带有具有凹槽凸缘的囊的鞋类斯创贝尔及制造方法与流程
带有具有凹槽凸缘的囊的鞋类斯创贝尔及制造方法
1.本技术是申请日为2019年05月31日,申请号为201980034600.0,发明名称为“带有具有凹槽凸缘的囊的鞋类斯创贝尔及制造方法”的申请的分案申请。
2.相关申请的交叉引用
3.本技术要求2018年5月31日提交的美国临时申请第62/678,722号的优先权的权益,该美国临时申请通过引用以其整体并入。
技术领域
4.本教导总体上包括用于鞋类物品的斯创贝尔(strobel,中底布)以及制造鞋类的方法。
5.背景
6.鞋类物品大致包括两个主要元件:鞋面和鞋底结构。鞋底结构被构造成位于穿着者的足部下方,以将足部与地面间隔开。制造鞋类物品的一种方法涉及制楦过程(lasting process)的使用。使鞋面围绕鞋楦收紧,从而将足部的大致形状赋予鞋面内的空腔。
附图说明
7.图1是用于鞋类物品的第一实施方案的斯创贝尔的仰视图的示意性图示。
8.图2是示出了内部焊缝的定向的图1的斯创贝尔的部分局部仰视图的示意性图示。
9.图3是图1的斯创贝尔的俯视图的示意性图示。
10.图4是在图3中的线4-4处截取的图1的斯创贝尔的横截面视图的示意性图示。
11.图5是图1的斯创贝尔的凸缘和以第一布置缝合到凸缘的鞋面的局部横截面视图的示意性图示。
12.图6是图1的斯创贝尔的凸缘和以第二布置缝合到凸缘的鞋面的局部横截面视图的示意性图示。
13.图7是图1的斯创贝尔的凸缘和以第三布置缝合到凸缘的鞋面的局部横截面视图的示意性图示。
14.图8是图1的斯创贝尔的凸缘、覆盖在斯创贝尔上的绷帮部件(lasting component)以及缝合到凸缘和绷帮部件的鞋面的局部横截面视图的示意性图示。
15.图9是图1的斯创贝尔的凸缘、覆盖在凸缘上的绷帮部件以及缝合到凸缘和绷帮部件的鞋面的局部横截面视图的示意性图示。
16.图10是图1的斯创贝尔的凸缘、在斯创贝尔之下的绷帮部件以及缝合到凸缘和绷帮部件的鞋面的局部横截面视图的示意性图示。
17.图11是图1的斯创贝尔的凸缘、覆盖在斯创贝尔上的第一绷帮部件、在斯创贝尔之下的第二绷帮部件以及缝合到凸缘和第一绷帮部件和第二绷帮部件的鞋面的局部横截面视图的示意性图示。
18.图12是包括图1的聚合物囊和缝合到聚合物囊的周边凸缘的绷帮部件的斯创贝尔的仰视图的示意性图示。
19.图13是图12的聚合物囊的仰视图的示意性图示。
20.图14是图12的绷帮部件的仰视图的示意性图示。
21.图15是包括聚合物囊和缝合到聚合物囊的绷帮部件的斯创贝尔的仰视图的示意性图示。
22.图16是图15的聚合物囊的仰视图的示意性图示。
23.图17是图15的绷帮部件的仰视图的示意性图示。
24.图18是包括聚合物囊和缝合到聚合物囊的绷帮部件的斯创贝尔的仰视图的示意性图示。
25.图19是图18的聚合物囊的仰视图的示意性图示。
26.图20是图18的绷帮部件的仰视图的示意性图示。
27.图21是包括聚合物囊和缝合到聚合物囊的绷帮部件的斯创贝尔的仰视图的示意性图示。
28.图22是图21的聚合物囊的仰视图的示意性图示。
29.图23是图21的绷帮部件的仰视图的示意性图示。
30.图24是包括聚合物囊和缝合到聚合物囊的绷帮部件的斯创贝尔的仰视图的示意性图示。
31.图25是包括聚合物囊和缝合到聚合物囊的绷帮部件的斯创贝尔的仰视图的示意性图示。
32.图26是包括聚合物囊和缝合到聚合物囊的绷帮部件的斯创贝尔的仰视图的示意性图示。
33.图27是包括聚合物囊和缝合到聚合物囊的绷帮部件的斯创贝尔的仰视图的示意性图示。
