度水平,第一粘附性质等。在这样的示例中,第一材料性质可以限定对局部渗透,刮擦,机加工,磨损,磨蚀和/或屈服的第一抵抗性。取决于特定的应用,衬底层200的第一材料性质与行李制品100的其他部件相比可
以不同。例如,衬底层200的硬度水平或耐磨性与行李制品100的其他部件相比可以相对较高。在替代示例中,衬底层200的硬度水平或耐磨性与行李制品100的其他部件相比可能较低。
[0059]
继续参考图2-5b,第一壳体部件180包括具有形成外表面220的至少一部分的材料层250的区域,但是在一些示例中材料层250可以覆盖有附加的层或材料。因此,材料层250可以是或形成第一壳体部件180的外部材料层,而没有限制的意图。如下面更全面地描述,材料层250为第一壳体部件180的壳体部分186提供耐磨性或耐刮擦性。例如,材料层250可以限定牺牲层,研磨表面或保护性偏移间隔以限制通过对第一壳体部件 180的衬底层200进行磨蚀,刮擦等引起的损坏。例如,如图5a和5b中所示,材料层250可以形成远离衬底层200的外表面204突出的至少一个结构特征252。如本文所述,单独结构特征252可以包括实心片材或单独结构特征的图案。例如,多个单独结构特征252可以在壳体部分186上形成图案。尽管示出为包括在壳体部分186上形成图案的多个结构特征252,但是在一些示例中,材料层250可以在衬底层200上形成完整层。
[0060]
如图所示,一个结构特征252或多个结构特征252具有顶部并限定高度尺寸h
r
。一个或多个结构特征252远离衬底层200的外表面204突出或伸出。一个或多个结构特征252产生横截面轮廓,其阻止物体接触并因此可能损坏衬底层200。一个或多个结构特征252的高度h
r
在结构特征252 的顶部和衬底层200的区域表面(其上可以覆盖承载膜188)之间产生间隙或空间。材料层250在第一壳体部件180的外表面220上突出并且使衬底层200与潜在的磨损源间隔开。在这样的示例中,当第一壳体部件180 抵靠物体的表面(例如,地面,支撑地板,行李车,垂直壁,行李处理设备等)放置时,物体的表面首先接触材料层250,材料层250限制物体的表面接触衬底层200。在物体确实接触衬底层200的程度下,考虑到材料层250的干扰,它可能具有较小的破坏作用。在这样的示例中,当第一壳体部件180抵靠物体的表面摩擦时,材料层250可能被损坏,可能使第一壳体部件180的衬底层200基本上未被接触和/或被保护。这样的构造可能是有益的,例如在对材料层250的损坏相比对衬底层200的外表面204的损坏更不明显或更优的示例中。
[0061]
取决于特定的应用,材料层250尤其可以是塑料或橡胶材料,并且在一个示例中是热固性聚氨酯材料。尽管可以使用其他材料,例如热塑性聚氨酯,但热固性聚氨酯具有许多优点。例如,热固性聚氨酯可以提供良好的耐磨性以及粘附性。另外,热固性聚氨酯具有用于在模制工艺中的良好流动特性,因此与诸如热塑性聚氨酯的其他材料相比,可以形成更精细的细节和更薄的材料厚度。在一个示例中,热固性聚氨酯可以由多元醇和异氰酸酯的两部分混合物形成,例如以76%的多元醇∶24%的异氰酸酯的混合比,但是可以预期其他混合比和混合物。混合物的各个部分可以在形成材料层250之前或期间组合,例如恰好在将热固性聚氨酯注入模具中之前或期间。材料层250可以是与衬底层200形成对比或匹配的颜色以为行李制品100提供期望的美学特性。在一些示例中,材料层250可以是清晰的,透明的或半透明的。在一些示例中,材料层250可以是不透明的。
[0062]
材料层250可以具有第二材料性质。第二材料性质可以是材料层250 的任何机械或结构性质。例如,材料层250可以限定第二耐磨性,第二硬度水平,第二粘附性质等。在这样的示例中,第二材料性质可以限定对局部渗透,刮擦,机加工,磨损,磨蚀和/或屈服的第二抵抗性。材料层250 的第二材料性质可以与衬底层200的第一材料性质不同。例如,外部
材料 250可以比衬底层200更硬或更软。在一个示例中,衬底层200可以比材料层250硬或软约1.5到3倍。在这样的示例中,相对软的材料层250可以通过吸收冲击能量并通过材料层250与物体或表面的接触改善(例如增加)第一壳体部件180的摩擦性质来增强行李制品100。在一些示例中,材料层250的结构特征可以限制第一壳体部件180在表面上的滑动,例如,限制行李制品100在侧向放置时的滑动。尽管被描述为较软,但是在一些示例中,材料层250可以比衬底层200更硬。
