一种自动制鞋系统的制作方法
1.本发明总体上涉及一种制鞋系统。特别地,本发明涉及一种自动制鞋系统。
背景技术:
2.制鞋需要大量的人力。工厂里的工人需要手动操作机器来制造鞋子。机器使用危险,事故时有发生,造成工人伤亡。另外,在涂胶和抛光过程中,会产生许多有害的化学物质和粉尘,对工人健康有害。虽然目前市场上有能够进行刷胶和抛光处理的半自动制鞋机的,但是这种机器在操作过程中仍然需要大量的人工操作,这还是会对操作者存在健康风险。
3.另外,在传统的制鞋过程中,由于不能对中间产品进行检测以及准确的估计,会产生大量的不合格产品,这增加了生产成品而且降低了生产效率。
4.而且,由于在制鞋过程中经常会存鞋面的材料比较软的情况,这会导致上帮不准确,处理难度大,这导致上帮成功率大大降低。
5.基于此,需要提供一种安全快捷方便,并且能够提高制鞋效率降低生产成本的自动制鞋系统。
技术实现要素:
6.鉴于现有技术中的上述问题,为解决上述这些问题的全部或至少一者提出了本发明。
7.根据本发明的一方面,提供一种自动制鞋系统,所述自动制鞋系统包括:机械臂单元,被配置为将装配对象移动到预定的处理位置;上帮单元,被配置为针对装配对象上帮;上帮检测单元,被配置为利用传感器来检测鞋帮超过鞋楦的长度,并将检测结果发送给控制单元;以及控制单元,所述控制单元被配置为根据从所述上帮检测单元接收到的检测结果来确定鞋帮超过鞋楦的长度是否在预定范围内,并在所述长度没有在预定范围内的情况下控制所述上帮单元对所述鞋帮超过鞋楦的长度进行补偿。
8.根据本发明的另一方面,提供一种自动制鞋方法,包括:将装配对象移动到预定的处理位置;对装配对象进行上帮;检测鞋帮超过鞋楦的长度,并将检测结果发送给控制单元;以及利用控制单元,根据接收到的检测结果来确定鞋帮超过鞋楦的长度是否在预定范围内,并在所述长度没有在预定范围内的情况下控制所述上帮单元对所述鞋帮超过鞋楦的长度进行补偿。
9.根据本发明的自动制鞋系统和方法,能够大大降低制鞋过程中的人工参与度,降低制作成本,提高制作效率,降低了制鞋工人在制鞋过程中发生意外的风险,并减少了制鞋过程中对制鞋工人的身体损害。
附图说明
10.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术中记载的一些实施
例,而对于本领域或普通技术人员来讲并非限制。
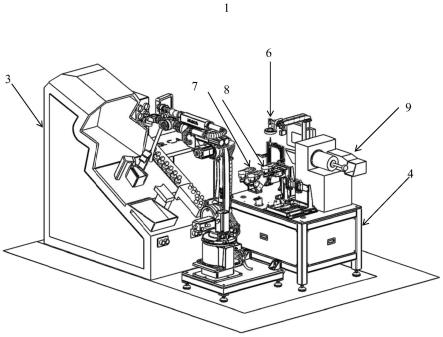
11.图1a例示了本发明实施例的自动制鞋系统的示例。
12.图1b例示了本发明图1a的自动制鞋系统的另一个试图。
13.图1c例示了本发明图1a的自动制鞋系统的侧视图。
14.图1d例示了本发明图1a的自动制鞋系统的俯视图。
15.图2a例示了本发明实施例的机械臂单元的示例。
16.图2b例示了本发明图2a的机械臂单元的主视图。
17.图2c例示了本发明图2a的机械臂单元的侧视图。
18.图2d例示了本发明图2a的机械臂单元的俯视图。
19.图3a例示了本发明实施例的平台的示例。
20.图3b例示了本发明图3a的平台的侧视图。
21.图3c例示了本发明图3a的平台的俯视图。
22.图3d例示了本发明图3a的平台的侧视图。
23.图4a例示了本发明实施例的激光检查单元的示例。
24.图4b例示了本发明图4a的激光检查单元的俯视图。
25.图4c例示了本发明图4a的激光检查单元的侧视图。
26.图4d例示了本发明图4a的激光检查单元的主视图。
27.图5a例示了本发明实施例的视觉检查单元的示例。
28.图5b例示了本发明图5a的视觉检查单元的主视图。
29.图5c例示了本发明图5a的视觉检查单元的另一个角度的视图。
30.图5d例示了本发明图5a的视觉检查单元的俯视图。
31.图6a例示了本发明实施例的鞋楦固定单元的示例。
32.图6b例示了本发明图6a的鞋楦固定单元的俯视图。