34.图28是包括聚合物囊和缝合到聚合物囊的绷帮部件的斯创贝尔的仰视图的示意性图示。
35.图29是包括聚合物囊和缝合到聚合物囊的绷帮部件的斯创贝尔的仰视图的示意性图示。
36.图30是在图3中的线30-30处截取的图3的斯创贝尔的凸缘的近视横截面视图的示意性图示。
37.图31是用于鞋类物品的可替代实施方案的斯创贝尔的可替代实施方案的一部分的近视横截面视图的示意性图示。
38.图32是用于鞋类物品的可替代实施方案的斯创贝尔的可替代实施方案的仰视图的示意性图示。
39.图33是图5的鞋面和斯创贝尔的仰视图的示意性图示。
40.图34是鞋类物品的示意性横截面视图,该鞋类物品包括图33的鞋面和斯创贝尔,该鞋面和斯创贝尔在图33中的线34-34处截取、相对于图33倒置并且具有固定到其的鞋底夹层。
41.图35是处于动态压缩加载下的图34的鞋面和斯创贝尔的示意性横截面视图。
42.图36是包括覆盖斯创贝尔的添加层的图34的鞋类物品的示意性横截面视图。
43.图37是聚合物囊的仰视图的示意性图示。
44.图38是聚合物囊的仰视图的示意性图示。
45.图39是图1的斯创贝尔和具有可对准定位特征的鞋楦的仰视图的示意性图示。
46.图40是图1的斯创贝尔和具有可替代的可对准定位特征的鞋楦的仰视图的示意性图示。
47.图41是图1的斯创贝尔的聚合物片材和工具组件(tooling assembly)的分解视图的示意性图示。
48.图42是图41的工具组件的一部分的示意性透视图。
49.图43是图41的工具组件的另一部分的示意性透视图。
50.图44是可替代工具组件的分解视图的示意性图示。
51.图45是图44的工具组件的透视图的示意性图示,其中工具组件处于打开位置。
52.图46是图5的斯创贝尔和鞋面在斯创贝尔被缝合到鞋面之前并且斯创贝尔处于未充注状态(uninflated state)的分解视图的示意性透视图。
53.图47是图5的斯创贝尔和鞋面的示意性透视图,其中斯创贝尔缝合到鞋面并且斯创贝尔处于未充注状态。
54.图48是图47的斯创贝尔和鞋面在斯创贝尔的充注期间的示意性图示。
55.图49是朝向鞋类的鞋楦移动的图48的斯创贝尔和鞋面的示意性图示。
56.图50是鞋类的鞋楦上的图49的斯创贝尔和鞋面的示意性图示,并且其中图34的鞋底夹层朝向斯创贝尔移动以用于固定到斯创贝尔和鞋面。
57.图51是制造鞋类的方法的流程图。
58.描述
59.一些鞋类包括固定到鞋面的下周界的斯创贝尔。传统上,斯创贝尔是一种相对无弹性的纺织品材料(textile material)。本文公开的斯创贝尔包括具有密封的流体填充室的囊,并且可以提供比传统材料和构造的斯创贝尔更大的舒适性、回弹性和能量返回。被构造为囊的斯创贝尔可以是聚合物材料,该聚合物材料可能感觉有点滑和/或可能没有传统斯创贝尔材料那么柔性,使得其在制造过程期间更难以抓握。因此,可能难以在足够短的时间段内将斯创贝尔精确地缝合到鞋面,而在足够短的时间段内将斯创贝尔精确地缝合到鞋面在大规模生产期间可能是需要的。此外,鞋底组件的期望总高度通常以预定高度为目标,并且当在组装之前储存时或者当在组装期间加热时,充注的流体填充囊可能倾向于相对于它们的初始高度膨胀,使得鞋底组件高度的控制更加困难。
60.如所公开的且如本文所构造的斯创贝尔、鞋类物品和制造鞋类的方法解决了这些问题,同时提供了具有流体填充囊的斯创贝尔的益处。
