两截式复合鞋楦及其制备方法与流程
1.本发明涉及制鞋技术领域,尤指一种两截式复合鞋楦及其制备方法。
背景技术:
2.鞋楦是鞋的母体。是鞋的成型模具。鞋楦不仅决定鞋造型和式样,更决定着鞋是否合脚,能否起到保护脚的作用。现在鞋楦的制作一般是通过切割方式将整只鞋楦分割成前掌和后跟,在分割时会出现切割面不平整和尺寸有变化及只能制作固定款式和尺寸的鞋,鞋楦一旦切割后不能再进行二次加工更改尺寸和样式。
技术实现要素:
3.为解决上述问题,本发明提供一种两截式复合鞋楦及其制备方法,有效节约鞋楦毛坯的加工成本,提高鞋楦外形及尺寸的完整性。
4.为实现上述目的,本发明采用的技术方案是提供一种两截式复合鞋楦及其制备方法,包括铝楦芯、塑料楦壳和连接组件,所述铝楦芯包括第一楦芯和第二楦芯,所述第一楦芯和所述第二楦芯通过所述连接组件连接;所述塑料楦壳包裹住所述铝楦芯,所述第一楦芯和所述第二楦芯的连接处设有至少一块分隔片,所述分隔片从连接处伸出,并将所述塑料楦壳分割成两部分。
5.作为一种优选方案,所述分隔片的外表面涂覆有不沾层。
6.作为一种优选方案,所述两截式复合鞋楦还包括夹持件和紧固件,所述夹持件贯穿设有第一轴孔,所述第一轴孔倾斜设置,所述铝楦芯设有第一螺丝孔,所述紧固件穿过所述第一轴孔和第二螺丝孔将所述夹持件可拆卸安装在所述铝楦芯的上端面。
7.作为一种优选方案,所述夹持件设有用于刻楦机安装的安装部;所述安装部为贯穿所述夹持件的第二轴孔或开设在所述夹持件两侧面的燕尾槽。
8.作为一种优选方案,所述铝楦芯为开盖楦,所述连接组件包括插销,所述第一楦芯通过插销设置在所述第二楦芯的脚背位置;所述第二楦芯具有所述第一螺丝孔,所述紧固件穿过第一轴孔和第一螺丝孔,将所述夹持件与所述第二楦芯锁紧。
9.作为一种优选方案,所述铝楦芯为弹簧楦,所述连接组件包括弹性件,所述弹性件弯曲成钩状,其两端分别与所述第一楦芯、所述第二楦芯固定连接;所述第一楦芯和所述第二楦芯的连接处设有v型槽,所述夹持件设有与所述v型槽相匹配的卡接块;所述第一轴孔从夹持件顶端朝所述卡接块的前端倾斜延伸,所述第一楦芯具有所述第一螺丝孔;当卡接块插接于所述v型槽时,所述紧固件依次穿过第一轴孔和第一螺丝孔,将所述夹持件和所述第一楦芯锁紧。
10.作为一种优选方案,所述分隔片包括第一分隔片和第二分隔片,所述第一分隔片的上部分设置在所述第一楦芯与所述夹持件之间,其下部分设置在所述第一楦芯与所述第二楦芯之间;所述第二分隔片设置在所述第二楦芯与所述夹持件之间。
11.作为一种优选方案,所述铝楦芯为弹簧楦,所述连接组件包括弹性件、连接片和插
销,所述连接片的两端通过插销分别与所述第一楦芯及所述第二楦芯固定连接;所述弹性件弯曲成钩状,其弹性件的一端勾住所述连接片,另一端通过插销与所述第二楦芯固定连接;所述第二楦芯贯穿设有与第一轴孔相匹配的第二螺丝孔,所述第一楦芯设有与第二螺丝孔相匹配的第三螺丝孔;所述紧固件依次穿过第一轴孔、第二螺丝孔和三螺丝孔,将所述夹持件、所述第一楦芯和所述第二楦芯三者锁紧。
12.为了得到上述技术方案中的复合式鞋楦,本发明还提供了两截式复合鞋楦的制备方法,包括如下步骤:
13.制备楦芯:将铝或铝合金加热融成铝液,再将铝液倒入压铸机的内芯模具,通过水冷模式将铝液在模具凝固后出模,得到第一楦芯和第二楦芯;
14.装配:将分隔片夹在第一楦芯和第二楦芯之间,通过连接组件将第一楦芯和第二楦芯组装得到铝楦芯;
