口罩用耳挂构件的制造方法以及口罩用耳挂构件制造装置与流程
1.本发明涉及口罩用耳挂构件的制造方法以及制造装置。
背景技术:
2.以往,已知有如专利文献1(日本特开2012-217651号公报)那样,将作为耳挂构件的原料的片材、形成的耳挂构件沿着低伸缩方向输送的口罩的制造方法。在这种耳挂构件的制造方法中,能够抑制耳挂构件的变形、歪斜、位置偏移等。
技术实现要素:
3.发明所要解决的课题
4.但是,如专利文献1(日本特开2012-217651号公报)所记载的那样,在除了口罩主体之外耳挂构件也沿低伸缩方向输送的情况下,在组合耳挂构件与口罩主体时,需要改变口罩主体以及耳挂构件的相对位置。这样的口罩主体以及耳挂构件的相对位置的变更工序可能会降低口罩的生产效率。
5.本发明提供一种能够抑制口罩的生产效率的降低的、口罩用耳挂构件的制造方法及口罩用耳挂构件制造装置。
6.用于解决课题的手段
7.本发明的口罩用耳挂构件的制造方法包括输送工序、张力调整工序和形成工序。在输送工序中,在第1方向对在第1方向具有高伸缩性的片材作用有张力并且在沿着第1方向的输送方向输送该片材。在张力调整工序中,调整被输送的片材的张力。在形成工序中,切断调整张力后的片材,并形成耳挂构件。
8.此外,本发明的口罩用耳挂构件制造装置具备:片材卷、输送机构和形成机构。片材卷中卷绕有在第1方向具有高伸缩性的片材。输送机构在第1方向对从片材卷送出的片材作用有张力并且在沿着第1方向的输送方向输送片材。形成机构将输送机构输送来的片材切断并形成耳挂构件。输送机构具有张力调整机构。张力调整机构在片材的输送方向配置在形成机构的上游侧,对供给到形成机构的片材的张力进行调整。
9.发明的效果
10.在本发明的口罩用耳挂构件的制造方法以及制造装置中,即使在口罩主体在低伸缩方向被输送的情况下,也不需要口罩主体以及耳挂构件的相对位置的变更工序,能够抑制口罩的生产效率的降低。
11.此外,在本发明的口罩用耳挂构件的制造方法以及制造装置中,由于在使张力作用在第1方向的状态下输送片材,因此即使在高伸缩方向输送片材,也能够抑制所输送的片材的蛇形、位置偏移等。
12.进一步地,在本发明的口罩用耳挂构件的制造方法以及制造装置中,由于在耳挂构件形成前进行所输送的片材的张力调整,因此能够将因张力而变形的片材恢复到适当的尺寸,然后供给到耳挂构件的形成机构。因此,能够高精度地制造规定形状的耳挂构件。
附图说明
13.图1是表示使用耳挂构件的口罩的佩戴状态的图,其中,该耳挂构件是利用本发明的一个实施方式的口罩用耳挂构件的制造方法以及耳挂构件制造装置而制造的耳挂构件。
14.图2是图1的口罩的主视图。
15.图3是图2的口罩的后视图。
16.图4是表示在图2的口罩中,将耳挂构件向外侧打开的状态的图。
17.图5是图2的口罩的口罩主体的主视图。
18.图6是使用本发明的一个实施方式的口罩用耳挂构件的制造方法以及耳挂构件制造装置而制造的耳挂构件(耳挂构件集合体)的主视图。
19.图7是概略性地表示图1的口罩的制造系统的图。
20.图8是按时间序列表示图1的口罩的制造过程的图。
21.图9是耳挂构件制造装置、中间构件制造装置以及耳挂构件与中间构件的接合装置的概略结构图。
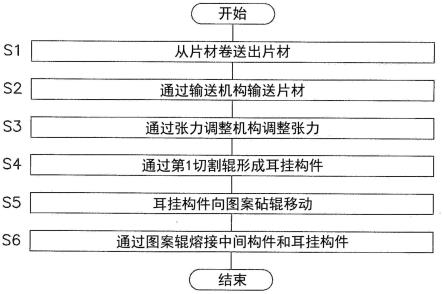
22.图10是图6的耳挂构件(耳挂构件集合体)的制造工序的流程图。
23.图11是表示图9的耳挂构件制造装置的输送机构进行输送时的片材的宽度变化的例子的图。
24.图12是示意性地表示图9的耳挂构件制造装置的形成机构的第1切割辊的外周面的一部分的图。
25.图13是用于说明图9的耳挂构件制造装置的形成机构的第1切割辊的内部构造的概略剖视图。
26.图14是示意性地表示图9的耳挂构件与中间构件的接合装置的图案辊的外周面的一部分的图。
具体实施方式
27.参照附图,对本发明的口罩用耳挂构件的制造方法以及耳挂构件制造装置的实施方式进行说明。
28.另外,以下说明的实施方式不过是本发明的一个实施例,而并非限制本发明的范围。本领域技术人员应当理解,在不脱离权利要求书中所记载的本发明的精神以及范围的情况下,可以对以下实施方式进行各种改变。
29.在此,在首先对使用利用本发明的制造方法以及耳挂构件制造装置来制造的耳挂构件的口罩进行说明之后,再对耳挂构件的制造方法以及耳挂构件制造装置进行详细说明。
30.(1)口罩
31.对使用利用本发明的耳挂构件制造装置的一个实施方式的耳挂构件制造装置1000制造的耳挂构件4来制造的口罩10以及口罩10的制造方法进行说明。
32.(1-1)口罩的整体结构
33.口罩10是佩戴在佩戴者的脸部并至少覆盖佩戴者的口的卫生用品。口罩10抑制空气中含有的微粒从佩戴者的口等吸入。口罩10的捕集对象的微粒中,例如包含病毒、细菌、花粉。
34.参照图1~图3说明口罩10的整体结构。
35.图1是表示佩戴者p佩戴口罩10的状态的图。图2和图3是描绘未使用的(如图1地被佩戴者p佩戴之前的)口罩10的图。换言之,未使用的口罩10以图2和图3所示的方式提供给佩戴者p。图2是口罩10的主视图。图3是口罩10的后视图。
36.另外,图2的口罩10的主视图是正对覆盖佩戴者p的口等的口罩主体2的第2面2b而观察未使用的口罩10的图。口罩主体2的第2面2b是在佩戴口罩10时不与佩戴者p的脸部相对的面,换言之是配置在外侧的面。图3的口罩10的后视图是正对口罩主体2的第1面2a而观察未使用的口罩10的图。口罩主体2的第1面2a是在佩戴口罩10时与佩戴者p的脸部相对的面,换言之是配置在内侧的面。
37.口罩10主要包括口罩主体2、一对中间构件6和一对耳挂构件4(参照图1~图3)。口罩10是在口罩主体2上设置有褶皱2c的所谓的褶皱型的口罩。在口罩10中,耳挂构件4不直接接合在口罩主体2上,而是经由中间构件6连结在口罩主体2上。
38.下面,对口罩主体2、中间构件6及耳挂构件4进行概述。