[0063]
可以选择第二材料性质以提供期望的耐磨性能。例如,材料层250可以比衬底层200更好地抵抗磨损。特别地,行李制品100可以抵靠表面滑动或摩擦,在该情况下与在没有材料层250的情况下将对衬底层200造成的损坏相比,材料层250可以抵抗或限制由这种摩擦引起的行李制品100 的外表面的损坏。在一些示例中,第一和第二材料性质可以防止或限制材料层250直接结合到衬底层200。在这样的示例中,可能需要界面材料或结构以将材料层250连接到衬底层200,如下面更详细地解释。
[0064]
如图5a和5b中所示,材料层250可以包括限定在固定到承载膜188 的结构特征的底部260和结构特征的顶部区域262之间的厚度。在这样的示例中,材料层250的底部260可以接合承载膜188的第二表面208。在这样的示例中,顶部区域262远离衬底层200的外表面204突出以产生上述的凸起研磨表面。
[0065]
如本文所述,材料层250可以很薄以限制第一壳体部件180的重量增加。取决于特定的应用,材料层250的厚度可以在约0.5mm至约0.75mm 之间,例如约0.65mm。取决于特定的应用,材料层250可以远离承载膜 188的第二表面208突出等于或大致等于材料层250本身的厚度的尺寸。如图5a和5b中所示,材料层250可以远离衬底层200的外表面204突出等于或大致等于材料层250的厚度加上承载膜188的厚度的尺寸。材料层 250的高度可以根据从承载膜188的第二表面208的期望浮凸而变化。在这样的示例中,壳体部分186的厚度可以大于材料层250的厚度。例如,衬底层200的厚度可以在材料层250的厚度的约2至4倍之间。例如,衬底层200的厚度与材料层250的厚度之间的比率可以在约2.00:1至4.00:1 之间,或约2.15:1,约2.31:1,约2.46:1,约3.08:1,约3.54:1或约3.85:1。
[0066]
如上所述,材料层250被包括作为层压件184的结构的一部分,并且层压件184可以形成在第一壳体部件180上的用户期望的位置处。因此,材料层250可以定位在第一壳体部件180上的一个或多个位置处。由于材料层250固定到承载膜188,并且承载膜188可以在本文所述的模制工艺中在用户选择的区域中施加到衬底层200(因此形成层压件区域184),因此材料层250可以施加到第一壳体部件180的外部上的选定位置处。
[0067]
参考图2,例如,层压件184沿着第一壳体部件180的主面140的高度和宽度的大部分形成,并且还沿着纵向副侧面144、146、148、150(在图2中仅示出一个)形成。然后,材料层250位于第一壳体部件180上的大致相同的位置处。在所示的示例中,材料层250可以沿着第一壳体部件180的主面140的高度h和宽度w的至少一部分延伸。附加地或单独地,材料层250可以沿着第一壳体部件180的至少一个副面延伸。例如,材料层250可以沿着第一壳体部件180的侧壁210的至少一部分延伸。特别地,材料层250可以沿着第一壳体部件180的左和右侧面148、150中的每一个的至少一部分延伸。在这样的示例中,材料层250可以围绕第一壳体部件180的主面和左侧面148之间的第一边缘区域160连续地包裹。类似地,材料层250可以围绕第一壳体部件180的主面和右侧面150之间的第二边缘区域162连续地包裹。附加地
或单独地,材料层250可以位于第一壳体部件180上的离散位置处,例如在角部处或其他地方。
[0068]
材料层250可以形成结构特征的图案或者可以形成为实心片材以为第一壳体部件180提供期望的耐磨性,以及提供箱子的期望的美学特性。例如,材料层250可以形成在衬底层200的整个外表面220上。在其他示例中,并且如图2、5a和5b中所示,材料层250可以形成一种图案使得材料层250不覆盖第一壳体部件180的整个外表面220。例如,材料层250 的图案(或实心片材)可以形成在第一壳体部件180的外表面220的约25%至约75%之间上。在这样的示例中,材料层250可以覆盖第一壳体部件 180的显著表面区域而不明显增加壳体的重量。例如,材料层250可以向第一壳体部件180增加约100g至约150g,优选约120g至约130g。在这样的示例中,材料层250可以占第一壳体部件180的重量的约5%至约 15%。这与一些常规设计相反,在常规设计中次要材料占壳体重量的很大一部分,例如超过500克,表示基部壳体的重量增加超过30%。