33.图6c例示了本发明图6a的鞋楦固定单元的侧视图。
34.图6d例示了本发明图6a的视觉检查单元的主视图。
35.图7a例示了本发明实施例的旋转单元的示例。
36.图7b例示了本发明图7a的旋转单元的主视图。
37.图7c例示了本发明图7a的旋转单元的侧视图。
38.图7d例示了本发明图7a的旋转单元的俯视图。
39.图8a例示了本发明实施例的刷胶单元的示例。
40.图8b例示了本发明图8a的刷胶单元的俯视图。
41.图8c例示了本发明图8a的刷胶单元的侧视图。
42.图8d例示了本发明图8a的刷胶单元的主视图。
43.图9a例示了本发明实施例的压力提供单元的示例。
44.图9b例示了本发明图9a的压力提供单元的俯视图。
45.图9c例示了本发明图9a的压力提供单元的侧视图。
46.图9d例示了本发明图9a的压力提供单元的主视图。
47.图10a例示了本发明实施例的外底附接单元的示例。
48.图10b例示了本发明图10a的外底附接单元的俯视图。
49.图10c例示了本发明图10a的外底附接单元的主视图。
50.图10d例示了本发明图10a的外底附接单元的侧视图。
51.图11例示了本发明实施例的控制单元结构图。
52.图12例示了本发明实施例的鞋帮与鞋楦位置关系的示例图。
53.图13例示了本发明实施例的视觉检查的用户界面的示例图。
具体实施方式
54.在下文中将参照附图详细地描述本发明的实施例。应当理解,下述实施例并不意图限制本发明,并且,关于根据本发明的解决问题的手段,并不一定需要根据下述实施例描述的各方面的全部组合。为简化起见,对相同的结构部分或者步骤,使用了相同的标记或标号,并且省略其说明。
55.[自动制鞋系统]
[0056]
图1a至图1d示出了本发明的自动制鞋系统的示例性构造图。以下描述的自动制鞋系统仅为示例性描述,其可以包括下文描述的部件中的一个或多个,并不仅限于只包括该些部件的全部或者不包括未描述的其他部件。
[0057]
自动制鞋系统1例如包括以下部件:机械臂单元2、上帮单元3、平台4、激光检查单元5、视觉检查单元6、鞋楦固定单元7、旋转单元8、抛光单元9、刷胶单元10(未示出)、压力提供单元11、外底附接单元12和控制单元13。应注意,本发明的自动制鞋系统1可以包括前述机械臂单元2等单元的一种或者多种的任意合适组合。例如,在一些实施例中,可以仅包括机械臂单元、上帮单元、上帮检测单元和控制单元。
[0058]
其中,机械臂单元2用于移动装配对象,例如将待加工的鞋外壳(shell)从指定位置移动到其他加工位置。上帮单元(toe lasting)3可以用作诸如皮鞋、旅游鞋等加工对象的绷前帮装置,以在绷前帮工序中进行对应的加工处理。平台4能够对加工部件进行支撑和保持。在本示例中激光检查单元5、视觉检查单元6、鞋楦固定单元7、旋转单元8、刷胶单元10和压力提供单元11通过对应的支撑结构设置在平台4上。激光检查单元5利用激光传感器来检测鞋帮超过鞋楦的长度,控制单元进行控制在上帮过程中对超过的长度进行补偿。以上各操作部件的具体构造将在下文中具体描述。
[0059]
本发明的自动制鞋系统工作压力为0.5mpa,气动系统包括刷胶单元10和3个气缸。刷胶单元10的工作压力为0.1
–
0.2mpa。整个系统需要2个分离的380v 32a电源,分别用于上帮单元以及其他制鞋工序中的其他操作单元。整个系统功耗为22.5kw。
[0060]
[机械臂单元]
[0061]
以下将结合图2a-图2d来示例性说明本发明中的机械臂单元的构造。
[0062]
机械臂单元2用于将装配对象移动到期望的操作位置。例如,将鞋帮(鞋皮)移动到鞋楦上等等。
[0063]
机械臂单元2包括:机械臂主体210、底座第一固定件、底座第二固定件、夹持件240、主体固定板250、主体固定台260、电气连接件270、以及通信部280,以移动并取放装配体292。