39.口罩主体2是主要覆盖口罩10的佩戴者p的口、鼻的构件。在未使用的口罩10中,口罩主体2是沿第1方向d1和与第1方向d1正交的第2方向d2展开的平面状的构件。在本实施方式中,未使用状态的口罩主体2的形状在主视视角下为长方形形状,但不限定于此。另外,在此,口罩10的第1方向d1是口罩主体2的长边方向。此外,口罩10的第2方向d2是口罩主体2的短边方向。当口罩10被佩戴者p佩戴时,口罩主体2的第1方向d1上的一侧的端部配置于佩戴者p的右颊,口罩主体2的第1方向d1上的另一侧的端部配置于佩戴者p的左颊。
40.一对中间构件6分别是将口罩主体2和一对耳挂构件4中的一个连结的构件。具体而言,中间构件6包括与口罩主体2接合的第1接合部12,和与耳挂构件4接合的第2接合部14。中间构件6和口罩主体2以及耳挂构件4熔接。但是,中间构件6和口罩主体2以及耳挂构件4的接合方法并不限定于熔接,例如也可以是通过粘接剂进行的粘接。通过使中间构件6分别与口罩主体2和耳挂构件4接合,从而耳挂构件4经由中间构件6与口罩主体2连结。一对中间构件6中的一个配置在口罩主体2的第1方向d1上的一侧的端部,一对中间构件6中的另一个配置在口罩主体2的第1方向d1上的另一侧的端部。中间构件6是在第1方向d1和第2方向d2上展开的片状构件。在主视图中,中间构件6的形状是将第1方向d1作为短边方向、将第2方向d2作为长边方向的长方形形状。
41.一对耳挂构件4是口罩10的佩戴者p佩戴的部分。耳挂构件4是片状的构件。从正面侧看,耳挂构件4的形状为大致d字状或大致反d字状(参照图2)。在佩戴口罩10时,一对耳挂构件4分别以挂在佩戴者p的一只耳朵上的方式被佩戴。
42.(1-2)口罩的详细结构
43.除了图1~图3之外,还参照图4~图6进一步详细说明口罩10。图4是表示在图2的主视图的口罩10中,将耳挂构件4向外侧打开的状态的图。图5是口罩主体2单体的主视图。图6是使用耳挂构件制造装置1000制造的耳挂构件4(具体而言,由一对耳挂构件4构成的耳挂构件集合体4c)的主视图。
44.(1-2-1)口罩主体
45.口罩主体2在厚度方向重叠多个片材而形成。例如,在本实施方式中,口罩主体2是外侧片材、中间片材以及内侧片材在厚度方向层叠的3层结构的片材(省略图示)。另外,片
材的层数只不过是例示,也可以在外侧片材与内侧片材之间配置多个中间片材。
46.在本实施方式中,外侧片材、中间片材以及内侧片材都是合成树脂的无纺布制的片材,但材质不限于此。外侧片材具有口罩主体2的第2面2b,换言之,外侧片材具有在口罩10的佩戴状态下暴露于口罩主体2的外侧的面。内侧片材具有口罩主体2的第1面2a,换言之,内侧片材具有在口罩10的佩戴状态下面向佩戴者p的面。中间片材对细菌、病毒、尘埃等具有规定的捕集性。从例如透气性的观点来看,对于外侧片材、内侧片材,选择满足所希望的条件的规格的无纺布。从例如对捕捉对象的微粒的捕集性、透气性的观点来看,对于中间片材,选择满足所希望的条件的规格的无纺布。
47.外侧片材、中间片材以及内侧片材通过在配置于口罩主体2的第2方向d2上的两端部的接合部2d、2e被熔接,从而作为口罩主体2而一体化(参照图5)。如图5所示,接合部2d、2e沿着第1方向d1,在口罩主体2的第1方向d1上的大致整个区域设置。另外,熔接只不过是将外侧片材、中间片材以及内侧片材一体化的方法的一个例子,也可以通过其他方法一体化。例如,外侧片材、中间片材以及内侧片材也可以在接合部2d、2e处通过粘接剂被粘接而一体化。
48.另外,在接合部2d、2e中的、佩戴口罩10时配置在上方(佩戴者p的鼻侧)的接合部2d中,如图5所示,也可以将沿第1方向d1延伸的两列熔接点组在第2方向d2上隔开间隔地配置,在熔接点组的列之间形成能够容纳鼻托构件(省略图示)的空间。鼻托构件是在佩戴口罩10时能够变形以适合佩戴者p的鼻上部的形状的构件。另外,由于具备鼻托构件的口罩主体是公知的,所以在此省略详细的说明。
49.口罩主体2设置有多个褶皱2c。具体而言,在口罩主体2上,沿第1方向d1延伸的褶皱2c沿第2方向d2配置有多个。通过设置这种褶皱2c,佩戴者p能够在第1方向d1上的中央部使口罩主体2向第2方向d2展开,从而佩戴口罩10。换言之,口罩主体2通过具有沿第1方向d1延伸的多个褶皱2c,从而具有第2方向d2的伸缩性比第1方向d1的伸缩性高的结构。
50.通过使口罩主体2构成为在第1方向d1的中央部能够向第2方向d2展开,从而能够在口罩主体2与佩戴者p的口之间形成空间,由此,能够获得即使佩戴口罩10也容易呼吸等的优点。此外,通过在口罩主体2上设置褶皱2c,能够获得即使佩戴者p在戴着口罩10的状态下说话,口罩10也不容易偏移等的效果。另外,由于褶皱型的口罩是公知的,所以在此省略对褶皱2c的结构等的详细说明。
51.(1-2-2)中间构件
52.中间构件6是将第1方向d1作为短边方向并将第2方向d2作为长边方向的长方形形状的片状构件(参照图2)。在本实施方式中,在未使用的状态的口罩10中,中间构件6的第2方向d2的长度与口罩主体2的第2方向d2的长度一致(参照图2)。
53.在未使用的口罩10中,中间构件6配置在口罩主体2的正面侧。
54.在从正面侧观察未使用的口罩10时,中间构件6在第1方向d1上的一端侧与口罩主体2的第1方向d1上的端部接合(参照图2)。换言之,中间构件6在第1方向d1的一端侧具有作为与口罩主体2接合的接合部分的第1接合部12(参照图2)。此外,当从正面侧观察未使用的口罩10时,中间构件6在第1方向d1的另一端侧(与设置有第1接合部12侧相反侧的端部侧)与耳挂构件4的后述的基部42接合(参照图2)。换言之,中间构件6在第1方向d1的另一端侧具有作为与耳挂构件4的接合部分的第2接合部14(参照图2)。在第1方向d1上,设置在各中
间构件6的第2接合部14配置在相比第1接合部12更靠口罩主体2的中央侧的位置。
55.在本实施方式中,中间构件6是合成树脂的无纺布制的片材,但材质并不限定于此。在此,中间构件6是1层的片材,但并不限定于此,中间构件6也可以是在厚度方向层叠的多层结构的片材。
56.(1-2-3)耳挂构件