61.更具体地,一种鞋类物品包括斯创贝尔,该斯创贝尔包括聚合物囊,该聚合物囊界定内腔并被构造成将流体保持在内腔中。聚合物囊可以具有围绕内腔的周界的至少一部分延伸的周边凸缘。周边凸缘可以界定沿着周边凸缘延伸的凹槽。该凹槽可以用作用于操作者或用于机器(包括机器人机器)在将斯创贝尔缝合或以其他方式固定到鞋面时所遵循的引导路径。
62.在一种或更多种实施方案中,聚合物囊可以包括第一聚合物片材和第二聚合物片材。第一聚合物片材可以在周边凸缘处结合到第二聚合物片材。第一聚合物片材可以在多个内部焊缝处连结到第二聚合物片材,多个内部焊缝中的每一个仅部分地延伸跨过内腔。
例如,内部焊缝可以通过焊接过程形成,这种焊接过程诸如使用工具的射频或超声波焊接,该工具通过将片材彼此热结合而产生焊缝。可替代地,内部焊缝可以通过以产生内部焊缝的图案将防焊材料(anti-weld material)施加到第一聚合物片材和第二聚合物片材的接触表面(例如,内表面)而形成。例如,防焊材料可以丝网印刷在片材上。
63.在一种或更多种实施方案中,内部焊缝可以以行和列的图案布置,其中行沿斯创贝尔的纵向方向间隔开并且列沿斯创贝尔的横向方向间隔开。任意两个连续行的内部焊缝可以彼此偏移并且交替行的内部焊缝可以彼此对准。另外,任意两个连续列的内部焊缝可以彼此偏移并且交替列的内部焊缝可以彼此对准。内部焊缝可以布置成界定等边三角形。更具体地,在所述行中的一行中(因此在交替的列中)的任意两个相邻内部焊缝和在所述行中的连续一行中的并且在两个相邻内部焊缝之间的列中的内部焊缝可以被定位成界定等边三角形的角。此外,至少大部分内部焊缝可以是圆形的并且可以具有相等的直径。
64.通过将内部焊缝以偏移的行和偏移的列放置来界定所描述的等边三角形,并且通过提供相等尺寸(例如,相等直径)的内部焊缝,聚合物囊当处于充注状态(inflated state)时可以更接近地实现期望的几何形状。例如,对于给定的内部焊缝的直径,内部焊缝的这种布局可以实现充注的聚合物囊的最低高度。此外,聚合物囊当被充注时可能不太可能绕纵向轴线或横相轴线扭曲,因为内腔中的流体对聚合物囊的内表面的内力可以更均匀地分布。总体来说,与较少数量的较大内部焊缝相比,较多数量的较小内部焊缝可以提供对充注的斯创贝尔的高度的更好控制。
65.在一种或更多种实施方案中,周边凸缘具有第一焊缝和与第一焊缝间隔开的第二焊缝。第一焊缝和第二焊缝沿着周边凸缘纵长地(lengthwise)延伸。凹槽可以在第一焊缝和第二焊缝之间沿着周边凸缘纵长地延伸。第一焊缝可以在凹槽的内侧。第二焊缝可以在凹槽的外侧。
66.在一些实施方案中,凹槽在聚合物囊的面向足部的侧(近侧面(proximal side))上,在其他实施方案中,凹槽在聚合物囊的面向地面的侧(远侧面(distal side))上,并且在还有的其他实施方案中,面向足部的侧和面向地面的侧都具有这样的凹槽。这帮助实现将聚合物囊用于被构造成用于右足的鞋类物品,并且可替代地,也用于被构造成用于左足的鞋类物品。换句话说,斯创贝尔可以固定到被构造成用于右足鞋类物品的鞋面,或者可以翻转以用于固定到被构造成用于左足鞋类物品的鞋面。在任一种情况下,两个凹槽中的一个将在两种情况下相对于鞋面处于相同的位置(例如,向外设置(远离鞋面设置)),以用作用于缝合的引导件。聚合物片材可以是透明的,在这种情况下,凹槽在斯创贝尔的远侧面处将可见,并且即使是在凹槽仅设置在斯创贝尔的近侧面上的实施方案中也用作用于缝合的引导路径。
67.在一种或更多种实施方案中,周边凸缘可以包括在第一焊缝和凹槽之间在周边凸缘的外表面处突出的第一脊状部。周边凸缘可以包括在第二焊缝和凹槽之间在周边凸缘的外表面处突出的第二脊状部。这些脊状部可能是由于被第一焊缝和第二焊缝移位的聚合物囊的材料而造成的。这些脊状部帮助界定凹槽的侧面。
