一种感应式护手装置及其储料箱的制备方法
1.本发明属于医疗技术领域,具体涉及一种感应式护手装置及其储料箱的制备方法。
背景技术:
2.在临床医学中,在进行手术或者对病人进行医护前,都需要对手部进行清洗,保证手部的洁净度,在对手部进行清洗后,可在手部进行涂抹护手霜,保证手部健康。
3.在专利cn202010473735.1本发明公开了一种应用于挤压护手霜的装置,包括帽盖和硬质管,硬质管的上端成型有锥形的出口,出口上螺接有帽盖,硬质管下端的内壁上成功有环形的挡圈,挡圈的上端面上粘贴固定有环形的下永磁铁,下永磁铁的上端面上吸靠有环形的上永磁铁,上永磁铁固定在圆形的挤压板,挤压板的外壁抵靠在挡圈上侧的硬质管内壁上;挡圈下侧的硬质管内插设有圆环形的气缸缸体,气缸缸体的上端成型有导气管,导气管的顶端成型有封盖,导气管上成型有出气孔,导气管上插套有覆盖出气孔的橡胶皮管;气缸缸体的外壁上成型有环形的连接盘,连接盘螺接在硬质管内壁上,连接盘和挡圈之间夹持有密封垫圈。但仍存在一下问题:
4.该应用于挤压护手霜的装置需要将护手霜放置到装置中,每次使用完之后都需要进行更换护手霜,使用起来不方便。
5.在专利201910070997.0一种塑料瓶,包括以下质量份数的组分:塑料90
‑
100份,塑料包括聚酯、聚乙烯或聚丙烯中的一种或多种;色母0.5
‑
1份;蚕丝5
‑
10份;苯甲酰氯15
‑
20份。一种塑料瓶的制备方法,包括以下步骤:
6.(1)搅拌均匀塑料瓶的组分,得到预混料;(2)熔融预混料并投入挤出机中挤出;(3)将熔融预混料加入注塑机中注塑成型。通过加入蚕丝,蚕丝中含芳香族氨基酸,氨基容易与酰氯基反应,生成酰胺基,相邻分子间的酰胺基容易形成氢键,由于芳香族氨基酸上的苯环、苯甲酰氯上的苯环以及分子间的氢键使得分子链呈现伸展的刚性结构,进而有利于提高塑料瓶的耐高温性能提高。虽然解决了上述问题,但是仍然存在以下问题:
7.该塑料瓶的制备方法中采用将所有原料混合在一起,这样会出现混料不均匀的情况,进而导致制备出的塑料瓶强度不够,影响使用。
技术实现要素:
8.本发明的目的在于提供一种感应式护手装置及其储料箱的制备方法,以解决上述背景技术中提出的问题。
9.为实现上述目的,本发明提供如下技术方案:一种感应式护手装置,包括壳体和料筒,所述壳体内部的左侧位置上安装有料筒,所述料筒的内部设置有活塞块,所述活塞块与活塞杆一端连接,所述活塞杆的上端安装有压板,所述料筒的下方位置上安装有进水单向阀,所述料筒右侧的壳体内设置有安装卡盘,所述安装卡盘的上方位置上对称设置有卡板,所述安装卡盘的上方位置上设置有储料箱,所述储料箱的上方位置上设置有盖板,所述储
料箱下方的两侧位置上对称设置有卡块,两个所述卡块的设置位置与两个所述卡板的设置位置相对应。
10.优选的,所述安装卡盘的中间位置上设置有通孔,所述通孔的设置位置与储料箱下方的下接头的设置位置相对应,所述下接头通过导料管与进水单向阀之间密封连接。
11.上述任一方案中优选的是,所述壳体的左侧位置上设置有防护罩,所述防护罩内部的右上方位置上设置有喷头,所述喷头通过导料管与出水单向阀之间密封连接。
12.上述任一方案中优选的是,所述喷头左侧的防护罩内设置有红外发射器,所述红外发射器下方的防护罩内安装有红外接收器。
13.上述任一方案中优选的是,所述压板与料筒之间的活塞杆上套覆有弹簧,所述压板的上方位置上设置有电缸,所述电缸的活塞杆与压板接触。
14.上述任一方案中优选的是,所述壳体的右下方位置上设置有导线,所述导线与壳体之间的连接处设置有橡胶包套。
15.储料箱的制备方法,按照先后顺序包括以下步骤:
16.s1:物料预处理:将abs过筛,筛孔的直径为280μm,清洗晾干后备用:
17.s2:混料一:先将上述步骤中得到的100
‑
130份abs投入高混机逐渐升温,升温速率为3℃/min,当温度达到65℃时,投入1