[0064]
底座第一固定件例如可以为在垂直方向的固定件,此时称之为底座垂直固定件。底座垂直固定件220位于机械臂主体210的底座下,用于将机械臂主体210固定在平台4上。
底座垂直固定件220例如可以包括四个能够调节高度的支脚,通过调节某个或某些支脚的高度,能够调节机械臂主体210的俯仰角。底座第二固定件例如可以在水平方向上固定底座,此时称之为底座水平固定件。底座水平固定件230位于底座的一侧,用于将机械臂主体210与其他部件在水平方向或接近水平方向的方向上结合。
[0065]
主体固定板250与为机械臂主体210的底面连接。主体固定板250上设置诸如螺孔的连接部件,以实现经由主体固定板250将机械臂主体210固定到诸如固定台的其他部件上。
[0066]
主体固定台260位于主体固定板250下方和平台4上方,其在一侧固定到主体固定板250,而在另一侧固定到平台4。从而实现通过主体固定台260将机械臂主体210固定到平台4上。主体固定台可以是高度可调/俯仰可调的平台,也可以为固定高度。
[0067]
机械臂主体210的顶部设置有夹持件240,用于实现对装配对象11(例如鞋帮)的取放,以在制鞋过程中将其转移到各个期待位置。
[0068]
关节件270连接到夹持件240。关节件270能够转动以带动夹持件240的转动,从而实现将装配对象11旋转一定角度。
[0069]
通信部280用于与其他部件,例如控制单元13进行通信以进行数据交换。控制单元13根据从通信部280获得的数据来控制机械臂的运动,在某些实施例中,控制单元13还可以根据从通信部280获得的数据来控制自动制鞋系统的其他单元的运动/操作。
[0070]
[上帮单元]
[0071]
上帮单元3用于针对装配对象11上鞋帮。上前帮单元可以采用现有的装置,在此不再进行详细描述。
[0072]
[平台]
[0073]
以下将结合图3a-图3d来示例性说明本发明中的平台的构造。
[0074]
平台4为本发明的自动制鞋系统的部件提供固定和支撑。在本发明的示例中,至少激光检查单元5、视觉检查单元6、抛光单元9和刷胶单元10安装在平台4上。
[0075]
平台4可以是包括长方体主体构造的工作台,包括:上台面410、支脚420、下台面430、铰链440、上直角固定件450、下直角固定件460、抓持件470、和固定孔480。
[0076]
上台面410为平台4的上表面,设置在长方体主体构造的上方。在长方体主体构造的下方设置有下台面430。在长方体主体构造的外侧,四个拐角的大致位置处设有四个立柱,以对台面进行支撑。每个立柱的下方设置有支脚420,以对平台进行支撑,同时能够便于调整台面相对于水平面的倾斜角度。上直角固定件450设置于立柱与台面的垂直相交处,以将二者固定连接。下直角固定件460设置于立柱与长方体主体构造侧面的垂直相交处,以将二者固定连接。铰链440设置于台面的一角,以便于辅助固定部件。抓持件470位于长方形主体构造的四个侧面上,以帮助用户抓持平台。抓持件470的构造例如可以为凹槽。固定孔480可以用于将其他部件固定于平台4上。
[0077]
[上帮检测单元(激光检查单元)]
[0078]
以下将结合图4a-图4d来示例性说明本发明中的上帮检测的构造。在本实施例中,上帮检测单元采用激光来进行检测,即通过发射激光和接收激光来进行检测,以下在下文中称之为激光检查单元。
[0079]
激光检查单元5可以利用传感器来检测鞋帮超过鞋楦的长度,自动制鞋系统根据
检查结果在上帮过程中对超过的长度进行补偿。其他操作部件,例如机械臂单元能够根据激光检查单元5的检测对鞋帮进行z和y方向的补偿,从而使鞋帮与鞋楦的贴合符合预定要求。激光检查单元包括:框架固定件510、角固定件520、传感器架530、对射传感器座底板540、对射传感器安装板550和传感器560。
[0080]