68.在一种或更多种实施方案中,聚合物囊可以具有定位特征,该定位特征是周边凸缘的外边缘中的凹口、周边凸缘的外边缘处的突起、聚合物囊中的孔或聚合物囊上的标记中的至少一种。例如,第一孔可以延伸穿过内部焊缝中的一个,并且第二孔可以延伸穿过内
部焊缝中的另一个。定位特征或多个定位特征可以用于与鞋面和/或鞋类鞋楦精确对准,如本文所描述的。
69.鞋类物品还可以包括鞋面,并且斯创贝尔可以固定到鞋面。在一个示例中,斯创贝尔可以通过在凹槽中延伸穿过周边凸缘的一系列线迹而固定到鞋面。该系列线迹可以进一步围绕周边凸缘的外边缘延伸。
70.在本公开的范围内,鞋类物品还可以包括设置在凸缘处的绷帮部件,使得该系列线迹进一步延伸穿过绷帮部件。在一种或更多种实施方案中,聚合物囊和绷帮部件各自设置在鞋类物品的鞋前部区域、鞋中部区域和鞋跟区域中的至少一个不同的区域中,绷帮部件通过横向地延伸跨过聚合物囊和绷帮部件的第一系列线迹被固定到聚合物囊,并且绷帮部件和聚合物囊通过延伸穿过绷帮部件并在聚合物囊的凹槽中延伸穿过聚合物囊的第二系列线迹被固定到鞋面。
71.在一种或更多种实施方案中,绷帮部件通过延伸穿过绷帮部件并在凹槽中延伸穿过周边凸缘的一系列线迹在凹槽处被固定到周边凸缘。
72.在一种或更多种实施方案中,该系列线迹是第一系列线迹,并且绷帮部件在延伸穿过绷帮部件和鞋面的第二系列线迹处被固定到鞋面。第二系列线迹可以仅延伸穿过鞋面和绷帮部件。可替代地,第二系列线迹可以进一步在凹槽中延伸穿过周边凸缘。
73.鞋底夹层可以固定到鞋面或聚合物囊中的至少一个。例如,在将鞋楦放置在鞋面中之后(例如,将具有固定到其的斯创贝尔的鞋面放置在鞋楦上),鞋底夹层可以固定到鞋面或聚合物囊中的至少一个,诸如固定到鞋面的下周界和聚合物囊的远侧表面。在一些实施方案中,鞋类物品可以包括覆盖聚合物囊的近侧表面并在周边凸缘处固定到聚合物囊的保护覆盖层。保护覆盖层可以保护囊免受剪切力和尖锐物体的影响。
74.一种制造鞋类的方法可以包括通过将第一聚合物片材和第二聚合物片材彼此焊接以界定聚合物囊来形成斯创贝尔,该聚合物囊具有内腔并且被构造成将流体保持在内腔中。周边凸缘可以围绕内腔的周界的至少一部分延伸。可以在周边凸缘处进行焊接,并且周边凸缘可以界定沿着周边凸缘延伸的凹槽。
75.将第一聚合物片材和第二聚合物片材彼此焊接可以包括焊接多个内部焊缝,多个内部焊缝中的每一个仅部分地延伸跨过内腔。内部焊缝可以以如以上所描述的行和列的图案布置,可以界定所描述的等边三角形,并且可以具有相等的直径。
76.根据该方法制造的斯创贝尔可以是对应于第一鞋类尺寸的第一斯创贝尔,并且该方法还可以包括通过将相同或不同的片材彼此焊接以界定聚合物囊来制造对应于大于第一鞋类尺寸的第二鞋类尺寸的第二斯创贝尔,该聚合物囊具有内腔并且被构造成将流体保持在内腔中,并且还具有围绕内腔的周界的至少一部分延伸的周边凸缘,该周边凸缘界定沿着周边凸缘延伸的凹槽。将相同或不同的片材彼此焊接可以包括焊接内部焊缝,该内部焊缝包括与第一斯创贝尔上相同的行和列的图案,并且具有至少一个附加行和/或列。附加行或列可以包括一个或更多个内部焊缝。
77.将第一聚合物片材和第二聚合物片材彼此焊接可以包括焊接第一焊缝和第二焊缝,该第一焊缝和第二焊缝彼此间隔开并且沿着周边凸缘纵长地延伸,其中凹槽在第一焊缝和第二焊缝之间沿着周边凸缘纵长地延伸。例如,第一焊缝和第二焊缝可以经由相同的焊接工具同时提供。可替代地,第一焊缝和第二焊缝可以通过不同的工具连续提供。在其他
