一种折叠一体口罩机控制系统的制作方法
1.本实用新型涉及口罩机供电控制技术领域,具体涉及一种折叠一体口罩机控制系统。
背景技术:
2.由于疫情的出现,一次性口罩需求增加,对应的对口罩机的要求逐步增加,现今一体式口罩机为流水化自动作业,通过多个装置的配合实现高效率的口罩生产作业,但现有的口罩机整体设备较大,对于设备各个部分的供电以及谐调工作要求较高,但现有的存在供电不合理,生产中易出现部分设备停运而其他设备运行,导致生产错误。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的在于提供一种折叠一体口罩机控制系统。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种折叠一体口罩机控制系统,包括总供电回路和控制回路,所述总供电回路通过断路器qf连接三相电源,所述总供电回路连接有步进电源模块、开关电源模块、放耳料电机组、超声电源模块以及伺服电源模块,所述控制回路与所述步进电源模块、开关电源模块、放耳料电机组、超声电源模块以及伺服电源模块连接,其中所述步进电源模块包括若干个步进电机驱动模块,所述步进电机驱动模块分别连接有不同工序电机。
6.在本实用新型中,优选的,所述总供电回路包括总供电控制电路,所述总供电控制电路包括熔断器fu1,熔断器fu1一端与三相电源连接,另一端通过串联散热风扇接地,所述散热风扇两端还并联有按键s1与接触器km1线圈的串联电路。
7.在本实用新型中,优选的,所述接触器km1线圈两端还并联有状态指示灯hr。
8.在本实用新型中,优选的,所述总供电回路还包括若干分支电路,所述分支电路一端通过接触器km1的触点与所述总供电控制电路并联,另一端分别连接所述步进电源模块、开关电源模块、放耳料电机组、超声电源模块。
9.在本实用新型中,优选的,第一分支电路连接所述步进电源模块,第一分支电路包括熔断器fu4,所述熔断器fu4串接有变压器,所述变压器另一端连接整流桥,整流桥输出端连接所述步进电源模块。
10.在本实用新型中,优选的,第二分支电路连接所述开关电源模块,所述第二分支电路包括熔断器fu6,所述熔断器fu6连接交直流转换器,所述交直流转换器将交流电转换为24v直流电输出,所述交直流转换器输出端连接所述开关电源模块。
11.在本实用新型中,优选的,所述放耳料电机组包括左放耳料电机和右放耳料电机,所述左放耳料电机通过控制继电器ka7常开触点连接熔断器fu6,右放耳料电机通过控制继电器ka8连接熔断器fu6。
12.在本实用新型中,优选的,所述控制回路包括主控电路、检测输入电路和扩展电
路,所述主控电路包括主控制模块,所述主控制模块输入端连接各口罩机生产点位设备的状态指示开关,输出端输出对各生产点的中间控制信号。
13.在本实用新型中,优选的,所述检测输入电路包括模拟输入模块,所述模拟输入模块输入端连接口罩机生产点位设置的限位开关、感应器,依据所述限位开关、感应器输入采集的信号实现对口罩机整体流程的顺序控制。
14.在本实用新型中,优选的,所述扩展电路包括扩展控制模块,所述扩展控制模块输出端连接有料卷电机控制继电器组、放耳料电机控制继电器组、气缸控制阀门组、耳带控制阀门组、冲孔废料吹气控制阀门组以及超声控制信号。
15.与现有技术相比,本实用新型的有益效果是:
16.本实用新型的系统通过对口罩机的各设备的驱动组按类分模块分别供电,并利用控制回路依据设备运行状态进行下一步操作的控制,即对应的设备得电控制,在未达到条件时不控制后续设备得电,从而保证了系统中各设备供电安全,以及整各生产过程顺序运行,在中间设备处状况后后续设备以及前面设备顺序暂停,避免了设备恐运行等造成的浪费。
附图说明
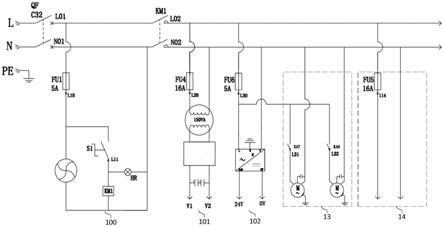
17.图1为本实用新型所述的一种折叠一体口罩机控制系统的总供电回路电路图。
18.图2为本实用新型所述的一种折叠一体口罩机控制系统的步进电源模块电路图。
19.图3为本实用新型所述的一种折叠一体口罩机控制系统的伺服电源模块电路图。
20.图4为本实用新型所述的一种折叠一体口罩机控制系统的主控制模块的连接电路图。
21.图5为本实用新型所述的一种折叠一体口罩机控制系统的模拟输入模块的连接电路图。
22.图6为本实用新型所述的一种折叠一体口罩机控制系统的扩展控制模块的连接电路图。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