框架固定件510用于将设置有传感器的传感器架530固定连接到平台4上。框架固定架510例如可以为角码,其具有直角边,该直角边用于实现垂直布置的传感器架530与平台4之间的固定连接,该连固定接可以通过螺钉等方式来实现。此外,对射传感器座底板540设置在传感器架530和平台4之间,其形状可以为具有螺孔的板,通过螺钉实现传感器架530与平台4之间的固定。
[0081]
传感器架530可以包括多根在横向和纵向延伸并连接的杆,以形成用于安装诸如激光传感器的传感器560的安装架。角固定件520可以将框架中彼此垂直的杆进行固定连接。角固定件的示例可以包括角码。传感器560通过对射传感器安装板550安装在传感器架530上。
[0082]
传感器560的数量可以为一个或多个,本实施例中使用了成对的多个传感器,例如两组共四个激光传感器以在横纵两个方向上进行检测。四个传感器560分别布置在传感器框架530的四条边上,以实现在四个方向上(+x、-x、+z和-z方向)对鞋帮的检测。本示例中采用的激光传感器集成了激光发射部件和传感器部件。每个传感器560能够作为发射单元来发射检测光并作为接收单元来接收来自对向传感器的检测光。在工作时,每个传感器560朝与其相对的对向传感器发射激光,该激光被对向传感器接收进而被测量。但是实际上该激光发射部件可以与传感器部件独立地形成。此外,本实例中采用了激光作为检测光,实际上该检测光可以采用其他类型的光而不仅限于此,即本实施例中的激光检测单元可以采用其他检测单元来代替。
[0083]
在工作中,两组传感器向各自的对向传感器发射激光。机械臂单元夹持着鞋帮移动靠近传感器,当鞋帮进入传感器的检测范围后,两组传感器发射激光并检测来自对向传感器的检测光。传感器560将接收到的光转换为电信号并将传输给控制单元。控制单元根据传感器的检测结果来分析鞋帮超过鞋楦的长度,并进行控制以根据检测结果在上帮过程中对超过的长度进行补偿。
[0084]
以下对上述补偿过程进行示例性说明。
[0085]
在制鞋工序中,装配对象例如鞋帮是按照尺码预先剪裁而成的,其具有预定尺寸。鞋帮与鞋楦之间的长度差也具有预定值。当鞋楦与鞋帮之间的长度差处于预定的长度范围内时,则认为该鞋帮的位置无需调整,而当该长度差未处于该预定的长度范围内时,则需要进行预定操作以对该长度差进行补偿。对长度差进行的补偿的操作可以由其他操作部件例如机械臂来实现。例如,当需要补偿的长度已经确定后,机械臂单元从控制单元接收长度补偿命令,并夹持鞋帮移动与需要补偿的长度相对应的移动量。
[0086]
鞋帮超过鞋楦的长度的示例参见附图12,其中鞋帮在两个垂直方向,即x和z方向上超过鞋楦一定长度。当该长度大于一定值时,会导致鞋成品中出现残次品。而本发明中采用激光检测单元,通过在制造过程中对鞋帮和鞋楦进行检测并根据检测结果来适应性地进行补偿上帮,大大降低了残次品率,改善了产品质量,降低了生产成本,并且提高了制鞋效率。
[0087]
[视觉检查单元]
[0088]
以下结合附图5a-图5d来示例性说明本发明的视觉检查单元6。
[0089]
视觉检查单元6获取装配对象的图像,使得控制单元13能够根据该图像来确定装配对象的状态,例如鞋楦的左右脚、尺寸、鞋楦长度和鞋楦宽度。还可以对上帮工序进行监测,例如检测上帮处理是否成功。
[0090]
本实施例中的视觉检查单元6例如可以包括:相机610、光学部件620、光源630、相机固定件640、光源固定件650以及控制器660(未示出)。
[0091]
相机610用于采集装配对象例如鞋,以及鞋楦的图像。相机610可以采用工业面阵相机。
[0092]
光学部件620用于将从光源发出,并被装配对象/周围环境反射的光引导到相机610。光学部件620可以包括透镜,例如工作镜头,还可以包括其它光学部件。
[0093]
光源630用于对装配对象进行照明,以便于供相机获取装配对象的图像。光源630可以采用工业光源,例如高亮度的环形无影光源。