15.注塑:将塑胶材料加入注塑机进行加热溶解,将铝楦芯放入到注塑机的模具中进行注塑包裹;
16.冷却定型:对注塑完成的模具进行冷却,使得模具内的塑料定型,定型后的鞋楦脱模后进行二次冷却,得到鞋楦粗胚;
17.精加工:将夹持件与鞋楦粗胚进行组装,通过夹持件将鞋楦粗胚装设在刻楦机上,对鞋楦粗胚外表面的塑胶进行切削精加工,切削后的鞋楦粗胚露出分隔片,即可得到两截式复合鞋楦。
18.作为一种优选方案,在装配之前,对分隔片进行不粘胶处理,在分隔片的外表面涂覆特氟龙。
19.本发明的有益效果在于:
20.本发明通过在将鞋楦设计成内外两层的复合式结构,通过在铝楦芯外包塑料楦壳,铝楦芯不易损坏,可以反复利用;而塑料楦壳可加工成不同尺寸的鞋楦,也可以通过热熔方式拆离楦芯,其利用成本低,步骤简单,有效节约鞋楦毛坯的加工成本;另外在第一楦芯和第二楦芯设有分隔片,方便在后续切削加工过程中对楦壳进行分离,其断面可通过分隔片进行分离,切面完整,提高鞋楦外形及尺寸的完整性,使制作出来的鞋更舒适、更贴合脚型。
附图说明
21.图1是本发明的两截式复合鞋楦的第一实施例的结构示意图。
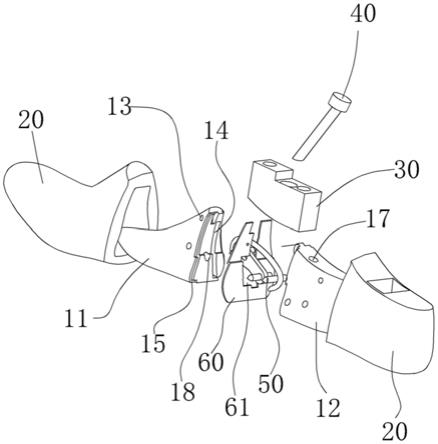
22.图2是图1的两截式复合鞋楦的分解结构示意图。
23.图3是图2的另一角度示意图。
24.图4是图1的两截式复合鞋楦沿连接组件剖开的剖面示意图。
25.图5是图1的两截式复合鞋楦沿第二轴孔中心剖开的剖面示意图。
26.图6是本发明的两截式复合鞋楦的第二实施例沿第二轴孔中心剖开的剖面示意图。
27.图7是本发明第二实施例的楦芯的分解结构示意图。
28.图8是本发明的两截式复合鞋楦的第四实施例的结构示意图。
29.附图标号说明:10、10b
‑
铝楦芯;11、11a、11b
‑
第一楦芯;12、12a、12b
‑
第二楦芯;
13、13a
‑
定位孔;14、14a
‑
凹槽;15
‑
安装槽;16
‑
卡接槽;17
‑
第一螺丝孔;18
‑
第二螺丝孔;19
‑
第三螺丝孔;20、20a、20b
‑
楦壳;30、30a、30b
‑
夹持件;31
‑
燕尾槽;32、32a、32b
‑
第二轴孔;33、33a
‑
第一轴孔;34
‑
卡接块;40、40a
‑
紧固件;50
‑
连接组件;51、51a
‑
弹性件;52
‑
连接片;53
‑
插销;60、60a
‑
分隔片;61、61a
‑
穿孔;62
‑
第一分隔片;63
‑
第二分隔片。
具体实施方式
30.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
32.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,也可是一体式连接,也可以是机械连接,也可以是电连接,也可以是直接相连,也可以通过中间媒介间接相连,也可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
33.本发明关于一种两截式复合鞋楦,包括铝楦芯、塑料楦壳和连接组件,铝楦芯包括第一楦芯和第二楦芯,第一楦芯和所述第二楦芯通过连接组件连接;塑料楦壳包裹住铝楦芯,第一楦芯和第二楦芯的连接处设有至少一块分隔片,分隔片从连接处伸出,并将塑料楦壳分割成两部分。
34.为了获得上述两截式复合鞋楦,本发明还采用的技术方案是一种两截式复合鞋楦的制备方法,包括如下步骤:
35.制备楦芯:将铝或铝合金加热融成铝液,再将铝液倒入压铸机的内芯模具,通过水冷模式将铝液在模具凝固后出模,得到第一楦芯和第二楦芯;
36.装配:将分隔片夹在第一楦芯和第二楦芯之间,通过连接组件将第一楦芯和第二楦芯组装得到铝楦芯;
37.注塑:将塑胶材料加入注塑机进行加热溶解,将铝楦芯放入到注塑机的模具中进行注塑包裹;
38.冷却定型:对注塑完成的模具进行冷却,使得模具内的塑料定型,定型后的鞋楦脱模后进行二次冷却,得到鞋楦粗胚;
39.精加工:将夹持件与鞋楦粗胚进行组装,通过夹持件将鞋楦粗胚装设在刻楦机上,对鞋楦粗胚外表面的塑胶进行切削精加工,切削后的鞋楦粗胚露出分隔片,即可得到两截式复合鞋楦。
40.本发明通过在将鞋楦设计成内外两层的复合式结构,通过在铝楦芯外包塑料楦壳,铝楦芯不易损坏,可以反复利用;而塑料楦壳可加工成不同尺寸的鞋楦,也可以通过热熔方式拆离楦芯,其利用成本低,步骤简单,有效节约鞋楦毛坯的加工成本;另外在第一楦
芯和第二楦芯设有分隔片,方便在后续切削加工过程中对楦壳进行分离,其断面可通过分隔片进行分离,切面完整,提高鞋楦外形及尺寸的完整性,使制作出来的鞋更舒适、更贴合脚型。
41.在本发明中,两截式鞋楦包括弹簧楦(一般由前掌部和后跟部两部分组成)和开盖楦(一般由楦体和盖体组成,盖体设置在楦体的脚背位置),而弹簧楦包括常规两截式结构和v形两截式结构,两者的外部结构看起来几乎无异,在这里主要对常规两截式弹簧楦、v形两截式弹簧楦及开盖楦的结构进行详细阐述。
42.下面结合实施例及附图对本发明提供的方案进行详细的说明,需要再次说明的是不能把它们理解为对本发明保护范围的限定。
43.如图1至图5所示,为本发明关于两截式复合鞋楦的第一实施例,为常规两截式弹簧楦,其包括铝楦芯10、塑料楦壳20、连接组件50、夹持件30和紧固件40,铝楦芯10包括第一楦芯11和第二楦芯12,第一楦芯11和第二楦芯12通过连接组件50连接;铝楦芯10具有上端面,第一楦芯11和第二楦芯12分别设有至少一个定位孔13,塑料楦壳20通过注塑方式包裹住铝楦芯10除上端面以外的区域,当铝楦芯10放入注塑机时,通过定位孔13与注塑模具固定,从而实现塑料楦壳20与铝楦芯10的精确注塑成型;夹持件30通过紧固件40可拆卸安装在铝楦芯10的上端面;第一楦芯11和第二楦芯12的连接处设有至少一块分隔片60,分隔片60从连接处伸出,并将塑料楦壳20分割成两部分。
44.进一步地,连接组件50包括弹性件51、连接片52和插销53,第一楦芯11和第二楦芯12的内部分别开设有凹槽14,分隔片60设有与凹槽14相匹配的穿孔61;弹性件51和连接片52的两端分别穿过穿孔61伸入第一楦芯11和第二楦芯12的凹槽14中,并通过插销53分别与第一楦芯11及第二楦芯12固定连接;两个凹槽14形成腔室,弹性件51和连接片52在该腔室内活动;弹性件51弯曲成钩状,弹性件51的一端勾住连接片52,另一端通过插销53与第二楦芯12固定连接;连接片52支撑第一楦芯11和第二楦芯12的相对滑动/合拢,弹性件51提供第一楦芯11和第二楦芯12滑动/合拢的阻尼。