57.各耳挂构件4具有至少一部分与中间构件6的第2接合部14接合的基部42,和挂在佩戴者p耳朵上的耳挂部44。基部42是沿着第2方向d2延伸的大致长方形状的部分。参照图6,本实施方式的基部42是各耳挂构件4的、配置在双点划线的外侧的部分。耳挂部44的形状在俯视视角下为大致c字形状或大致反c字形状。耳挂部44被连接在基部42,耳挂构件4作为整体,形成为在中央部具有孔46的环状。佩戴者p通过将耳朵插入被基部42以及耳挂部44包围的孔46中,而能够将耳挂部44挂在耳朵上。在主视视角下,各耳挂构件4的形状为大致d字形状或大致反d字形状。
58.另外,在未使用的口罩10中,如图6所示,一对耳挂构件4以耳挂部44彼此连接的耳挂构件集合体4c的方式,接合在口罩10的一对中间构件6上。
59.耳挂构件4是合成树脂的无纺布制的片材,但材质并不限定于此。在此,耳挂构件4是1层的片材,但并不限定于此,也可以是在厚度方向层叠的多层结构的片材。在未使用的口罩10中,耳挂构件4具有配置于背面侧的第1面4a和配置于正面侧(第1面4a的背侧)的第2面4b。
60.耳挂构件4的第1方向d1的伸缩性大于第2方向d2的伸缩性。如此地,通过使耳挂构件4的第1方向d1的伸缩性较大,从而耳挂部44容易挂在佩戴者p的耳朵上,并且在佩戴后容易使口罩主体2紧贴在佩戴者p的脸部。
61.在未使用的口罩10中,耳挂构件集合体4c(换言之,一对耳挂构件4)配置在口罩主体2的第2面2b侧(参照图2)。换言之,在未使用的口罩10中,耳挂构件4配置在口罩主体2的、佩戴时不面对佩戴者p的一侧。在耳挂构件4配置在口罩主体2的第2面2b侧的状态下,耳挂构件4的第1面4a面向口罩主体2的第2面2b,耳挂构件4的第2面4b朝向口罩主体2的正面侧。
62.另外,在未使用的口罩10中,在主视图以及后视图中,各耳挂构件4配置为在第2方向d2上伸出到口罩主体2的外侧。因此,如图3所示,从背面侧看口罩10时,配置在口罩主体2的背侧的耳挂构件4的一部分处于能看见的状态。
63.当佩戴者p佩戴口罩10时,佩戴者p将形成在耳挂构件集合体4c上的未图示的齿孔部分(一对耳挂构件4相连的部分)分离后,将一对耳挂构件4分别从口罩主体2的第2面2b侧朝第1面2a侧折返而挂在耳朵上。具体而言,在佩戴者p佩戴口罩10时,佩戴者p使耳挂构件4绕中间构件6的与口罩主体2接合的第1接合部12,以远离口罩主体2的第2面2b的方式旋转而成为图4所示的状态。然后,佩戴者p在口罩主体2的第1面2a朝向脸侧的状态下,将一对耳挂构件4挂在双耳上,从而佩戴口罩10。在佩戴者p佩戴口罩10的状态下,在未使用的口罩10中露出于外侧的耳挂构件4的第2面4b与佩戴者p的脸部相对。
64.另外,在佩戴者p佩戴口罩10时,中间构件6的第2接合部14直接(中间不经由耳挂构件4等其它构件)与佩戴者p的脸部相对。此外,当佩戴者p佩戴口罩10时,口罩主体2的、与中间构件6的第1接合部12连接的部分与佩戴者p的脸部直接相对。
65.(1-3)口罩的制造工序
66.接着,参照图7以及图8,对口罩10的制造工序进行说明。图7是示意地表示口罩10的制造系统100的图。图8是按时间序列表示口罩10的制造过程(组合口罩主体2、中间构件6以及耳挂构件4的工序)的图。
67.另外,关于耳挂构件4的制造工序、以及口罩10的制造系统100所包含的耳挂构件制造装置1000的详细内容在后面叙述。
68.(1-3-1)口罩主体、中间构件、耳挂构件的各自的制造工序
69.首先,参照图7,对口罩主体2、中间构件6和耳挂构件4的各自的制造工序进行概述。
70.《口罩主体的制造工序》
71.制造系统100主要具备外侧片材供给装置110a、中间片材供给装置110b、内侧片材供给装置110c和一体化装置112作为用于制造口罩主体2、更具体而言用于制造口罩主体片材2s的装置。另外,在此,为了避免说明的复杂化,省略了对用于制造口罩主体2的、将鼻托构件插入口罩主体2的装置、在口罩主体2上形成褶皱2c的装置等的描绘以及说明。
72.外侧片材供给装置110a从片材卷供给用于形成口罩主体2的外侧片材的带状的长条的外侧片材。中间片材供给装置110b从片材卷供给用于形成口罩主体2的中间片材的带状的长条的中间片材。内侧片材供给装置110c从片材卷供给用于形成口罩主体2的内侧片材的带状的长条的内侧片材。由片材供给装置110a~110c供给的外侧片材、中间片材和内侧片材,通过一体化装置112并按照外侧片材、中间片材、内侧片材的顺序重叠,在上述的接合部2d、2e熔接,而成为在上述的第1方向d1上口罩主体2相连的带状的长条的片材(称为口罩主体片材2s),通过未图示的输送机构向后述的接合装置150输送。另外,向接合装置150输送的口罩主体片材2s沿多个口罩主体2相连的方向输送。换言之,口罩主体2以输送方向c1沿上述的第1方向d1(低伸缩方向)的姿势向接合装置150被输送。
73.《中间构件的制造工序》
74.制造系统100包括中间构件制造装置2000,作为用于制造中间构件6、更具体而言是中间构件集合体6a的装置。关于中间构件制造装置2000,进一步参照图9进行说明。图9是耳挂构件制造装置1000、中间构件制造装置2000以及耳挂构件4与中间构件6的接合装置3000的概略结构图。
75.如图7所示,中间构件制造装置2000包括片材卷130和切断装置2100。
76.片材卷130中卷绕有用于形成中间构件6(中间构件集合体6a)的带状的片材u2。片材卷130将带状的片材u2供给到切断装置2100。
77.切割装置2100主要包括切割辊2110和砧辊2120(参照图9)。在此,为了避免与其他切割辊和砧辊混淆,将切割辊2110称为第2切割辊2110,将砧辊2120称为第2砧辊2120。
78.第2切割辊2110的表面设置有用于切断片材u2的未图示的切刀。砧辊2120的表面设置有用于吸引并保持片材u2的未图示的吸附孔。第2切割辊2110以及第2砧辊2120被包括电机等的未图示的驱动机构驱动而旋转。例如,如果基于图9进行说明,则第2切割辊2110顺时针旋转,第2砧辊2120逆时针旋转。当第2切割辊2110以及第2砧辊2120在将片材u2夹入到它们之间的状态下旋转时,片材u2被夹入到设置在第2切割辊2110的表面的切刀与第2砧辊2120之间,片材u2在规定位置被切断,而形成规定尺寸的中间构件集合体6a。另外,中间构件集合体6a是两个中间构件6在第1方向d1上相连的片材。