[0069]
由材料层250形成的结构特征的图案可以基于用于磨损保护的预期区域和外观因素而变化。在一个示例中,材料层250可以形成多个相似或不相似的结构特征252的图案。结构特征252可以邻接由承载膜188限定的区域表面,使得承载膜188在结构特征252之间不向上延伸。作为一个示例,图案可以包括一系列细长肋270。肋270可以沿着第一壳体部件180,例如沿着第一壳体部件180的高度在顶侧面144和底侧面146之间间隔开。在一个示例中,肋270的至少部分可以彼此平行地延伸。肋270的至少部分可以平行于第一壳体部件180的侧面中的一个延伸。例如,肋270可以平行于顶和底面144、146中的至少一个延伸。在一些示例中,肋270的至少部分可以平行于主面的外围边界212的一部分延伸。在一个示例中,肋270可以垂直于沿着第一壳体部件180的左和右侧面148、150延伸的分割线的一部分延伸。取决于特定的应用,肋270可以等距或不等距间隔开,例如以随机图案间隔开。尽管示出为包括一系列肋270,但是材料层 250可以以其他方式图案化,例如形成图像,形状或其他设计。
[0070]
如图5a和5b中所示,肋270可以包括宽度w
r
和长度l
r
。肋270 的宽度w
r
和长度l
r
可以取决于第一壳体部件180的尺寸。例如,肋270 在较大尺寸的壳体部件上可以更宽和更长。类似地,肋270可以在较小尺寸的壳体部件上更窄和更短。作为一个示例,取决于第一壳体部件180的尺寸,每个肋的宽度w
r
可以在约1mm至约10mm之间,例如在约3mm 至约4.5mm之间。以类似的方式,取决于第一壳体部件180的尺寸,每个肋的长度l
r
可以在约250mm至约1000mm之间,例如在约482mm至约 804mm之间。在这样的示例中,肋270的高度或厚度h
r
可以在箱子尺寸之间保持相对恒定。例如,肋270的厚度h
r
可以不基于第一壳体部件180 的尺寸而改变。如图5a中所示,每个肋270可以包括梯形棱柱形状的截面,其中每个肋的基部280的宽度大于顶部282的宽度。
[0071]
结构特征252,例如通过示例提供的肋270,可以限定不同的横截面构造,包括矩形,圆形或弯曲肋等。结构特征252的延伸可以是连续的或不连续的,例如,具有细长肋形状的结构特征252可以在长度上是连续的,或者可以沿着其长度具有间隙或空间。一个结构特征252或多个结构特征 252的宽度,高度,截面形状和/或图案构造可以在第一壳体部件180上变化。例如,如图2、5a和5b中所示,结构特征252可以例如沿着第一壳体部件180的高度间隔开距离d。结构特征252的间隔可以暴露结构特征 252之间的衬底层200(其可以具有覆盖在其上的承载膜188)。距离d可以小于结构特征252的宽度w
r
,大于结构特征252的宽度w
r
,或
者等于结构特征252的宽度w
r
。例如,距离d可以在约5mm至约15mm之间。
[0072]
参考图2,第一壳体部件180可以被限定以产生没有在其上形成材料层250的区域。材料层250可以不形成在壳体部分186的区域上,原因是i)不需要图案,或ii)层压件184未沿着第一壳体部件180的区域形成。例如,没有材料层250的区域可以形成在第一壳体部件180的主面上,并且限定在顶和底面144、146之间延伸的细长中心部分290。在这样的示例中,中心部分290可以包括至少部分地由第一和第二边界线294、296的限定的外边界292。在这样的示例中,材料层250可以从中心部分290的外边界292延伸到主面的外围边界212。如图所示,可以在顶和底面144、 146之间沿着第一壳体部件180的主面限定第一中心线cl。在这样的示例中,第一边界线294可以沿着第一中心线cl和左侧面148之间的位置延伸。第二边界线296可以沿着第一中心线cl和右侧面150之间的位置延伸。在一个示例中,第一和第二边界线294、296的至少部分可以平行于第一壳体部件180的第一中心线cl延伸。
[0073]