25.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括
一个或多个相关的所列项目的任意的和所有的组合。
26.请同时参见图1至图3,本实用新型一较佳实施方式提供一种折叠一体口罩机控制系统,主要用在折叠一体口罩机上,口罩机包括有上料组、鼻梁组、喷码组、焊耳绳组、折叠组等装置,依次对口罩原材料进行传输、贴棉、叠合、喷码、焊耳带、对折等加工,为实现口罩机自动顺序工作,且避免其中的某个工序点位设备供电出错导致整体生产流程停滞,包括总供电回路和控制回路,总供电回路通过断路器qf连接三相电源,总供电回路连接有步进电源模块、开关电源模块、放耳料电机组13、超声电源模块14以及伺服电源模块,控制回路与步进电源模块、开关电源模块、放耳料电机组13、超声电源模块14以及伺服电源模块连接,其中步进电源模块包括若干个步进电机驱动模块11,步进电机驱动模块11分别连接有不同工序电机。
27.具体的,总供电回路通过断路器qf与三相电源连接,总供电回路中连接有步进电源模块、开关电源模块、放耳料电机组13、超声电源模块14以及伺服电源模块,各电源模块并接,互不影响,总供电回路用于给各模块提供其运行所需电能,断路器qf用于保证系统整体的安全运行,步进电源模块包括5个步进电机驱动模块11,步进电机驱动模块11并接在电路中,其输出端分别连接了左旋转电机、右旋转电机、贴棉电机、左印刷移位电机以及右印刷移位电机,步进电机驱动模块11输入端还连接入控制回路,在控制回路发送电平信号后步进电机驱动模块11通电后驱动与其连接的电机工作;伺服电源模块包括3个伺服驱动模块15,以及与伺服驱动模块15分别连接的主轴伺服电机、焊耳带伺服电机以及对折电机,三个伺服驱动模块15均连接控制回路,依据控制回路发送的电平信号驱动对应的电机工作;通过将不同种类型电机分电源模块进行供电,从而保证系统整体的供电安全。
28.在本实施方式中,总供电回路包括总供电控制电路100,总供电控制电路100包括熔断器fu1,熔断器fu1一端与三相电源连接,另一端通过串联散热风扇接地,散热风扇两端还并联有按键s1与接触器km1线圈的串联电路,接触器km1线圈两端还并联有状态指示灯hr。
29.具体的,熔断器fu1作为总供电控制电路100的过流保护器,按键s1为手动按键,为整个系统的总控制开关,当按下按键s1后,按键s1闭合,接触器km1线圈所在电路通电,状态指示灯hr亮,指示系统通电,接触器km1的常开触点闭合。
30.在本实施方式中,总供电回路还包括若干分支电路,分支电路一端通过接触器km1的触点与总供电控制电路100并联,另一端分别连接步进电源模块、开关电源模块、放耳料电机组13、超声电源模块14。
31.具体的,通过接触器km1的常开触点实现对分支电路的控制,当按键s1闭合后,接触器km1线圈得电,从而使得接触器km1的触点闭合,分支电路通电,从而实现整体供电的控制,避免由于误操作等原因引起的部分设备工作。
32.在本实施方式中,第一分支电路101连接步进电源模块,第一分支电路101包括熔断器fu4,熔断器fu4串接有变压器,变压器另一端连接整流桥,整流桥输出端连接步进电源模块。
33.具体的,熔断器fu4用于对第一分支电路101进行过流保护,变压器用于将输入的电压降低,降压后通过整流桥将交流电转化为直流电提供给步进电机驱动模块11使用,同时在整流桥输出端并接有滤波电容,滤波电容对输出端的电流整形和滤波,保证电流的稳
定性,无杂波,从而确保步进电机驱动模块11的正常工作。
34.在本实施方式中,第二分支电路102连接开关电源模块,第二分支电路102包括熔断器fu6,熔断器fu6连接交直流转换器,交直流转换器将交流电转换为24v直流电输出,交直流转换器输出端连接开关电源模块。
35.具体的,熔断器fu6用于对第二分支电路102进行过流保护,交直流转换器用于将交流电转化为24v直流电输出给开关电源模块,开关电源模块用于给控制回路供电。
36.在本实施方式中,放耳料电机组13包括左放耳料电机和右放耳料电机,左放耳料电机通过控制继电器ka7常开触点连接熔断器fu6,右放耳料电机通过控制继电器ka8连接熔断器fu6。
37.具体的,在口罩生产过程中,需要进行焊耳带,耳带通过左放耳料电机和右放耳料电机进行输送,且放耳料在整个加工过程中间,需要控制器对其工作进行控制,故在左放耳料电机通电电路中连接控制继电器ka7常开触点,右放耳料电机通电电路中连接控制继电器ka8,各自对应的控制继电器ka7的线圈以及控制继电器ka8的线圈接在控制回路中,由控制回路进行控制,当线圈得电时,与线圈对应的常开触点闭合,使得对应的电机得电,开始工作,从而完成对左放耳料电机或右放耳料电机的控制。