[0094]
相机固定件640用于固定相机610。相机固定件的示例为夹持件,该加持件将相机610夹持固定在其中。夹持件的一端与固定框架连接,该固定框架安装在平台4上。
[0095]
光源固定件650用于固定光源630,例如将光源630固定到相机固定件640。光源固定件例如可以包括两个l形的板状构件。该板状构件的一段为竖直端,另一端为直角端。该竖直端具有长螺孔,通过利用螺钉将板状与其它部件,例如相机固定件固定连接,并通过调整螺钉在长螺孔中的位置来调节光源630的高度。直角端具有螺孔,通过利用螺钉将直角端与光源630稳定地固定连接。
[0096]
控制器660用于接收相机610拍摄的图像。根据接收到图像判断鞋楦和鞋帮的状态,还能够判断上帮过程中鞋楦与鞋帮的结合程度,当判断鞋楦与鞋帮的结合程度不满足要求时,向控制单元13发出调整信号,控制单元根据调整信号来对上帮处理进行调整,例如调整鞋楦的位置,鞋帮的位置方向等。在本实施例中,控制器660与控制单元13分离地形成。实际上控制器660还可以与控制单元13整和为一体。即由控制单元13来实现控制器660的各种功能并进行相应的处理。
[0097]
在上帮过程中,鞋楦和鞋帮例如控制机械臂单元被移动到光源630下方,鞋楦朝下,即鞋楦的底部朝向光源方向。位于环形光源630上方的相机采集鞋楦的图像,并将图像发送给控制器660。控制器660接收采集的图像,对图像进行处理。处理结果被显示在显示器上,所显示的内容的示例参见附图13。用户能够通过显示器上显示的用户界面来浏览鞋楦和鞋帮的信息,例如左脚还是右脚,鞋的号码,宽度等等。进行判断鞋帮和鞋楦的贴合度的示例可以包括:判断附图13中的图像中,鞋皮颜色在整个图像中所占的比例。如上前帮(前帮结帮)工序成功,则鞋皮颜色在整个图像中所占的面积比会达到预定的值,如面积比小于或者大于预定的值,表示前帮贴合不成功。另外,还可以通过检查在图像中鞋的预定位置处宽度是否在预定范围内,当该宽度不在预定范围内时,则表示鞋帮与鞋楦之间的贴合度没有满足预定要求。
[0098]
[鞋楦固定单元]
[0099]
以下结合附图6a-图6d来示例性说明本发明的视觉检查单元6。
[0100]
鞋楦固定单元7设置在平台4上,用于将鞋楦固定在制鞋工序的起始位置。它将鞋
楦以朝向下方的颠倒位置固定,这样机械臂单元就可以抓住鞋楦进行鞋的装配过程。
[0101]
鞋楦固定单元7包括固定底座710和角度可调的固定件720。其中固定底座710用于将鞋楦固定单元固定连接在其他部件上,例如固定在平台4上。角度可调的固定件720连接到固定底座710上。角度可调的固定件720的构造例如可以为两个平行的机械臂,其分别连接到固定底座720,并且分别保持一只鞋楦。械臂能够前后移动以调节鞋楦的高低和方向,例如调整鞋楦的位置使其鞋尖向上或者向下。另外,还可以将机械臂配置为使其在左右方向移动,或者能够旋转,以灵活地移动鞋楦到期望位置。另外,可选地,机械臂也可以是固定地连接到固定底座720而不能改变其位置。
[0102]
[旋转单元]
[0103]
以下结合附图7a-图7d来示例性说明本发明的旋转单元8。
[0104]
旋转单元8用于在制鞋过程中旋转装配体,例如鞋楦/装配有鞋帮的鞋楦。例如,当上帮已经完成后,旋转单元能够旋转鞋楦的方向,以便进行涂胶处理。
[0105]
旋转单元8例如可以包括以下部件中的一个或多个:驱动部件810、第一连接部820、第二连接部830、抓握部件840以及固定座850。
[0106]
固定座850的形状例如可以为梯形的直立台。其截面形状为具有直角的梯形。梯形的底面固定在其他部件上,例如固定在平台4的上台面上。梯形的一个侧面,例如竖直的侧面上设置有电缸部件,其与驱动部件810连接。电缸部件和驱动部件810的示例可以为单片机ler50k\u2\u0和lehf40k2-40。