79.所形成的中间构件集合体6a随着吸引并保持中间构件集合体6a的第2砧辊2120的旋转而移动,并向接合装置3000的后述的图案砧辊3100转移。
80.另外,片材u2以及中间构件6(中间构件集合体6a)在沿着第1方向d1(中间构件6的短边方向、高伸缩方向)的姿势下被输送,并向接合装置3000被供给。
81.《耳挂构件的制造工序》
82.制造系统100包括耳挂构件制造装置1000作为用于制造耳挂构件4、更具体而言是耳挂构件集合体4c的装置。如图7所示,耳挂构件制造装置1000包括片材卷120、输送机构1100和形成机构1200。在此,极其简单地说明耳挂构件制造装置1000。将在后面叙述详细内容。
83.片材卷120中卷绕有用于形成耳挂构件集合体4c的带状的片材u1。如图11所示,卷绕在片材卷120的片材u1具有高伸缩方向dh和与高伸缩方向dh正交的低伸缩方向dl。另外,图11是表示耳挂构件制造装置1000的输送机构1100进行输送时的片材u1的宽度变化的例子的图(详细内容在后面叙述)。在片材卷120中以片材u1的拉出方向与片材u1的高伸缩方向dh一致的方式卷绕有片材u1。
84.输送机构1100将从片材卷120送出的片材u1向形成机构1200输送。形成机构1200将输送机构1100输送来的片材u1切断,形成图6所示的规定形状的耳挂构件集合体4c。更具体而言,形成机构1200对片材u1进行冲裁而形成耳挂构件集合体4c。将通过形成机构1200形成的耳挂构件集合体4c向接合装置3000供给。通过形成机构1200形成的耳挂构件集合体4c在沿着第1方向d1(高伸缩方向)那样的姿势下被输送,向接合装置3000供给。
85.(1-3-2)组合口罩主体、中间构件和耳挂构件的工序
86.接着,主要参照图7以及图8,对口罩主体2、中间构件6、耳挂构件4进行组合而最终制造口罩10的工序进行说明。
87.另外,以下有时使用将“b”重叠于“a”的表达,但这是为了便于说明的表达,即使在使用将“b”重叠于“a”的表达的情况下,实际上也可以将“b”重叠于“a”。此外,此处的将“b”重叠于“a”的表达并不限于在“b”之上配置“a”的意思,也包括在“b”之下配置“a”的情况。
88.制造系统100主要具备接合装置3000、接合装置150和切断装置160作为用于对口罩主体2、中间构件6、耳挂构件4进行组合而制造口罩10的工序的装置。
89.在接合装置3000中,在从耳挂构件制造装置1000输送而来的耳挂构件集合体4c(参照图8(a))的规定位置,重叠并配置从切断装置2100输送而来的中间构件集合体6a(参照图8(b))。更详细而言,中间构件集合体6a以横跨相邻的一个耳挂构件集合体4c的基部42和另一个耳挂构件集合体4c的基部42的状态而配置。然后,接合装置3000沿第2方向d2对中间构件6的第2接合部14和耳挂构件4的基部42进行熔接(参照图8(c))。被接合装置3000接合的中间构件集合体6a以及耳挂构件集合体4c,通过未图示的输送机构向接合装置150输送。另外,向接合装置150输送的中间构件集合体6a以及耳挂构件集合体4c,以其输送方向c4沿着上述第1方向d1的姿势,向接合装置150输送。
90.在接合装置150中,在从一体化装置112输送过来的口罩主体片材2s的规定位置,重叠并配置由接合装置3000接合的中间构件集合体6a以及耳挂构件集合体4c(参照图8(d))。具体而言,在将口罩主体片材2s和中间构件集合体6a以及耳挂构件集合体4c重叠的方向,在耳挂构件集合体4c被配置在口罩主体片材2s与中间构件集合体6a之间的状态下,
在口罩主体片材2s的规定位置重叠并配置中间构件集合体6a以及耳挂构件集合体4c。然后,接合装置150沿着第2方向d2熔接中间构件6的第1接合部12和口罩主体2的第1方向d1上的端部(参照图8(e))。由接合装置150接合的中间构件集合体6a、耳挂构件集合体4c以及口罩主体片材2s,通过未图示的输送机构向切断装置160输送。另外,向切断装置160输送的中间构件集合体6a、耳挂构件集合体4c以及口罩主体片材2s,以其输送方向c5沿着上述第1方向d1的姿势,向切断装置160输送。
91.切断装置160在第1方向d1的中央部分(相邻的第1接合部12的中间部分)沿着第2方向d2切断中间构件集合体6a。通过将中间构件集合体6a分割成两个中间构件6从而制造口罩10。
92.(2)耳挂构件制造装置
93.对本发明的耳挂构件制造装置的一个实施方式的耳挂构件制造装置1000进行说明。
94.(2-1)耳挂构件制造装置的整体结构
95.耳挂构件制造装置1000包括片材卷120、输送机构1100和形成机构1200(参照图9)。
96.片材卷120中卷绕有作为耳挂构件4的原料的合成树脂的无纺布制的片材u1。另外,片材u1具有高伸缩方向dh和与高伸缩方向dh正交的低伸缩方向dl(参照图11)。在片材卷120中以片材u1的拉出方向与片材u1的高伸缩方向dh一致的方式卷绕有片材u1。
97.输送机构1100将从片材卷120送出的片材u1向形成机构1200输送。另外,输送机构1100的片材u1的输送方向c10(参照图7)与片材u1的高伸缩方向dh一致。输送机构1100沿高伸缩方向dh对片材u1作用有张力并且输送片材u1。
98.形成机构1200将输送机构1100输送来的片材u1切断并形成耳挂构件4。具体而言,形成机构1200将片材u1切断并形成一对耳挂构件4相连的耳挂构件集合体4c。形成机构1200对片材u1进行冲裁而形成耳挂构件集合体4c。
99.(2-2)耳挂构件制造装置的详细结构