图6是承载膜188的片材的横截面图。参考图4和6,并且如上所参考,承载膜188是限定第一壳体部件180的层压件184的一部分。如本文所述,承载膜188提供衬底层200和材料层250之间的界面。更特别地,承载膜188构造成将材料层250结合,固定或以其他方式附接到衬底层 200。实际上,承载膜188充当衬底层200和材料层250之间的胶粘或施加界面,从而以易于制造行李箱并且避免使用时剥离或分层的方式将材料层250固定地附接到第一壳体部件180的外表面220。在不使用承载膜188 的情况下,材料层250可能不能充分地结合到第一壳体部件180的外表面 220。更特别地,衬底层200和材料层250可以是具有不同的性质和不相容的结合特性的不同材料。在这样的示例中,承载膜188可以充当界面或桥以使两种材料结合在一起。例如,承载膜188可以允许热固性聚氨酯材料结合到聚丙烯材料,允许橡胶材料结合到塑料材料,等等。
[0074]
取决于特定的应用,承载膜188可以是材料的薄片材,并且可以包括一层或多层。例如,承载膜188可以包括结合在一起的第一和第二层350、 352。在这样的示例中,第一和第二层350、352可以分别粘附到衬底层200 和材料层250。在一个示例中,第一层350可以包括聚丙烯,例如由聚丙烯箔形成。第二层352可以由诸如聚氨酯箔的聚氨酯材料形成。第一和第二层350、352可以结合在一起(例如通过结合剂),或者可以共挤出以固定在一起。在一些示例中,可以对承载膜188的至少一个外表面进行特殊处理或涂覆以改善承载膜188粘附到衬底层200和材料层250中的至少一个。在一个示例中,聚氨酯漆薄薄地铺在聚丙烯箔的外表面上。在另一示例中,聚丙烯箔的一侧接受电晕处理以辅助与材料层250的粘附。在这样的示例中,可以在需要与材料层250粘附的承载膜188的一侧上施加涂层或处理。
[0075]
不管是多层的还是单层的,承载膜188可以包括在约100μm至约 250μm之间的厚度,但是可以预期其他厚度。承载膜188或承载膜188的部分可以是柔性的或刚性的。可以将承载膜188切割成不同的形状以允许将承载膜188根据需要定位在壳体部分186上以提供将材料层250结合到其上的锚固件。承载膜188可以是透明的或半透明的。在一些示例中,承载膜188可以是不透明的以提供期望的美学特性。在一些示例中,承载膜 188可以印刷有设计,无论是在材料层250被模制到其上之前还是之后。在这样的示例中,材料层250可以与承载膜188的印刷设计相关以提供附加的效果或图案。在材料层250是清晰或透明的示例中,材料层250可以放大承载膜188的印刷设计以提供不同的效果,例如增强印刷设计。
[0076]
第一壳体部件180的壳体部分186可以包括材料层250的表面结构特征252,所述表
面结构特征具有比下面的衬底层200低的硬度以便改善层压件区域184中的耐磨性。层压件区域184可以位于第一壳体部件180上的选定位置处以产生预期水平的耐磨性和期望的美学外观。层压件184包括衬底层200和承载膜188,以及材料层250(至少在其形成图案的一部分的地方)。更特别地,由于材料层250可以形成图案,因此可能存在层压件184仅是两层(衬底层200和承载膜188)的地方,原因是材料层250 作为图案的一部分不存在。
[0077]
制造第一壳体部件180以形成层压件184包括以下关于图7至14所述的模制工艺。图7是生产行李制品的行李壳体,例如行李制品100的第一壳体部件180的方法500的流程图。图8是第一模具装置的分解图。图 9是位于第一模具装置内的承载膜188的等距视图。图10是在第一模具装置中形成在承载膜188的第一表面206上的材料层250的等距视图。图11 是从第一模具装置移除并修改以用于将来处理的承载膜188和材料层250 的等距视图。图12是第二模具装置的分解图。图13和13a是位于第二模具装置内的承载膜188和材料层250的等距视图。图14是形成在第二模具装置内并固定到承载膜188和材料层250的第一壳体部件180的等距视图。参考图7-14,第一壳体部件180可以通过两部分模制工艺或方法形成。特别地,材料层250可以在第一模制工艺中模制到承载膜188,并且承载膜188(和材料层250)可以在第二模制工艺中模制到衬底层200,如下所述,从而形成第一壳体部件180。取决于特定的应用,两部分模制工艺可以同时或顺序地在相同模具内发生,或者可以在单独的模具内发生。例如,如下所述,第一模制工艺可以在第一模具502中发生,第二模制工艺随后在单独的第二模具504中发生。为了清楚起见,上面提到了模制工艺的部分,但是不旨在限制工艺的描述的一般性质。