38.请同时参见图4至图6,在本实施方式中,控制回路包括主控电路、检测输入电路和扩展电路,主控电路包括主控制模块21,主控制模块21输入端连接各口罩机生产点位设备的状态指示开关,输出端输出对各生产点的中间控制信号。
39.具体的,控制回路主要采用plc控制器,主控电路的主控制模块21,其输入端主要连接状态指示开关,具体包括有左右上料旋转组210、贴棉移动组211、左右印刷移位组212、对折焊接组213、左右剪耳带组214、左右焊耳带组215,输出端输出中间控制信号,包括主轴脉冲信号216、焊耳移动脉冲信号217、对折移动脉冲信号218、左右旋转脉冲信号219、左右印刷移位脉冲信号2110、贴棉移动脉冲2111;主轴方向信号2112、焊耳移动信号2113、对折移动方向信号2114、旋转方向2115、贴棉移动方向2116、左右印刷移位方向信号2117;以及分别控制左焊耳带气缸2118、左开闭夹气缸组2119、左剪耳带气缸2120、左右印刷移位气缸组2021的阀门组,当状态指示开关闭合时,表示其对应的左右上料旋转组210或其他组动作中,主控制模块21依据此做出判断确定下一步指令,从其输出端输出,以控制对应的器件动作,从而实现控制口罩机的有序工作。
40.在本实施方式中,检测输入电路包括模拟输入模块22,模拟输入模块22输入端连接口罩机生产点位设置的限位开关、感应器,依据限位开关、感应器输入采集的信号实现对口罩机整体流程的顺序控制。
41.具体的,各器件动作需要限位开关进行检测,以判断器件动作是否到位完成,进行下一工序,故主控制模块21还连接有模拟输入模块22,模拟输入模块22输入端连接限位开关以及感应器,限位开关主要包括料卷上下限限位开关,连接在模拟输入模块22的x16
‑
x17、x20
‑
x27、x30
‑
x37引脚,用于检测多个料卷上的原材料是否充足或缺料;对折移动限位开关,连接在模拟输入模块22的x5
‑
x7引脚,用于检测对折是否到位;焊耳移动限位开关,连接在x10
‑
x12引脚,用于检测焊耳移动是否到位;感应器主要包括左右耳缺料感应器和鼻梁缺失感应器,用于检测左右耳耳带以及鼻梁件是否缺料;模拟输入模块22的x0、x1、x3引脚分别连接启动按钮、急停按钮和停止按钮,用于实现控制回路对整个系统的启停控制,确保
系统的运行安全。
42.在本实施方式中,扩展电路包括扩展控制模块23,扩展控制模块23输出端连接有料卷电机控制继电器组200、放耳料电机控制继电器组201、气缸控制阀门组202、耳带控制阀门组203、冲孔废料吹气控制阀门组204以及超声控制信号205。
43.具体的,扩展电路与主控制模块21连接,用于扩展接口,其中超声控制信号205分别用于控制左右焊耳、打孔以及成型;冲孔废料吹气控制阀门组204用于控制口罩机最后的废料收集吹气;料卷电机控制继电器组200通过继电器得失电来控制多个料卷电机的工作;耳带控制阀门组203分别连接吹耳带气缸、剪耳带气缸和焊耳带气缸,通过阀门的开闭实现对应气缸的工作;放耳料电机控制继电器组201包括左右放耳料电机控制继电器ka7和ka8线圈,控制继电器ka7和ka8对应的常开触点连接在左放耳料电机、右放耳料电机供电电路中。
44.工作原理:
45.三相供电电源通过断路器qf接入总供电回路,总供电回路中并联有一个总供电控制电路100和若干个分支电路,总供电控制电路100中设置有按键s1,按键s1为口罩机整体电源控制按钮,但按下按钮,总供电控制电路100通电,同时各分支电路上的接触器km1闭合,分支电路也通电,与分支电路连接的步进电源模块、开关电源模块、放耳料电机组13、超声电源模块14以及伺服电源模块均通电;控制回路采用plc控制器,通过主控制模块21、模拟输入模块22输入端输入的各点位设备运行状态以及采集的限位和感应信号,通过输出端输出控制信号到对应的设备,使其通电开始工作,从而很好地实现对口罩机各个设备的通电控制,并通过将同类型设备归类控制,运行安全,且方便检修和日常维护。
46.上述说明是针对本实用新型较佳可行实施例的详细说明,但实施例并非用以限定本实用新型的专利申请范围,凡本实用新型所提示的技术精神下所完成的同等变化或修饰变更,均应属于本实用新型所涵盖专利范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1