实施方案中,第一焊缝和第二焊缝可以通过在将形成第一焊缝w1和第二焊缝w2的区域周围而不是在该区域处,将防焊材料施加到第一片材和第二片材的界面表面(interfacing surfaces)来提供。
78.该制造方法还可以包括在斯创贝尔上提供定位特征,其中定位特征是周边凸缘的外边缘中的凹口、周边凸缘的外表面处的突起、聚合物囊中的孔或聚合物囊上的标记中的至少一种。
79.一种制造鞋类的方法可以包括将斯创贝尔固定到鞋面,诸如通过沿着斯创贝尔的周边凸缘中的凹槽将斯创贝尔缝合到鞋面使得一系列线迹在凹槽处延伸穿过周边凸缘来完成。斯创贝尔可以包括聚合物囊,该聚合物囊界定内腔并且被构造成将流体保持在内腔中,并且周边凸缘可以围绕内腔的周界的至少一部分延伸。在一种或更多种实施方案中,该方法可以包括在将斯创贝尔缝合到鞋面之前在凸缘处设置绷帮部件,当斯创贝尔被缝合到鞋面时,该系列线迹进一步延伸穿过绷帮部件。
80.在一种或更多种实施方案中,制造鞋类的方法开始于已经形成的斯创贝尔。在其他实施方案中,制造鞋类的方法还包括通过将第一聚合物片材和第二聚合物片材彼此焊接以界定具有凹槽的周边凸缘并界定多个内部焊缝来形成斯创贝尔,其中多个内部焊缝中的每一个仅部分地延伸跨过内腔。内部焊缝可以以如上所描述的行和列的图案布置以界定等边三角形,并且可以具有相等的直径。
81.根据该制造方法制造的斯创贝尔可以是对应于第一鞋类尺寸的第一斯创贝尔,并且该制造鞋类的方法还可以包括通过将相同或不同的片材彼此焊接以界定具有内腔的聚合物囊来制造对应于大于第一鞋类尺寸的第二鞋类尺寸的第二斯创贝尔,该聚合物囊被构造成将流体保持在内腔中,并且该聚合物囊具有围绕内腔的周界的至少一部分延伸的周边凸缘,该周边凸缘界定沿着周边凸缘延伸的凹槽。将相同或不同的片材彼此焊接可以包括以与第一斯创贝尔上一样的行和列的图案与至少一个附加行和/或列焊接内部焊缝。换句话说,对于第一鞋类尺寸的斯创贝尔和第二鞋类尺寸的斯创贝尔,大部分焊缝图案是相同的。对于较大的第二鞋类尺寸的斯创贝尔,还包括附加的内部焊缝。
82.制造鞋类的方法还可以包括将具有缝合到其的斯创贝尔的鞋面放置在鞋楦上(例如,将鞋楦插入鞋面中)。将具有缝合或以其他方式固定到其的斯创贝尔的鞋面放置在鞋楦上可以包括将斯创贝尔上的定位特征与鞋楦上的定位特征对准。斯创贝尔上的定位特征可以是周边凸缘的外边缘中的凹口、来自周边凸缘的外边缘的突起、聚合物囊中的孔(诸如穿过内部焊缝中的一个)或聚合物囊上的标记中的至少一种。制造鞋类的方法还可以包括在鞋面和斯创贝尔位于鞋楦上时将鞋底夹层固定到鞋面或斯创贝尔中的至少一个。
83.当斯创贝尔缝合到鞋面时,聚合物囊可以处于未充注状态,并且制造鞋类的方法还可以包括在斯创贝尔缝合到鞋面之后对聚合物囊进行充注,并且然后在对内腔进行充注之后密封内腔。将具有缝合到其的斯创贝尔的鞋面放置在鞋楦上可以是在对聚合物囊进行充注并密封内腔之后。在其他实施方案中,在将斯创贝尔缝合到鞋面之前和/或在将具有缝合到其的斯创贝尔的鞋面放置在鞋楦上之前,斯创贝尔可以被充注。
84.当结合附图理解时,根据下面的实施本教导的模式的详细描述,本教导的以上特征和优点以及其它特征和优点将变得明显。
85.参考附图,其中在全部视图中相同的参考数字指代相同的部件,图1-图3示出了用