[0078]
参考图7,方法500可以包括将材料层250模制到承载膜188的一个表面(方框510)。在一个示例中,材料层250可以模制到承载膜188的第二表面208。材料层250可以以结构特征252的图案或替代地以实心片材模制到承载膜188的第二表面208。例如,材料层250可以以多个单独的结构特征252模制到承载膜188的第二表面208。尽管示出了多个肋270,但是可以预期其他特征,如上所述。
[0079]
参考图8-10,取决于特定的应用,材料层250可以通过在第一模具502 内注射模制而模制到承载膜188。例如,如上所述,聚氨酯材料(例如,热固性聚氨酯)可以模制到将背离衬底层200的承载膜188的一侧。在一个示例中,第一模具502包括第一和第二模具部段520、522。第一模具部段520可以被称为下部模具或下部模具部段,包括在其模具表面中限定的一个或多个图案凹陷或腔526。图案凹陷526可以大体上或精确地对应于将由材料层250形成的结构特征252的图案。例如,图案凹陷526可以产生材料层250的结构特征252(例如肋270)的图案的期望形状和布局。图案凹陷526可以在承载膜188上形成具有不同横截面形状,长度和位置的肋270。另外,第一模具部段520可以包括注入口530,材料层250通过所述注入口注入以形成结构特征252的图案并将材料层250牢固地固定到承载膜188。在一个示例中,第一模具部段520可以包括在其模具表面中限定的第一和第二流道腔536、538。在这样的示例中,图案凹陷526可以限定在第一和第二流道腔536、538之间并连接到第一和第二流道腔536、 538。如图所示,注入口530可以限定在第一流道腔536内。
[0080]
第二模具部段522可以被称为上部模具或上部模具部段,可以包括在其模具表面中限定的多个开口544。开口544可以连接到真空源以通过真空力将承载膜188保持在第二模具部段522的模具表面上和第一模具502 内。在一示例中,开口544可以被限定为模具表
面中的小孔或狭缝开口。
[0081]
如图所示,第一模具502是平坦模具,第一和第二模具部段520、522 的模具表面通常是大致平坦的或平面的。以该方式,材料层250可以以平坦或平面构造模制到承载膜188。然而,应当注意,可以预期其他模具构造。例如,第一和第二模具部段520、522的模具表面可以弯曲以匹配,模仿或对应于第一壳体部件180的形状(曲率)。然而,平坦模具可以促进对最终模制产品的控制。例如,与模制到弯曲表面上的情况相比,平坦模具可以允许产生具有更精细的细节和更薄的尺寸的图案结构特征。与在弯曲表面上模制相比,平坦模具还可以允许更大的压力和对模制图案的控制,由此使模制期间材料层250的泄漏最小化并允许更薄和更细的模制图案。特别地,如果将材料层250模制在弯曲表面上,则存在材料层250可能泄漏从而需要较低的模制压力的风险,导致模制图案更大以允许材料完全流过图案。通过将材料层250模制到承载膜188,可以使用承载膜188 将平坦模制的材料层250附接到弯曲的3d壳体或对象。
[0082]
为了将材料层250模制到承载膜188,可以将承载膜188在第一模具 502中放置或定位在第一和第二模具部段520、522之间。例如,承载膜 188可以抵靠第二模具部段522放置,承载膜188的第二表面208抵靠第二模具部段522的模具表面定位。如上所述,承载膜188可以通过由连接到在第二模具部段522的模具表面中限定的开口544的真空源产生的真空力抵靠第二模具部段522的模具表面保持。真空力可以为约20mbar。一旦承载膜188被定位,就可以将第一和第二模具部段520、522压在一起并密封在一起以准备注射模制材料层250。在一个示例中,第一和第二模具部段520、522可以在约80巴至约150巴之间(例如约120巴)的夹紧压力下夹紧在一起。在一些示例中,第一和第二模具部段520、522可以在约10,000kn至约12,000kn之间(例如约11,000kn)的夹紧力下夹紧在一起。
[0083]