100.参照图9、图11~图13进一步说明耳挂构件制造装置1000的输送机构1100以及形成机构1200。图9是如前所述的耳挂构件制造装置1000、中间构件制造装置2000以及耳挂构件4与中间构件6的接合装置3000的概略结构图。图11是表示耳挂构件制造装置1000的输送机构1100进行输送时的片材u1的宽度变化的例子的图。图12是示意性地表示耳挂构件制造装置1000的形成机构1200的第1切割辊1210的外周面的一部分的图。图13是用于说明耳挂构件制造装置1000的形成机构1200的内部构造的概要剖视图。
101.(2-2-1)输送机构
102.输送机构1100沿规定的路径输送从片材卷120送出的片材u1。输送机构1100主要具有多个辊(省略符号)、夹持辊1105、吸附输送机1110、1120和张力调整机构1150(参照图9)。
103.输送机构1100的多个辊是用于沿规定的路径引导片材u1的机构。
104.夹持辊1105是在夹入片材u1的状态下,通过未图示的电机等的驱动机构使辊旋转,牵引并输送片材u1的机构。吸附输送机1110、1120是通过具有吸附功能的输送带(在表面形成有未图示的吸引孔,从吸引孔吸引空气而吸附片材u1的输送带)吸附片材u1并且通
过未图示的电机等的驱动机构使输送带旋转,从而输送片材u1的机构。输送机构1100通过利用夹持辊1105、吸附输送机1110、1120等,在片材u1的高伸缩方向dh作用有张力并且在沿着高伸缩方向dh的输送方向c10输送片材u1。
105.另外,在输送机构1100沿着高伸缩方向dh的输送方向c10输送片材u1时,使张力作用于片材u1的高伸缩方向dh是为了避免被输送的片材u1的蛇形或位置偏移等。特别地,通过使用以面吸附片材u1并且对片材u1进行输送的吸附输送机1110、1120,能够稳定地输送片材u1,特别地容易抑制片材u1的输送的不良情况。
106.张力调整机构1150是调整作用在片材u1上的张力的机构。张力调整机构1150在片材u1的输送方向c10配置在形成机构1200的上游侧。张力调整机构1150在片材u1即将被供给到形成机构1200之前调整作用在片材u1上的张力。张力调整机构1150通过调整作用在片材u1上的张力,从而将片材u1的宽度(在与片材u1的输送方向c10正交的方向的长度)调整到适合供给到形成机构1200的规定的宽度(宽度w2)。被张力调整机构1150调整了张力(换言之片材u1的宽度)的片材u1被供给到形成机构1200。
107.参照图11对张力调整机构1150的作用进行更具体的说明。
108.在片材卷120中卷绕有例如与输送方向c10正交的方向的长度为宽度w0的片材u1。由于片材u1蛇行等原因,难以在将片材u1保持在宽度w0的状态下进行输送,因此,输送机构1100例如使用夹持辊1105和吸附输送机1110、1120,对片材u1作用适合输送的张力并且进行输送。此时,由于在高伸缩方向dh对片材u1作用有张力,因此,片材u1变形,其宽度减少到宽度w1。尺寸的变化程度取决于作用的张力的大小、使用的片材u1的材质,但是例如输送中的片材u1的宽度w1为宽度w0的80~90%左右。
109.但是,该宽度w1与适合由形成机构1200进行片材u1的加工的规定宽度(宽度w2)不同的情况较多。此外,在卷绕于片材卷120的片材u1的性质中,有时每个片材卷120存在稍微的偏差,即使作用有张力之前的片材u1的宽度相同且对相同材质的片材u1作用相同的张力,有时也会出现作用有张力时的宽度不恒定的情况。因此,在此,通过设置张力调整机构1150,对作用在片材u1的张力进行调整,从而将供给到形成机构1200的片材u1的宽度调整为规定的宽度w2。
110.如以上那样构成的结果,如图11中示意性地所示,片材u1的宽度从宽度w0暂时变化为宽度w1,进而从宽度w1调整为宽度w2。
111.另外,例如根据使用的每个片材卷120决定在张力调整机构1150中调整的张力的大小(后述的由第1夹持辊1160以及第2夹持辊1170所决定的片材u1的输送速度)即可,但是并不限定于此。换言之,只要在每次更换片材卷120时决定在张力调整机构1150中调整的张力的大小即可。
112.下面,对张力调整机构1150的具体结构进行说明。
113.张力调整机构1150包括沿片材u1的输送方向c10配置的两个夹持辊(第1夹持辊1160和第2夹持辊1170)。第2夹持辊1170在片材u1的输送方向配置在第1夹持辊1160的下游侧。和夹持辊1105一样,第1夹持辊1160以及第2夹持辊1170是在夹入片材u1的状态下,通过未图示的电机等的驱动机构使辊旋转,牵引并输送片材u1的机构。第1夹持辊1160以及第2夹持辊1170能够通过改变辊的旋转速度来改变片材u1的输送速度。张力调整机构1150通过使片材u1由第1夹持辊1160决定的输送速度(第1速度v1)与由第2夹持辊1170决定的输送速
度(第2速度v2)不同来调整作用在片材u1的张力。
114.例如,通过使第2速度v2小于第1速度v1,能够减弱作用在片材u1的张力,如图11所示,能够将片材u1的宽度从宽度w1向宽度w2扩展。另外,通过使第2速度v2大于第1速度v1,能够增强作用在片材u1的张力,能够缩小片材u1的宽度。
115.另外,第1夹持辊1160以及第2夹持辊1170分别是权利要求书中的第1输送部以及第2输送部的一个例子。
116.但是,第1输送部和第2输送部并不限定于夹持辊,只要是能够独立地改变片材u1的输送速度的机构即可。例如,第1输送部以及第2输送部也可以不是将片材u1夹在构件之间的结构,而可以是具有大摩擦系数的辊(片材u1不能在表面上滑动的辊)。通过使用这种辊,能够在各输送部改变片材u1的输送速度,而调整作用在片材u1的张力。
117.(2-2-2)形成机构
118.形成机构1200是主要具备切割辊1210(以后,为了避免混同而称为第1切割辊1210)和砧辊1260(以后,为了避免混同而称为第1砧辊1260)的切断装置(旋转模切机)(参照图9)。