于鞋类物品12的斯创贝尔10,鞋类物品12包括鞋面14,例如在图34中示出的。斯创贝尔10包括聚合物囊16,该聚合物囊16界定内腔18并被构造成将流体保持在内腔中。聚合物囊16具有围绕内腔18的周界21的至少一部分延伸的周边凸缘20。在所示出的实施方案中,周边凸缘20大致在斯创贝尔10的x-y平面中围绕整个周界21(例如,向外包围内腔18)延伸。x-y平面是穿过斯创贝尔10的宽度和长度的平面,诸如图1的平面,并且z平面是穿过从斯创贝尔10的近侧表面24到斯创贝尔10的远侧表面26的斯创贝尔10的高度的平面,诸如图4中的。斯创贝尔10是具有鞋前部区域25、鞋中部区域27和鞋跟区域29的全长度斯创贝尔。在本公开范围内的其他实施方案中,斯创贝尔可以仅在这些区域中的一个或两个上延伸,诸如仅在鞋跟区域29中、仅在鞋前部区域25中、在鞋前部区域25和鞋中部区域27两者中但不在任何鞋跟区域29中或不在所有鞋跟区域29中、或者在鞋跟区域27和鞋中部区域29两者中但不在任何鞋前部区域25中或不在所有鞋前部区域25中延伸。周边凸缘20围绕斯创贝尔10的鞋前部区域25、鞋中部区域27和鞋跟区域29延伸。
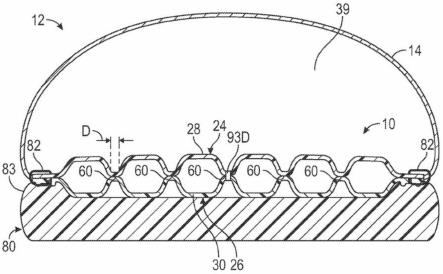
86.周边凸缘20界定沿着周边凸缘20延伸的凹槽22。如在本文进一步讨论的,凹槽22用作用于操作者或用于机器(包括机器人机器)在将斯创贝尔10缝合或以其他方式固定到鞋面14时所遵循的引导路径。如图34中示出的,当斯创贝尔10在其周边凸缘20处固定到鞋面14时,斯创贝尔10和鞋面14一起界定足部接纳腔39。由足部接纳腔39中的足部对鞋底结构80的动态压缩加载(如由图35中的力fc所表示的)可以在斯创贝尔10中在周边凸缘20周围沿向外的方向产生张力(如由向外的力fo所表示的),从而当张力随后被释放时产生类似蹦床的效果。
87.参考图4,聚合物囊16包括第一聚合物片材28和第二聚合物片材30。第一聚合物片材28在周边凸缘20处固定到第二聚合物片材30,以封闭内腔18。换句话说,当片材28、30在周边凸缘20处固定在一起并且聚合物囊16被密封时,第一聚合物片材28和第二聚合物片材30将流体保持在内腔18中。如本文所用的,填充内腔18的“流体”可以是气体,诸如空气、氮气、另外的气体或其组合。
88.第一聚合物片材28和第二聚合物片材30可以是可以回弹性地保持流体(诸如氮气、空气或另外的气体)的多种聚合物材料。用于第一聚合物片材28和第二聚合物片材30的聚合物材料的示例包括热塑性氨基甲酸乙酯(thermoplastic urethane)、聚氨酯、聚酯、聚酯聚氨酯和聚醚聚氨酯。此外,第一聚合物片材28和第二聚合物片材30可以各自由包括聚合物材料的不同材料的层形成。在一种实施方案中,第一聚合物片材28和第二聚合物片材30中的每一个由具有一个或更多个热塑性聚氨酯层的薄膜形成,该热塑性聚氨酯层具有对包含在其中的加压流体不可渗透的乙烯和乙烯醇的共聚物(evoh)的一个或更多个屏障层,诸如包括气体屏障材料和弹性体材料的交替层的柔性的微层膜(microlayer membrane),如在bonk等人的美国专利第6,082,025号和第6,127,026号中所公开的,这两个美国专利通过引用以其整体并入。可替代地,层可以包括乙烯-乙烯醇共聚物、热塑性聚氨酯以及乙烯-乙烯醇共聚物和热塑性聚氨酯的再研磨材料。rudy的美国专利第4,183,156号和第4,219,945号中公开了用于第一聚合物片材28和第二聚合物片材30的额外的合适的材料,该两个美国专利通过引用以其整体并入。用于第一聚合物片材28和第二聚合物片材30的另外的合适的材料包括含有晶体材料的热塑性膜(如在rudy的美国专利第4,936,029号和第5,042,176号中所公开的),以及包括聚酯多元醇的聚氨酯(如在bonk等人的美国专利第6,013,340