一旦将第一和第二模具部段520、522密封在一起,就可以将材料层 250注入第一模具502中。在这样的示例中,可以通过注入口530来注入材料层250。根据以上描述,可以通过注入口530注入热固性聚氨酯以形成材料层250,但是可以使用其他材料。特别地,可以在第一压力下将多元醇注入第一模具502中,在第二压力下将异氰酸酯注入第一模具502中。第一压力和第二压力可以相似或不同。例如,可以在比多元醇更高的压力下将异氰酸酯注入第一模具502中,反之亦然。取决于特定的应用,可以在约180巴至约220巴之间(例如约197巴)的压力下注入异氰酸酯。可以在约120巴至约170巴之间(例如约145巴)的压力下注入多元醇。在一些示例中,可以在约190℃至约250℃之间的温度下注入热固性聚氨酯,但是可以考虑其他温度。
[0084]
一旦通过注入口530注入,材料层250可以沿着第一流道腔536流动以形成第一材料流道558,穿过图案凹陷526从而以模制图案形成材料层 250的结构特征252(例如,肋270),并且沿着第二流道腔538流动以形成第二材料流道564。例如,材料层250可以从注入口530和第一流道腔 536流动并穿过图案凹陷526到达第二流道腔538。将热固性聚氨酯注入第一模具502中可以持续约3秒至约9秒,例如约4.1秒至约5.7秒。如上所述,图案凹陷526可以形成小肋或其他结构特征形状的图案以减轻重量。替代地,材料层250可以形成为完整的薄层或不同的图案。一旦完全注入第一模具502中,材料层250可以在约5秒至约30秒之间,例如约8 秒至约10秒之间,约20秒等固化。取决于特定的应用,可以延迟材料层 250(例如,热固性聚氨酯)的固化,直到完全形成材料层250。一旦材料层250被模制到承载膜188并
固化,就可以从第一模具502移除承载膜188 和材料层250以用于进一步的处理和精加工,如下所述。
[0085]
参考图11,方法500可以包括修改承载膜188和材料层250以用于进一步处理(方框580)。例如,可以切割承载膜188和模制材料层250以将结构特征252的图案定位在第一壳体部件180上。例如,可以切割承载膜 188和材料层250以使得切割形状对应于(大体上或精确地)设计者希望将结构特征252放置在壳体部分186上以获得期望的最终产品的位置。在一个示例中,可以将第一和第二材料流道558、564以及任何其他过量的材料或注入点标记(如果有的话)从模制图案移除。附加地或替代地,可以通过围绕模制图案切割承载膜188来去除过量的承载膜188。在一些示例中,可以修剪模制图案的一部分以解决第一壳体部件180的结构特征。例如,可以修剪模制图案以解决第一壳体部件180上的提手,铰链结构或标记等。
[0086]
在一些示例中,在固定到衬底层200之前承载膜188和模制材料层250 可以形成为3d形状。例如,可以在单独的模具或工艺中将承载膜188和模制材料层250模制为3d形状,该3d形状大体上或精确地对应于第一壳体部件180的期望形状。在这样的示例中,可以将3d形成的承载膜188 和模制的外部材料250附接或夹物模制到衬底层200。
[0087]
参考图7,方法500可以包括当在模制工艺中形成第一壳体部件180 时通过使用承载膜188作为模具表面中的一个来将材料层250固定到衬底层200(方框590)。与形成有材料层250的第二表面208相对的承载膜188 的第一表面206用作模具表面594以形成衬底层200。如上所述,承载膜 188的第一表面206固定到第一壳体部件180的衬底层200。取决于特定的应用,并且如图12-14中所示,可以通过将用于衬底层200的材料注入第二模具504中来将承载膜188固定到衬底层200。在这样的示例中,第二模具504包括阳和阴模外壳600、602,阳模外壳600布置成至少部分地配合在阴模外壳602内以限定第一壳体部件180的形状。在这样的示例中,阳和阴模外壳600、602的相应模具表面可以通过模制工艺大体上限定第一壳体部件180的内和外表面222、220。
[0088]