‑
5份增强剂和1
‑
5份增韧剂,保持65℃搅拌10min,保持65℃继续投入1
‑
3份分散剂和1
‑
3份抗菌剂继续搅拌20min,此时以5℃/min的升温速率进行升温,当温度达到130℃时,投入1
‑
2份石墨烯、1
‑
2份润滑剂和1
‑
2份着色剂,保持130℃继续搅拌20min,此时以2℃/min的升温速率继续升温到150℃时转入到低速捏合机中搅拌,当混合物料冷却至40℃时,放置到密闭容器中备用:
18.s3:混料二:将上述混合物投入到高混机中,并进行逐步升温,以10℃/min的升温速率升温至170℃时停止升温,进行搅拌,搅拌的速率为300/min,搅拌20min,然后向其中加入0.2
‑
2份玻璃纤维,然后以2℃/min的升温速率,升温至180℃时停止升温,并保持此温度搅拌30min,然后转入到低速捏合机中搅拌,当混合物料二冷却至40℃时,放置到密闭容器中备用;
19.s4:挤出成型:将上述得到的混合物料二加入到双螺杆挤出机中,双螺杆挤出机从机尾到机头的温度依次为160℃、170℃、175℃、180℃、185℃,经过螺杆的压力挤压到机头模具中形成储料箱胚胎;
20.s5:将上述步骤中得到的储料箱胚胎进入到冷却成型室中,经过冷却水冷却和真空定型后形成储料箱,储料箱经过喷淋水槽后进一步冷却,进行检验,合格后得到储料箱。
21.优选的是,所述步骤s2中高混机的转速为200r/min。
22.本发明的技术效果和优点:该感应式护手装置设置了储料箱,并且储料箱与喷头连接,每次使用完后只需要将护手霜放置到储料箱中即可,方便使用,且安装卡盘、储料箱、卡板和卡块之间的配合使用,便于对储料箱进行安装和拆卸,便于装置对储料箱进行清洗;
23.该储料箱的制备方法根据不同原料分别在不同温度下进行混料,使得混合更加充分,且混合的过程中温度呈梯度变化,保证混料的充分性,进而保证制得的储料箱有更高的强度。
附图说明
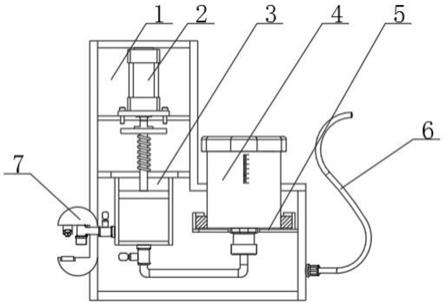
24.图1为本发明的正剖图;
25.图2为本发明中储料箱的装配图;
26.图3为本发明图1中安装卡盘的俯视图;
27.图4为本发明图1中料筒的装配图;
28.图5为本发明图1中防护罩的装配图。
29.图中:1、壳体;2、电缸;3、料筒;4、储料箱;5、安装卡盘;6、导线;7、防护罩;8、盖板;9、卡块;10、下接头;11、卡板;12、通孔;13、压板;14、弹簧;15、活塞杆;16、活塞块;17、出水单向阀;18、进水单向阀;19、红外发射器;20、红外接收器;21、喷头。
具体实施方式
30.下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
31.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
32.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
33.实施例1:
34.本发明提供了如图1
‑
5所示的一种感应式护手装置,包括壳体1和料筒3,壳体1内部的左侧位置上安装有料筒3,料筒3的内部设置有活塞块16,活塞块16与活塞杆15一端连接,活塞杆15的上端安装有压板13,料筒3的下方位置上安装有进水单向阀18,料筒3右侧的壳体1内设置有安装卡盘5,安装卡盘5的上方位置上对称设置有卡板11,安装卡盘5的上方位置上设置有储料箱4,储料箱4的上方位置上设置有盖板8,储料箱4下方的两侧位置上对称设置有卡块9,两个卡块9的设置位置与两个卡板11的设置位置相对应。
35.具体的,安装卡盘5的中间位置上设置有通孔12,通孔12的设置位置与储料箱4下方的下接头10的设置位置相对应,下接头10通过导料管与进水单向阀18之间密封连接。