45.第一楦芯11是后部与第二楦芯12的前部具有相互吻合的断面,断面呈阶梯状;分隔片60设置在第一楦芯11的断面与第二楦芯12的断面之间,分隔片60与断面匹配,呈阶梯状结构。通过阶梯状的断面来限位,一方面可以将分隔片60更好地夹持在第一楦芯11和第二楦芯12之间,与两者形成卡接的夹持关系,不易脱落或移位;另一方面可以有效防止第一楦芯11和第二楦芯12上下错位,并且能匹配第一楦芯11与第二楦芯12快速装配定位,提高了制鞋效率。
46.另外,第一楦芯11或/和第二楦芯12的断面设有安装槽15,分隔片60装设于安装槽15中,并通过螺栓或螺丝与第一楦芯11或/和第二楦芯12连接,为了防止分隔片60的安装影响铝楦芯10的本身装配及鞋楦的最终成型,第一楦芯11或第二楦芯12的断面设有与螺栓或螺丝相匹配的卡接槽16,在本实施例中,该安装槽15设置在第一楦芯11和第二楦芯12,而卡接槽16设置在第二楦芯12。
47.为了防止分隔片60与塑胶的楦壳20粘接而影响塑料楦壳20的分离断面的整齐,分隔片60的外表面涂覆有不沾层,具体为特氟龙层,这样方便塑料楦壳20与分隔片60之间的分离。另外在本实施例中,分隔片60的数量为一个;也可以是两个或三个,多个分隔片60重叠夹持在第一楦芯11和第二楦芯12之间,与第一楦芯11和第二楦芯12最近的两个分隔片60
可以涂覆有不沾层,也可以不涂覆不沾层,直接第一楦芯11和第二楦芯12粘接,此时第一楦芯11和第二楦芯12的断面为分隔片60。
48.进一步地,夹持件30贯穿设有第一轴孔32和设置在第一轴孔32两侧的第二轴孔33,第一轴孔32倾斜设置,两个第二轴孔33垂直平行设置;第二楦芯12贯穿设有与第一轴孔32相匹配的第二螺丝孔17,第一楦芯11设有与第二螺丝孔17相匹配的第三螺丝孔18;紧固件40依次穿过第一轴孔32、第二螺丝孔17和第三螺丝孔18,将夹持件30、第一楦芯11和第二楦芯12三者锁紧。
49.夹持件30无需因为鞋楦是两截式结构而分割成两块,只需要在第一楦芯11和第二楦芯12开设有连通的第二螺丝孔17和第三螺丝孔18,只需将紧固件40依次穿过第一轴孔32、第二螺丝孔17和第三螺丝孔17,将夹持件30、第一楦芯11和第二楦芯12三者锁紧。这种连接方式既节省了夹持件30的制作成本,也方便了安装。机器设备通过第二轴孔33与夹持件30连接;进而实现了鞋楦的固定,这种间接夹持方式可以减少移动或夹持过程中对鞋楦带来的损害。
50.优选地,紧固件40为螺栓或螺钉或铆钉,紧固件40穿过夹持件30后与楦芯10螺纹连接。
51.本实施例的两截式复合鞋楦的制备方法,包括如下步骤:
52.制备楦芯:将铝或铝合金加热到650度~700度,融成铝液,再将铝液倒入压铸机的内芯模具,通过水冷模式将铝液在模具凝固60秒后出模,得到第一楦芯和第二楦芯;
53.不粘胶处理:在分隔片的外表面涂覆特氟龙;
54.装配:将分隔片夹在第一楦芯和第二楦芯之间,通过连接组件将第一楦芯和第二楦芯组装得到铝楦芯;
55.注塑:首先将注塑机进行开机预热,将塑胶材料pe加入注塑机进行加热溶解2小时;将铝楦芯放入到注塑机的模具中,当模头温度达到180度~200度,进行注塑包裹;
56.冷却定型:对注塑完成的模具进行2分钟的冷水冷却,使得模具内的塑料定型,定型后的鞋楦脱模后放入冷水或温水中进行二次冷却,得到鞋楦粗胚;
57.精加工:将夹持件与鞋楦粗胚进行组装,通过夹持件将鞋楦粗胚装设在刻楦机上,对鞋楦粗胚外表面的塑胶进行切削精加工,切削后的鞋楦粗胚露出分隔片,即可得到复合式鞋楦。