[0107]
驱动部件810用于进行驱动以使鞋楦旋转。第一连接部820用于将诸如旋转电缸的驱动部件810与第二连接部830连接。第二连接部830用于将诸如电夹的抓握件840与旋转电缸连接,从而使得驱动部件810通过盘状的第一连接部820和第二连接部830与抓握部件840连接,从而旋转由抓握部件840所持的装配体。
[0108]
[抛光单元]
[0109]
抛光单元9用于在鞋帮的涂胶步骤之前对鞋帮进行抛光,以使得鞋面光滑,胶能够更容易地附着在鞋帮上。抛光单元9可以包括诸如砂纸地抛光部件,以及具有真空部件的磨床。抛光单元9可以采用现有的市售产品,在此不再详细描述。
[0110]
[刷胶单元]
[0111]
以下结合附图8a-图8d来示例性说明本发明的刷胶单元10。
[0112]
刷胶单元10用于对抛光过的鞋帮进行刷胶。刷胶单元例如可以包括一个气动系统,其使用1-2巴(0.1
–
0.2mpa)压缩空气通过刷子施胶。附图8a-8d示出了胶接系统的构造。
[0113]
刷胶单元10包括:刷夹持部件1010、胶水供给部件1020和固定部件1030。
[0114]
刷夹持部件1010用于夹持进行刷胶操作的刷(未示出),刷可以被刷夹持部件1010夹持以进行刷胶。例如,刷可以被夹持在刷夹持部件1010的侧面以进行刷胶。胶水供给部件1020用于提供胶,其可以包括用于输送胶的管子,管口与刷连接,以持续地供给胶。管子的另一端与胶水供给源连接。
[0115]
固定部件1030用于将刷胶单元10与其他部件固定连接,例如将刷胶单元10固定连接在平台4上。固定部件可以为扁平构造,其内部具有在长度方向上延伸的孔,以容纳输送胶的管子。固定部件1030通过诸如螺钉之类的耦合部件与刷夹持部件1010连接,以稳固地保持刷夹持部件1010。
[0116]
[压力提供单元]
[0117]
以下结合附图9a-图9d来示例性说明本发明的压力提供单元11。
[0118]
压力提供单元用于施加压力,以保持鞋的侧面和后跟的持久性。压力提供单元可包括为圆柱形的主体,该主体一端固定在诸如平台的其他部件上,另一端设置有从圆柱体向外延伸的压力提供部件。压力提供单元11例如可以包括压力辊。本发明中的压力提供单元11例如包括:接合部件1110、固定底座1120、封装螺钉1130、锁紧垫圈1140和支撑柱1150。
[0119]
固定底座1120用于将压力提供单元11与其他部件连接,例如将压力提供单元11固定在平台4上。封装螺钉1130用于将接合部件1110固定到支撑柱1150的大致圆心位置处。锁紧垫圈1140设置在封装螺钉1130下方,用于提供封装时产生的缓冲。
[0120]
[外底附接单元]
[0121]
以下结合附图10a-图10d来示例性说明本发明的外底附接单元12。
[0122]
外底附接单元12进行鞋的外底连接。外底附接单元可以包括2个airtac tcl20x60sair气缸、1个yiyun pb16x150sr气缸、2个直线导轨和lansite sh-x4 3500w热风枪。热风枪产生用于干燥胶水所用的热风。鞋底连接的压力约为20kg。
[0123]
在本实施例中,外底附接单元12包括以下部件中的一个或多个:
[0124]
上外底框架1210:围绕外底固定件1220以及在外底固定件1220上的待附接的外底。上外底框架1210形状可以为长方形或正方形的框架,框架的内侧表面上设置有热风出口1260,外侧表面上设置有热风入口1250。两条线性导轨1240分别设置在上外底框架1210的两侧外;
[0125]
外底固定件1220:在上外底操作时将鞋楦保持在预定位置,包括长方形的板装结构,在板状结构上设置有能够放置鞋楦的安装位,该安装位可以为设置在板状结构中的凹槽,或者由设置在板状结构上的台阶形成;
[0126]