119.在形成机构1200中,在其外周面设置有切刀1220的第1切割辊1210被电机等未图示的驱动机构驱动而旋转。第1砧辊1260配合第1切割辊1210的旋转而旋转。根据图9的例子,第1切割辊1210逆时针旋转,第1砧辊1260顺时针旋转。形成机构1200通过使第1切割辊1210旋转而使切刀1220与片材u1接触,从而在第1切割辊1210与第1砧辊1260之间切断片材u1,而切出耳挂构件4。更具体而言,形成机构1200在第1切割辊1210与第1砧辊1260之间切断片材u1,而切出一对耳挂构件4相连的耳挂构件集合体4c。
120.下面将更详细地描述本发明。
121.第1切割辊1210的外周面设置有形状与耳挂构件集合体4c的轮廓相同的切刀1220(参照图12)。另一方面,第1砧辊1260是平坦的而未设置切刀。第1砧辊1260与第1切割辊1210的外周面相对而配置。通过第1切割辊1210与第1砧辊1260之间的片材u1被第1切割辊1210的切刀1220切断,从而片材u1被切出耳挂构件集合体4c的形状。
122.另外,在第1切割辊1210的外周面形成有多个孔1230、1240、1250(参照图12)。孔1230、1240、1250与设置在第1切割辊1210的内部的空气通路1212、1214等连通,并经由空气通路1212、1214和未图示的导管等与真空泵等的真空吸引装置连通。孔1230、1240、1250与真空吸引装置的连通/截止根据第1切割辊1210的旋转(根据旋转角度)而切换。在孔1230、1240、1250分别与真空吸引装置连通时,空气分别从孔1230、1240、1250被吸引,从而片材u1被孔1230、1240、1250吸引并保持。
123.另外,孔1230、1240、1250除了共同吸引并保持切出耳挂构件集合体4c前的片材u1以外,还用于在利用切刀1220进行切断之后,保持片材u1的以下的部分。
124.孔1230配置在设置为耳挂构件集合体4c的轮廓的形状的切刀1220的内侧。孔1230用于吸引并保持被切刀1220切出的耳挂构件集合体4c。
125.孔1240配置在与耳挂构件4的用于挂住耳朵的孔46对应的位置。孔1240用于吸引并保持在切出耳挂构件集合体4c时产生的、与耳挂构件4的孔46形状相同的端材(称为间歇修整件)。
126.孔1250配置在切刀1220的外侧。孔1250用于吸引并保持在切出耳挂构件集合体4c
时产生的、切刀1220周围的端材(间歇修整件以外的端材,称为连续修整件)。另外,孔1250构成为也能够与压缩吸气的供给装置连通,通过以规定的时机吹出空气,以能够辅助连续修整件从第1切割辊1210脱离。
127.孔1230、1240、1250并非一直吸引空气,而是如上所述地根据第1切割辊1210的旋转角度切换吸引和吸引解除。由此,孔1230、1240、1250分别能够对耳挂构件集合体4c、间歇修整件以及连续修整件在规定的时机进行保持,并在规定的时机进行解除保持。此外,孔1230、1240、1250通过与设置在第1切割辊1210的内部的、分别不同的空气通路(例如,空气通路1212、1214等)连通,从而能够在不同的时机切换吸引/吸引解除。由此,能够分别在规定的时机切换耳挂构件集合体4c、间歇修整件以及连续修整件的保持。
128.例如,如图9所示,由于片材u1的切断而产生的连续修整件以卷绕在第1砧辊1260的方式进行并改变输送方向,并通过未图示的吸引装置沿箭头的方向被吸引。因此,吸引连续修整部分的各孔1250的吸引大致在各孔1250通过最上点的时机被解除。另外,在孔1250解除了吸引之后,为了辅助连续修整件的脱离,优选地从孔1250排出压缩空气。
129.由于片材u1的切断而产生的间歇修整件在图9所示的位置,通过未图示的吸引装置而向斜上方被吸引。因此,吸引间歇修整部分的各孔1240的吸引,大致在各孔1240通过未图示的间歇修整用的吸引装置的附近的时机被解除。
130.此外,由于片材u1的切断而形成的耳挂构件集合体4c被转移到后述的接合装置3000的图案砧辊3100。在此,图案砧辊3100配置在第1砧辊1260的正下方。因此,吸引耳挂构件集合体4c部分的各孔1230的吸引大致在各孔1230通过最下点的时机被解除。
131.另外,在此说明的各孔1230、1240、1250的吸引解除的时机也因设备的配置等而不同,因此不限于在此所例示的时机。
132.(3)耳挂构件的制造方法
133.对耳挂构件4的制造方法(更具体而言,是一对耳挂构件4相连的耳挂构件集合体4c的制造方法)进行说明。另外,在此,除了对耳挂构件4的制造方法以外,还对耳挂构件4与中间构件6的接合工序进行说明。
134.在此,进一步参照图10以及图14。图10是耳挂构件4(耳挂构件集合体4c)的制造工序的流程图。图14是示意性地表示接合装置3000的图案砧辊3100的外周面的一部分的图。图14描绘了图案砧辊3100在其外周面保持中间构件集合体6a以及耳挂构件集合体4c的状态。此外,在图14中,右侧的中间构件集合体6a以及耳挂构件集合体4c表示接合后的状态,左侧的中间构件集合体6a以及耳挂构件集合体4c表示接合前的状态。
135.在制造耳挂构件4时,首先从片材卷120送出片材u1(图10的步骤s1)。另外,由于片材u1沿着高伸缩方向dh卷绕在片材卷120中,因此从片材卷120送出的片材u1在高伸缩方向dh被输送。
136.接着,通过输送机构1100在高伸缩方向dh对片材u1作用有张力,并且在沿着高伸缩方向dh的输送方向c10输送片材u1(图10的步骤s2)。特别地,在此,片材u1至少局部被吸附输送机1110、1120输送。由于吸附输送机1110、1120以面吸附片材u1并且输送片材u1,因此通过使用吸附输送机1110、1120,能够在抑制片材u1的位置偏移等的同时输送片材u1。
137.接着,通过张力调整机构1150调整被输送到张力调整机构1150的片材u1的张力(图10的步骤s3)。特别地,在此,对作用在片材u1的张力进行调整以使片材u1的宽度(与输
送方向c10正交的方向的长度)成为宽度w2。由于关于如何通过张力调整机构1150进行张力的调整已经进行了说明,因此在此省略说明。