36.具体的,壳体1的左侧位置上设置有防护罩7,防护罩7内部的右上方位置上设置有喷头21,喷头21通过导料管与出水单向阀17之间密封连接。
37.具体的,喷头21左侧的防护罩7内设置有红外发射器19,红外发射器19下方的防护罩7内安装有红外接收器20。
38.具体的,压板13与料筒3之间的活塞杆15上套覆有弹簧14,压板13的上方位置上设置有电缸2,电缸2的活塞杆15与压板13接触。
39.具体的,壳体1的右下方位置上设置有导线6,导线6与壳体1之间的连接处设置有
橡胶包套。
40.该感应式护手装置使用的过程中,使用时,将壳体1安装在医院洗手盆一侧的墙体上,随后将导线6接通外接电源,将盖板8旋开,随后将储料箱4内部添加护手霜,添加完成后,随后将盖板8旋上,当需要涂抹护手霜时,此时将手放置在防护罩7内部的喷头21下方,此时手放置在红外发射器19与红外接收器20之间,此时红外接收器20无法接收到红外发射器19发射的红外线,此状态持续五秒后,电缸2的推杆对压板13施加压力,此时压板13带动活塞杆15下移,活塞杆15带动活塞块16下移,活塞块16将料筒3内部的护手霜从出水单向阀17挤出到喷头21上,最终护手霜从喷头21流入到医护人员的手上,随后电缸2带动推杆复位,弹簧14带动压板13上移,压板13带动活塞杆15上移,活塞杆15上移的同时带动活塞块16上移,此时储料箱4内部的护手霜沿导料管从进水单向阀18进入到料筒3内部,由此完成一个供料周期,在此过程中,电缸2、料筒3、活塞块16、进水单向阀18、出水单向阀17、弹簧14、红外发射器19和红外接收器20之间的配合使用,增加了装置的自动化和智能化的水平,使装置可实现自主的挤压护手霜,避免医护人员皮肤干燥,同时增加了护手霜存储的安全性,当需要对储料箱4进行刷洗时,此时转动储料箱4,当卡块9脱离卡板11时,此时卡板11取消对卡块9的限位,随后可将储料箱4取出,将导料管从下接头10内拔出,随后将盖板8打开,可实现对储料箱4内部进行清洗,清洗完成后,此时将导料管安装在下接头10上,安装完成后,此时将储料箱4放置在安装卡盘5上,放置完成后,转动储料箱4,当卡块9转动至卡板11的下方位置上时,此时实现对储料箱4进行安装,在此过程中,安装卡盘5、储料箱4、卡板11和卡块9之间的配合使用,便于装置对储料箱4进行安装和拆卸,便于装置对储料箱4进行清洗,便于装置对储料箱4进行维修,优化了储料箱4的存储环境,避免储料箱4内部出现细菌滋生的问题。
41.实施例2:
42.本发明还包括储料箱的制备方法,按照先后顺序包括以下步骤:
43.s1:物料预处理:将abs过筛,筛孔的直径为280μm,清洗晾干后备用:
44.s2:混料一:先将上述步骤中得到的100份abs投入高混机逐渐升温,升温速率为3℃/min,当温度达到65℃时,投入1份增强剂和1份增韧剂,保持65℃搅拌10min,保持65℃继续投入1份分散剂和1份抗菌剂继续搅拌20min,此时以5℃/min的升温速率进行升温,当温度达到130℃时,投入1
‑
份石墨烯、1份润滑剂和1份着色剂,保持130℃继续搅拌20min,此时以2℃/min的升温速率继续升温到150℃时转入到低速捏合机中搅拌,当混合物料冷却至40℃时,放置到密闭容器中备用,其中高混机的转速为200r/min:
45.s3:混料二:将上述混合物投入到高混机中,并进行逐步升温,以10℃/min的升温速率升温至170℃时停止升温,进行搅拌,搅拌的速率为300/min,搅拌20min,然后向其中加入0.2份玻璃纤维,然后以2℃/min的升温速率,升温至180℃时停止升温,并保持此温度搅拌30min,然后转入到低速捏合机中搅拌,当混合物料二冷却至40℃时,放置到密闭容器中备用;