滑块1230:与导轨1240配合形成滑动轨道,安装有第二气缸1280的保持架固定安装在该滑块1230上,以经由滑块的移动来在导轨1240上移动。
[0127]
线性导轨1240:导轨的数量可以为一条或者多条。本实施例中设置了两条导轨,分别设置在上外底框架1210的两侧外。诸如保持架的部件设置在导轨1240上,使得该保持架能够沿着导轨延伸的方向滑动。
[0128]
热风入口1250:与热源连接,为外底附接单元12提供热风。热风入口1250可以设置在上外底框架1210的外侧壁表面上。
[0129]
热风出口1260:沿上外底框架1210的内侧壁表面周向设置的多个出风口,向装配体(例如鞋)吹热风,以干燥装配体上的胶。
[0130]
第一气缸1270:位于上外底框架1210的一侧,为滑动轨道提供动力。第一气缸1270为保持架提供动力,推动保持架沿着导轨往复运动,以使得保持架能够沿着与导轨平行的方向移动,从而移动附接在保持架上的部件。第一气缸1270的示例包括笔形气缸,例如yiyun pb16x150sr气缸。
[0131]
第二气缸1280:设置于上外底框架1210的正上方的保持架上。保持架为类似门廊的构造,顶部设置有供其他部件,例如第二气缸280附接的横梁,底部具有彼此平行的保持架左底部和热风保持架右底部。该左底部和右底部分别固定连接到对应的导轨上的滑块上,使得能够经由滑块而将保持架移动到导轨上的期望位置。在上外底(压底)的工序中。第
二气缸1280能够经由保持架被推动到装配体的正上方。上外底部件1290:设置在第二气缸的下端,外底固定件1220的正上方,用于进行压外底工序。上外底部件可以包括上胶构件,用于将诸如优力胶的胶液压在鞋楦的手柄上,以实现上外底。
[0132]
[控制单元]
[0133]
以下结合附图11来示例性说明本发明的控制单元13。
[0134]
在本实施例中以与其他单元分离的pc作为控制单元13的示例给出描述,但是控制单元还可以采用其他具有数据处理、计算和控制功能的其他处理装置,例如移动终端(包括但不限于智能手机)、笔记本电脑、平板电脑、pda(个人数字助理)、个人电脑或者是具有触控显示屏和信息处理功能的互联网设备等等。
[0135]
如图11所示,控制单元13包括经由系统总线彼此连接的以下部件中的多个:输入接口102、cpu 103、rom 104、ram 105、外部存储器106、输出接口107、显示器108、通信模块109和短距离无线通信模块110。输入接口102用于接收用户所输入的数据和操作指令的接口,例如用户经由诸如按键、按钮或触摸屏的操作单元(未示出)输入的数据和操作指令。请注意,稍后描述的显示器108和用于操作的模块可以至少部分地集成,并且,例如可以是在同一画面中进行画面输出和接收操作指令的构造。
[0136]
cpu 103是系统控制模块,并且总体上全面地控制本发明的自动制鞋系统。例如,控制系统模块能够进行控制,使得自动制鞋装置的各个操作单元(例如上前帮单元3、激光检查单元5、视觉检查单元6等)分别进行制鞋的各个工序,从各个操作单元接收操作数据,对数据进行处理和计算,以及控制各个工序的相关操作单元的操作参数。此外,例如,cpu 103还可以进行显示控制,以控制在显示器上向用户显示诸如附图12和13所述的操作界面和信息界面。rom 104存储cpu 103执行的诸如数据表和控制程序以及操作系统(os)程序等的固定数据。在本实施例中,rom 104中存储各个程序,例如,用于被执行以补偿鞋帮与鞋楦之间的长度差的程序,等等。
[0137]
ram 105(内部存储模块)例如由需要备用电源的sram(静态随机存取存储器)、dram等构造。在这种情况下,ram 105可以以非易失性方式存储诸如程序控制变量等的重要数据。此外,用于存储上前帮单元3、激光检查单元5、视觉检查单元6的相关操作参数的存储区域也可以配设在ram 105中。此外,ram 105用作cpu 103的工作存储器和主存储器。