138.接着,将通过张力调整机构1150进行了张力调整后的(宽度调整后的)片材u1供给到形成机构1200,片材u1被第1切割辊1210的切刀1220切断成规定的形状,形成耳挂构件集合体4c(图10的步骤s4)。
139.通过形成机构1200形成的耳挂构件集合体4c在被第1切割辊1210吸引并保持的状态下移动,并向接合装置3000的图案砧辊3100转移(图10的步骤s5)。
140.在图案砧辊3100的外周面形成有多个孔3110。多个孔3110通过未图示的导管等而与真空泵等真空吸引装置连通。并且,通过使多个孔3110分别与真空吸引装置连通,从而分别从孔3110吸引空气,使中间构件集合体6a、耳挂构件集合体4c被孔3110吸引并保持。另外,各个孔3110并非一直吸引空气,而是根据图案砧辊3100的旋转角度切换吸引和吸引解除。
141.另外,在耳挂构件集合体4c被吸引到图案砧辊3100之前,由中间构件制造装置2000制造的中间构件集合体6a从第2砧辊2120转移并被吸引到图案砧辊3100。因此,在图案砧辊3100中,耳挂构件集合体4c至少部分被孔3110的空气经由被图案砧辊3100预先吸引并保持的中间构件集合体6a而吸引,而被保持在图案砧辊3100的外周面。各耳挂构件集合体4c以与被图案砧辊3100预先吸引并保持的两个中间构件集合体6a重叠的方式被图案砧辊3100吸引并保持。
142.在此,对图案砧辊3100的外周面的孔3110的配置进行说明。孔3110与第2砧辊2120转移中间构件集合体6a的位置、第1切割辊1210转移耳挂构件集合体4c的位置相配合而设置。即,在此,第1切割辊1210、第2砧辊2120以及图案砧辊3100同步地旋转,图案砧辊3100构成为在外周面的确定的位置吸引并保持中间构件集合体6a、耳挂构件集合体4c。
143.另外,如图14所示,孔3110并非只形成在与被吸引的中间构件集合体6a、耳挂构件集合体4c重叠的位置,而是在宽度方向上(如果是图14则是上下方向),在比配置有中间构件集合体6a、耳挂构件集合体4c的位置更宽的区域形成。通过如此地使孔3110在比配置有中间构件集合体6a、耳挂构件集合体4c的位置更宽的区域形成,能够抑制中间构件集合体6a、耳挂构件集合体4c因空气的流动而卷起的不良情况。
144.接着,返回到制造工序的说明,被图案砧辊3100保持的中间构件集合体6a、耳挂构件集合体4c,通过被电机等未图示的驱动机构驱动的图案砧辊3100的旋转而移动。并且,中间构件集合体6a、耳挂构件集合体4c在图案砧辊3100和与图案砧辊3100同样地通过电机等未图示的驱动机构驱动而旋转的图案辊3200之间通过。此时,在设置在图案辊3200的外周面的密封构件3210(参照图9)与图案砧辊3100之间,将中间构件6的第2接合部14和耳挂构件4的基部42进行接合(步骤s6)。例如,密封构件3210以加热器作为热源,对中间构件6的第2接合部14和耳挂构件4的基部42进行热熔。另外,图案辊3200的旋转动作与图案砧辊3100的旋转动作同步地进行控制,以使密封构件3210在图案砧辊3100的外周面的孔3110与孔3110之间接触(换言之,以使密封构件3210不与图案砧辊3100的外周面的孔3110的部分接触)。
145.被接合装置3000接合的中间构件集合体6a以及耳挂构件集合体4c,如前所述地通过未图示的输送机构向接合装置150输送。
146.(4)特征
147.(4-1)
148.上述实施方式的口罩10用的耳挂构件4的制造方法具备:输送工序(图10的步骤s2)、张力调整工序(图10的步骤s3)和形成工序(图10的步骤s4)。在输送工序中,在高伸缩方向dh(权利要求书中的第1方向)具有高伸缩性的片材u1在高伸缩方向dh作用有张力并且在沿着高伸缩方向dh的输送方向c10被输送。在张力调整工序中,调整被输送的片材u1的张力。在形成工序中,切断调整张力后的片材u1,并形成耳挂构件4。
149.此外,上述实施方式的口罩10用的耳挂构件制造装置1000具备:片材卷120、输送机构1100和形成机构1200。片材卷120中卷绕有在高伸缩方向dh具有高伸缩性的片材u1。输送机构1100在高伸缩方向dh对从片材卷120送出的片材u1作用有张力并且在沿着高伸缩方向dh的输送方向c10上输送片材u1。形成机构1200将输送机构1100输送来的片材u1切断并形成耳挂构件4。输送机构1100具有张力调整机构1150。张力调整机构1150在片材u1的输送方向c10配置在形成机构1200的上游侧,对供给到形成机构1200的片材u1的张力进行调整。
150.在本实施方式的耳挂构件4的制造方法以及耳挂构件制造装置1000中,即使在口罩主体2在低伸缩方向被输送的情况下,也不需要口罩主体2以及耳挂构件4的相对位置的变更工序,能够抑制口罩10的生产效率的降低。
151.此外,在本实施方式的耳挂构件4的制造方法以及耳挂构件制造装置1000中,由于在使张力作用在高伸缩方向dh的状态下输送片材u1,因此即使在高伸缩方向dh输送片材u1,也能够抑制所输送的片材u1的蛇形、位置偏移等。
152.进一步地,在本实施方式的耳挂构件4的制造方法以及耳挂构件制造装置1000中,由于在耳挂构件4形成前进行所输送的片材u1的张力调整,因此能够将因张力而变形的片材u1恢复到适当的尺寸,然后供给到耳挂构件4的形成机构1200。因此,能够高精度地制造规定形状的耳挂构件4。
153.(4-2)
154.在上述实施方式的口罩10用的耳挂构件4的制造方法中,张力调整工序(步骤s3)包括改变片材u1的输送速度的工序。
155.在这种制造方法中,能够容易地调整片材u1的张力。
156.(4-3)
157.在上述实施方式的口罩10用的耳挂构件制造装置1000中,张力调整机构1150包括:作为以第1速度v1输送片材u1的第1输送部的第1夹持辊1160;和作为在输送方向c10配置在比第1夹持辊1160靠下游侧的位置、以与第1速度v1不同的第2速度v2输送片材u1的第2输送部的第2夹持辊1170。
158.在耳挂构件制造装置1000中,能够容易地调整片材u1的张力。