参考图12,阴模外壳602可以包括在其模具表面中限定的一个或多个凹槽610,凹槽610大体上或精确地对应于由承载膜188上的材料层250 形成的模制结构特征252(见图5a和b)的至少一部分。以该方式,凹槽610可以提供对准结构特征以在注入衬底层200之前在第二模具504内对准结构特征252和承载膜188。附加地或替代地,凹槽610可以提供结构特征252的浮凸,使得承载膜188的第一表面206提供光滑和/或平坦的模制表面。类似于第一模具502的第二模具部段522,阴模外壳602可以包括在其模具表面中限定的一个或多个狭缝614,狭缝614连接到真空源以通过真空力保持承载膜188和/或材料层250抵靠阴模具壳体602的模具表面。如图所示,阴模外壳602包括腔622,阳模外壳600至少部分地接收在所述腔中以形成第一壳体部件180。
[0089]
为了将材料层250固定到衬底层200,可以将承载膜188和材料层250 放置在阴模外壳602的腔622内。如图13和13a中所示,材料层250可以放置在凹槽610内并且抵靠阴模外壳602的模具表面。在这样的示例中,承载膜188(例如,承载膜188的第一表面206)可以向内面向模具空间。如上所述,承载膜188和/或材料层250可以通过真空力保持抵靠阴模外壳 602的模具表面。一旦定位,阳模外壳600可以至少部分地定位在阴模外壳602的腔622内以限定阳和阴模外壳600、602之间的空间,该空间对应于第一壳体部件180的厚度。一旦阳模
外壳600至少部分地定位在阴模外壳602内,材料可以注入阳和阴模外壳600、602之间的空间中以形成衬底层200的至少一部分并且将衬底层200结合到承载膜188(参见图14)。以该方式,层压件184形成有多个层,其中承载膜188的至少一部分位于衬底层200和材料层250之间。根据以上描述,可以将聚丙烯注入阳和阴模外壳600、602之间的空间内以形成第一壳体部件180,但是可以使用其他塑料材料。
[0090]
尽管示出为在3d模具中模制在一起,但是在一些示例中,可以将承载膜188层压或夹物模制到平坦衬底(例如平坦衬底层200)上。在这样的示例中,例如通过真空或插塞模制,所产生的层压件然后可以形成3d 壳体形状。在这样的示例中,材料层250可以在将承载膜188层压到衬底层200上之前,期间或之后模制到承载膜188上。在一个示例中,材料层 250可以在3d成形承载膜188和平坦衬底层200的层压件之前模制到承载膜188上。
[0091]
尽管以上将第一壳体部件180描述为通过注射模制形成,但是第一壳体部件180可以以多种方式形成并固定到承载膜188。例如,第一壳体部件180可以通过插塞模制或真空成形而形成。在这样的示例中,衬底层200 可以最初形成为平坦片材。平坦片材可以定位在阴模外壳602的腔622上。在插塞模制中,阳模外壳600然后可以压靠在片材上以将片材压靠在阴模外壳602上以形成第一壳体部件180。
[0092]
行李制品100可以由多种材料和手段形成。行李制品100示出为硬面行李箱,但是可以由硬面和软面材料的许多组合形成。例如,外壳102(例如,第一壳体部件180)可以由硬面材料模制,或者由硬面材料和软面材料的组合(称为“混合”构造)形成,其适当地构造成允许用于本文所述的壳体结构。硬面材料可以是热塑性材料(自增强或纤维增强),abs,聚碳酸酯,聚丙烯,聚苯乙烯,pvc,聚酰胺,双轴取向聚丙烯和/或ptfe 等。行李制品100可以以任何合适的方式至少部分地成形或模制,例如通过插塞模制,吹塑模制,注射模制,挤出,浇铸等。
[0093]
所有相对和方向参考(包括:上,下,向上,向下,左,右,向左,向右,顶,底,侧,上方,下方,前,中,后,竖直,水平等)通过示例的方式给出以帮助读者理解本文所述的特定示例。除非在权利要求中明确提出,否则不应将它们理解为要求或限制,特别是关于位置,取向或用途。连接参考(例如,附接,联接,连接,接合等)应被广义地解释,并且可以包括元件的连接之间的中间构件以及元件之间的相对运动。因而,除非在权利要求中特别提出,否则连接参考不一定推断两个元件直接连接并且彼此成固定关系。
[0094]
本领域技术人员将理解,当前公开的示例以示例而非限制的方式教导。因此,以上描述中包含的或附图中所示的内容应解释为说明性的,而不是限制性的。所附权利要求旨在涵盖本文所述的所有一般和特定特征,以及本方法和系统的范围的所有陈述,就语言而言,其可以被认为落入其间。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1