[0138]
外部存储器106可以存储各种应用程序等。此外,外部存储器106还可以存储诸如用于经由通信模块109与通信装置(未示出)进行发送/接收的信息发送/接收控制程序等的各种程序,以及这些程序使用的各种信息。
[0139]
输出接口107是用于对显示器108进行控制以显示信息以及应用程序的显示画面的接口。显示器108例如由lcd(液晶显示器)构造,还可以为tft屏、ufb屏、stn屏、tfd屏、oled屏、asv屏等。通过在显示器108上布置具有诸如数值输入键、模式设置键、决定键、取消键和电源键等的键的软键盘,可以接收用户经由显示器108的输入。
[0140]
通信模块109能够实现控制单元13与其他单元之间的通信。另外,控制单元13还可以包括短距离无线通信单元110,以与其他操作单元实现短距离无线通信。
[0141]
[自动制鞋方法]
[0142]
s101:为各操作部件提供电力供给。
[0143]
s102:经由诸如用户界面的输入接口来输入操作单元的初始参数,调整鞋楦的尺寸和形状;
[0144]
s103:将装配对象,诸如鞋面和鞋底夹层放置在鞋楦上,并将鞋楦放置在鞋楦固定单元7上。
[0145]
s104:经由诸如用户界面(例如附图11所示的用户界面)的输入接口来选择期望装配的相关参数,例如,左脚/右脚、鞋码、宽度等,并向控制单元发送开始制鞋的指令。
[0146]
s105:在鞋上帮过程中,进行激光检查,以判断鞋帮超过鞋楦的长度是否在预定范围内。如果判断出没有在预定范围内,则控制单元13进行控制,以使上帮单元3进行长度补偿,直到鞋帮超过鞋楦的长度处于预定范围内。
[0147]
s106:在鞋上帮后,进行视觉检查,判断鞋上帮的操作是否成功。当确定上帮不成功的情况下,控制单元向用户发出提醒,以提醒用户选择决定是停止还是继续处理。
[0148]
s107:在上帮工序完成后,对上班后的鞋进行抛光,然后继续刷胶。刷胶后的鞋通过压力提供单元施加压力来使鞋帮与鞋底紧密结合。
[0149]
s108:通过外底附接单元来将外底附接到鞋底。
[0150]
[各个操作的持续时间]
[0151]
出于安全考虑,机械臂单元的速度设定为10%。鞋子组装的总过程持续时间约为35分钟(一双鞋子)和70分钟(一双鞋子)。下表列出了每个工序过程的持续时间细分。机器人的速度可以设置为80%,以缩短鞋装配过程。这可以显著缩短机器人取放和变形的时间,此时鞋子组装的总时间可以缩短到每双鞋25分钟(每双鞋50分钟)。但是,由于胶水需要特定的固化时间才能获得最佳的粘合性能,因此无法加快粘合过程。3d打印外底所需的时间约为1.25-2小时,具体取决于鞋码。因此,实际上制造外底的时间决定了一双鞋,例如女式平底鞋的总制作时间。
[0152]
表1操作(10速度%下)大致持续时间(分钟)激光检查和上帮5中间部分和鞋跟刷胶10中间部分和鞋跟保持5抛光4底部和外跟上胶10外跟附接1鞋装配(总时间)35/双3d打印外跟1.25-2小时(取决于鞋码)
[0153]
以上为本发明的自动制鞋装置的示例性描述。其中,表述“固定连接”或者“固定到”仅指两个部件之间实现稳定连接,而不意味着两个部件之间的连接必须是固定而不可移动或者不可拆卸的。另外“连接”可以指部件之间的直接连接而不借助其他部件,也可以指间接连接,即通过一个或多个中间部件实现的连接。另外,本发明中的“装配体”可以指在各个工序中待装配的对象,例如在上帮工序中可以指鞋帮(鞋皮),在抛光工序中可以指带有鞋帮的鞋楦,等等。
[0154]
以上虽然参照示例性实施例对本发明进行了描述,但是上述实施例只为说明本发
明的技术构思及特点,并不能以此限制本发明的保护范围。凡根据本发明精神实质所做的任何等效变型或修改,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1