159.特别地,由于第1输送部以及第2输送部分别为夹持辊,因此能够高精度地调整片材u1的张力。
160.但是,第1输送部以及第2输送部并不限定于夹持辊,也可以是能够改变片材u1的输送速度的其他机构。
161.(4-4)
162.在上述实施方式的口罩10用的耳挂构件制造装置1000中,输送机构1100具有在片
材u1的输送方向c10配置在张力调整机构1150的上游的吸附输送机1110、1120。
163.通过在输送机构1100中使用吸附输送机1110、1120,特别地能够在稳定的状态下输送片材u1。
164.(5)变形例
165.以下,说明上述实施方式的变形例。另外,以下的变形例在相互不矛盾的范围内也可以适当组合。
166.(5-1)变形例a
167.上述实施方式说明的口罩用的耳挂构件的制造方法以及耳挂构件制造装置并不限定口罩的种类、形状。
168.例如,在上述实施方式中,口罩10包括口罩主体2、中间构件6以及耳挂构件4这三个构件,但本发明的耳挂构件的制造方法以及耳挂构件制造装置也可以用作不具有中间构件6的口罩用的耳挂构件的制造方法以及耳挂构件制造装置。换言之,本发明的口罩用的耳挂构件的制造方法以及耳挂构件制造装置也可以用在与口罩主体直接接合的耳挂构件的制造。
169.此外,在上述实施方式中,口罩10是褶皱型的口罩,但并不限定于此。利用本发明的制造方法以及制造装置所制造的耳挂构件也可以用于无褶皱型的平坦型口罩、立体型口罩。
170.此外,本发明的耳挂构件的制造方法以及耳挂构件制造装置也可以应用于形状与上述实施方式的说明不同的耳挂构件、耳挂构件集合体的制造。
171.最后,以下对能够从上述实施方式以及其他例(变形例)把握的技术思想进行追述。
172.本发明的第1方面的口罩用耳挂构件的制造方法包括输送工序、张力调整工序和形成工序。在输送工序中,在第1方向对在第1方向具有高伸缩性的片材作用有张力并且在沿着第1方向的输送方向输送该片材。在张力调整工序中,调整被输送的片材的张力。在形成工序中,切断调整张力后的片材,并形成耳挂构件。
173.在本发明的第1方面的口罩用耳挂构件的制造方法中,即使在口罩主体在低伸缩方向被输送的情况下,也不需要口罩主体以及耳挂构件的相对位置的变更工序,能够抑制口罩的生产效率的降低。
174.此外,在本发明的第1方面的口罩用耳挂构件的制造方法中,由于在使张力作用在第1方向的状态下输送片材,因此即使在高伸缩方向输送片材,也能够抑制所输送的片材的蛇形、位置偏移等。
175.进一步地,在本发明的第1方面的口罩用耳挂构件的制造方法中,由于在耳挂构件形成前进行所输送的片材的张力调整,因此能够将因张力而变形的片材恢复到适当的尺寸,然后供给到耳挂构件的形成机构。因此,能够高精度地制造规定形状的耳挂构件。
176.在本发明的第2方面的口罩用耳挂构件的制造方法中,作为第2方面的口罩用耳挂构件的制造方法,张力调整工序包括改变片材的输送速度的工序。
177.在本发明的第2方面的口罩用耳挂构件的制造方法中,能够容易地调整片材的张力。
178.本发明的第3方面的口罩用耳挂构件制造装置具备:片材卷、输送机构和形成机
构。片材卷中卷绕有在第1方向具有高伸缩性的片材。输送机构在第1方向对从片材卷送出的片材作用有张力并且在沿着第1方向的输送方向输送片材。形成机构将输送机构输送来的片材切断并形成耳挂构件。输送机构具有张力调整机构。张力调整机构在片材的输送方向配置在形成机构的上游侧,对供给到形成机构的片材的张力进行调整。
179.在本发明的第3方面的口罩用耳挂构件制造装置中,即使在口罩主体在低伸缩方向被输送的情况下,也不需要口罩主体以及耳挂构件的相对位置的变更工序,能够抑制口罩的生产效率的降低。
180.此外,在本发明的第3方面的口罩用耳挂构件制造装置中,由于在使张力作用在第1方向的状态下输送片材,因此即使在高伸缩方向输送片材,也能够抑制所输送的片材的蛇形、位置偏移等。
181.进一步地,在本发明的第3方面的口罩用耳挂构件制造装置中,由于在耳挂构件形成前进行所输送的片材的张力调整,因此能够将因张力而变形的片材恢复到适当的尺寸,然后供给到耳挂构件的形成机构。因此,能够高精度地制造规定形状的耳挂构件。
182.在本发明的第4方面的口罩用耳挂构件制造装置中,作为第3方面的口罩用耳挂构件制造装置,张力调整机构包括:第1输送部,以第1速度输送片材;第2输送部,在输送方向配置在比第1输送部靠下游侧的位置,以与第1速度不同的第2速度输送片材。
183.在本发明的第4方面的口罩用耳挂构件制造装置中,能够容易地调整片材的张力。
184.在本发明的第5方面的口罩用耳挂构件制造装置中,作为第4方面的口罩用耳挂构件制造装置,第1输送部以及第2输送部分别为夹持辊。
185.在本发明的第5方面的口罩用耳挂构件制造装置中,能够高精度地调整片材的张力。
186.本发明的第6方面的口罩用耳挂构件制造装置中,作为第3方面至第5方面中任一方面的口罩用耳挂构件制造装置,输送机构具有吸附输送机,吸附输送机在片材的输送方向配置在张力调整机构的上游。
187.在本发明的第6方面的口罩用耳挂构件制造装置中,通过在输送机构中使用吸附输送机,特别地能够在稳定的状态下输送片材。
188.符号说明
189.4:耳挂构件;
190.120:片材卷;
191.1000:耳挂构件制造装置;
192.1100:输送机构;
193.1110、1120:吸附输送机;
194.1150:张力调整机构;
195.1160:第1夹持辊(第1输送部);
196.1170:第2夹持辊(第2输送部);
197.1200:形成机构;
198.c10:输送方向;
199.dh:高伸缩方向(第1方向);
200.s2:输送工序;
201.s3:张力调整工序;
202.s4:形成工序;
203.u1:片材。
204.现有技术文献
205.专利文献
206.专利文献1:日本特开2012-217651号公报。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1