58.如图6及图7所示,为本发明关于两截式复合鞋楦的第二实施例,为v形两截式弹簧楦,其包括铝楦芯、塑料楦壳20a、连接组件、夹持件30a和紧固件40a,铝楦芯包括第一楦芯11a和第二楦芯12a,第一楦芯11a和第二楦芯12a通过连接组件连接,连接组件包括弹性件51a,具体为:第一楦芯11a和第二楦芯12a的内部分别开设有凹槽14a,分隔片60a设有与凹槽14a相匹配的穿孔61a;连弹性件51a的两端穿过穿孔61a分别伸入第一楦芯11a和第二楦芯12a的凹槽14a中;铝楦芯具有上端面,第一楦芯11a和第二楦芯12a分别设有至少一个定位孔13a,塑料楦壳20a通过注塑方式包裹住铝楦芯除上端面以外的区域;夹持件30a通过紧固件40a可拆卸安装在铝楦芯的上端面;第一楦芯11a和第二楦芯12a的连接处设有第一分隔片62和第一分隔片63,分隔片60a从连接处伸出,并将塑料楦壳20a分割成两部分。具体地,第一分隔片62的上部分设置在第一楦芯11a与夹持件30a之间,其下部分设置在第一楦芯11a与第二楦芯12a之间;第一分隔片63设置在第二楦芯12a与夹持件30a之间。
59.本实施例与第一实施例不同,鞋楦是带v型槽的两截式弹簧楦,故其夹持件30a、分隔片60a及连接组件的结构与第一实施例存在区别,其整体工作原理与第一实施例相似,通过在将鞋楦设计成内外两层的复合式结构,通过在铝楦芯外包塑料楦壳20a,铝楦芯不易损坏,可以反复利用;而塑料楦壳20a可加工成不同尺寸的鞋楦,也可以通过热熔方式拆离楦芯,其利用成本低,步骤简单,有效节约鞋楦毛坯的加工成本;另外在第一楦芯11a和第二楦芯12a设有分隔片60a,方便在后续切削加工过程中对楦壳20a进行分离,其断面可通过分隔片60a进行分离,切面完整,提高鞋楦外形及尺寸的完整性,使制作出来的鞋更舒适、更贴合脚型;除此之外,通过在楦芯的上端面可拆卸连接有夹持件30a,通过夹持件30a可以将鞋楦更好地固定在器械上,由于夹持件30a是安装在楦芯上,而非塑料的楦壳20a上,不会对鞋楦造成损坏。
60.进一步地,夹持件30a贯穿设有第一轴孔32a和设置在第一轴孔32a两侧的第二轴孔33a,第一轴孔32a倾斜设置,两个第二轴孔33a垂直平行设置;第一楦芯11a和第二楦芯12a的连接处设有v型槽,夹持件30a设有与v型槽相匹配的卡接块34;第一轴孔32a从夹持件30a顶端朝卡接块34的前端倾斜延伸,第一楦芯11a设有与第二轴孔32a相匹配的第一螺丝孔19;当卡接块34插接于v型槽时,紧固件40a依次穿过第一轴孔32a和第一螺丝孔19,将夹持件30a和第一楦芯11a锁紧。与第一实施例不同,在本实施例中,紧固件40a从第一分隔片62和第一分隔片63之间插进去,将夹持件30a、第一分隔片62和第一楦芯11a锁紧。
61.本实施例的两截式复合鞋楦的制备方法,包括如下步骤:
62.制备楦芯:将铝或铝合金加热到650度~700度,融成铝液,再将铝液倒入压铸机的内芯模具,通过水冷模式将铝液在模具凝固60秒后出模,得到第一楦芯和第二楦芯;
63.不粘胶处理:在分隔片的外表面涂覆特氟龙;
64.装配:将分隔片夹在第一楦芯和第二楦芯之间,通过连接组件将第一楦芯和第二楦芯组装得到铝楦芯;
65.注塑:首先将注塑机进行开机预热,将塑胶材料pe加入注塑机进行加热溶解2小时;将铝楦芯放入到注塑机的模具中,当模头温度达到180度~200度,进行注塑包裹;
66.冷却定型:对注塑完成的模具进行2分钟的冷水冷却,使得模具内的塑料定型,定型后的鞋楦脱模后放入冷水或温水中进行二次冷却,得到鞋楦粗胚;