46.s4:挤出成型:将上述得到的混合物料二加入到双螺杆挤出机中,双螺杆挤出机从机尾到机头的温度依次为160℃、170℃、175℃、180℃、185℃,经过螺杆的压力挤压到机头模具中形成储料箱胚胎;
47.s5:将上述步骤中得到的储料箱胚胎进入到冷却成型室中,经过冷却水冷却和真
空定型后形成储料箱,储料箱经过喷淋水槽后进一步冷却,进行检验,合格后得到储料箱。
48.实施例3:
49.本发明还包括储料箱的制备方法,按照先后顺序包括以下步骤:
50.s1:物料预处理:将abs过筛,筛孔的直径为280μm,清洗晾干后备用:
51.s2:混料一:先将上述步骤中得到的120份abs投入高混机逐渐升温,升温速率为3℃/min,当温度达到65℃时,投入3份增强剂和3份增韧剂,保持65℃搅拌10min,保持65℃继续投入2份分散剂和2份抗菌剂继续搅拌20min,此时以5℃/min的升温速率进行升温,当温度达到130℃时,投入1.5份石墨烯、1
‑
2份润滑剂和1
‑
2份着色剂,保持130℃继续搅拌20min,此时以2℃/min的升温速率继续升温到150℃时转入到低速捏合机中搅拌,当混合物料冷却至40℃时,放置到密闭容器中备用,其中高混机的转速为200r/min:
52.s3:混料二:将上述混合物投入到高混机中,并进行逐步升温,以10℃/min的升温速率升温至170℃时停止升温,进行搅拌,搅拌的速率为300/min,搅拌20min,然后向其中加入1份玻璃纤维,然后以2℃/min的升温速率,升温至180℃时停止升温,并保持此温度搅拌30min,然后转入到低速捏合机中搅拌,当混合物料二冷却至40℃时,放置到密闭容器中备用;
53.s4:挤出成型:将上述得到的混合物料二加入到双螺杆挤出机中,双螺杆挤出机从机尾到机头的温度依次为160℃、170℃、175℃、180℃、185℃,经过螺杆的压力挤压到机头模具中形成储料箱胚胎;
54.s5:将上述步骤中得到的储料箱胚胎进入到冷却成型室中,经过冷却水冷却和真空定型后形成储料箱,储料箱经过喷淋水槽后进一步冷却,进行检验,合格后得到储料箱。
55.实施例4:
56.本发明还包括储料箱的制备方法,按照先后顺序包括以下步骤:
57.s1:物料预处理:将abs过筛,筛孔的直径为280μm,清洗晾干后备用:
58.s2:混料一:先将上述步骤中得到的130份abs投入高混机逐渐升温,升温速率为3℃/min,当温度达到65℃时,投入5份增强剂和5份增韧剂,保持65℃搅拌10min,保持65℃继续投入3份分散剂和3份抗菌剂继续搅拌20min,此时以5℃/min的升温速率进行升温,当温度达到130℃时,投入2份石墨烯、2份润滑剂和2份着色剂,保持130℃继续搅拌20min,此时以2℃/min的升温速率继续升温到150℃时转入到低速捏合机中搅拌,当混合物料冷却至40℃时,放置到密闭容器中备用,其中高混机的转速为200r/min:
59.s3:混料二:将上述混合物投入到高混机中,并进行逐步升温,以10℃/min的升温速率升温至170℃时停止升温,进行搅拌,搅拌的速率为300/min,搅拌20min,然后向其中加入2份玻璃纤维,然后以2℃/min的升温速率,升温至180℃时停止升温,并保持此温度搅拌30min,然后转入到低速捏合机中搅拌,当混合物料二冷却至40℃时,放置到密闭容器中备用;
60.s4:挤出成型:将上述得到的混合物料二加入到双螺杆挤出机中,双螺杆挤出机从机尾到机头的温度依次为160℃、170℃、175℃、180℃、185℃,经过螺杆的压力挤压到机头模具中形成储料箱胚胎;
61.s5:将上述步骤中得到的储料箱胚胎进入到冷却成型室中,经过冷却水冷却和真空定型后形成储料箱,储料箱经过喷淋水槽后进一步冷却,进行检验,合格后得到储料箱。
62.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1