67.精加工:将夹持件与鞋楦粗胚进行组装,通过夹持件将鞋楦粗胚装设在刻楦机上,对鞋楦粗胚外表面的塑胶进行切削精加工,切削后的鞋楦粗胚露出分隔片,即可得到复合式鞋楦。
68.本发明关于两截式复合鞋楦的第三实施例,为开盖楦,其包括包括铝楦芯、塑料楦壳、连接组件、夹持件和紧固件,连接组件包括插销,铝楦芯包括第一楦芯和第二楦芯,第一楦芯通过插销设置在第二楦芯的脚背位置;第二楦芯具有上端面,第一楦芯和第二楦芯分别设有至少一个定位孔,塑料楦壳通过注塑方式包裹住第一楦芯、第二楦芯除上端面以外的区域;夹持件通过紧固件可拆卸安装在第二楦芯的上端面;第一楦芯和第二楦芯的连接处设有分隔片,分隔片从连接处伸出,并将楦壳分割成两部分。
69.本实施例不同于第一实施例和第二实施例,第一楦芯和第二楦芯之间的连接组件不同,且夹持件无需同时与第一楦芯、第二楦芯连接,只需与第二楦芯连接即可。但是本实施例的分隔片与上述实施例一样,使得第一楦芯和第二楦芯外包的楦壳分离得更整齐干
净。
70.本实施例的两截式复合鞋楦的制备方法,包括如下步骤:
71.制备楦芯:将铝或铝合金加热到650度~700度,融成铝液,再将铝液倒入压铸机的内芯模具,通过水冷模式将铝液在模具凝固60秒后出模,得到第一楦芯和第二楦芯;
72.不粘胶处理:在分隔片的外表面涂覆特氟龙;
73.装配:将分隔片夹在第一楦芯和第二楦芯之间,通过连接组件将第一楦芯和第二楦芯组装得到铝楦芯;
74.注塑:首先将注塑机进行开机预热,将塑胶材料pe加入注塑机进行加热溶解2小时;将铝楦芯放入到注塑机的模具中,当模头温度达到180度~200度,进行注塑包裹;
75.冷却定型:对注塑完成的模具进行2分钟的冷水冷却,使得模具内的塑料定型,定型后的鞋楦脱模后放入冷水或温水中进行二次冷却,得到鞋楦粗胚;
76.精加工:将夹持件与鞋楦粗胚进行组装,通过夹持件将鞋楦粗胚装设在刻楦机上,对鞋楦粗胚外表面的塑胶进行切削精加工,切削后的鞋楦粗胚露出分隔片,即可得到复合式鞋楦。
77.如图8所示,为本发明关于两截式复合鞋楦的第四实施例,为弹簧楦,其包括铝楦芯10b、塑料楦壳20b、连接组件、夹持件30b和紧固件,楦芯10b包括第一楦芯11b和第二楦芯12b,第一楦芯11b和第二楦芯12b通过连接组件连接;第一楦芯11b和第二楦芯12b的连接处设有分隔片,分隔片从连接处伸出,并将楦壳20b分割成两部分。
78.夹持件30b贯穿设有第一轴孔32b,第一轴孔32b倾斜设置,第二楦芯12b贯穿设有与第一轴孔32b相匹配的第一螺丝孔,第一楦芯11b设有与第一螺丝孔相匹配的第二螺丝孔;紧固件40b依次穿过第一轴孔32b、第一螺丝孔和第二螺丝孔,将夹持件30b、第一楦芯11b和第二楦芯12b三者锁紧。
79.与第一、二实施例不同,第四实施例的夹持件40b不再开设有第二轴孔,而是在夹持件40b顶端的两侧面设有燕尾槽41,机器设备通过该燕尾槽41对夹持件40b进行夹持固定,进而实现了鞋楦的固定,这种间接夹持方式可以减少移动或夹持过程中对鞋楦带来的损害。
80.以上实施方式仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通工程技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1