号、第6,203,868号和第6,321,465号中所公开的),上述美国专利通过引用以其整体并入。在选择用于斯创贝尔10的材料时,可以考虑工程性质,诸如承拉强度、拉伸性质、疲劳特性、动态模量和损耗正切。例如,可以选择用于形成囊的第一聚合物片材28和第二聚合物片材30的厚度来提供这些特性。
89.参考图4和图30,周边凸缘20具有第一焊缝w1和与第一焊缝w1间隔开的第二焊缝w2。第一聚合物片材28和第二聚合物片材30在焊缝w1、w2处在界面32处彼此结合。片材28、30可以在界面32的在焊缝w1、w2之间的部分处彼此结合或可以不结合。焊缝w1和w2通过使用类似于图42-图43的工具组件或图44-图45的工具组件的工具组件形成。例如,工具组件可以包括第一模具部分34a和第二模具部分34b,如图42-图43中示出和描述的。模具部分34a、34b在聚合物片材28、30上闭合在一起,并且然后可以随着电源36供应产生交变电场的能量而通过射频焊接(也称为高频或介电焊接)来焊接聚合物片材28、30,该交变电场在模具部分34a、34b接触聚合物片材28、30的位置处加热聚合物片材28、30。可替代地,片材28、30可以通过另外的热结合或粘合剂结合方式彼此固定。
90.第一焊缝w1和第二焊缝w2沿着周边凸缘20纵长地延伸。如图1中最佳示出的,第一焊缝w1和第二焊缝w2沿着整个周边凸缘20连续延伸,以完全包围(即环绕)内腔18。凹槽22在第一焊缝w1和第二焊缝w2之间沿着周边凸缘20纵长地延伸。第一焊缝w1在凹槽22的内侧,并且第二焊缝w2在凹槽22的外侧,其中内侧(inward)朝向斯创贝尔10的中心并且外侧(outward)远离斯创贝尔10的中心。
91.工具组件在焊缝w1和w2处的加热和压力可以使第二聚合物片材30的一些材料移位,使得周边凸缘20可以包括在第一焊缝w1和凹槽22之间在周边凸缘20的外表面(例如远侧表面26)处突出的第一脊状部38,以及在第二焊缝w2和凹槽22之间在周边凸缘20的远侧表面26处突出的第二脊状部40。脊状部38、40帮助界定凹槽22的侧面。
92.在一些实施方案中,诸如在图30中,凹槽22位于远侧表面26中,当斯创贝尔10固定到鞋面14时,该远侧表面26是聚合物囊16的面向地面的侧。在其他实施方案中,凹槽22可以位于近侧面(近侧表面24)上,当斯创贝尔10固定到鞋面14时,该近侧面是聚合物囊16的面向足部的侧。因为聚合物片材28、30可以是透明的,所以在凹槽22仅设置在近侧面上的实施方案中,凹槽22将在远侧面处通过周边凸缘20可见。另外,如果用作用于被构造成用于左足的鞋类物品的斯创贝尔,图1的斯创贝尔10在近侧面上具有凹槽22,并且如果用作用于被构造成用于右足的鞋类物品的斯创贝尔,图1的斯创贝尔10在远侧面上具有凹槽。在还有的其他实施方案中,远侧表面26和近侧表面24都具有这样的凹槽22,如图31的凸缘20a上示出的。为周边凸缘20a的两个侧面提供凹槽22帮助实现将聚合物囊16用于被构造成用于右足的鞋类物品,并且可替代地,还用于被构造成用于左足的鞋类物品。换句话说,具有周边凸缘20a的斯创贝尔10可以固定到被构造成用于右足鞋类物品的鞋面14,或者可以翻转以用于固定到被构造成用于左足鞋类物品的鞋面14。在任一种情况下,两个凹槽22中的一个将在两种情况下相对于鞋面处于相同的位置(例如,向外设置(远离鞋面设置)),以用作用于缝合的引导件。在仅在周边凸缘20的侧面中的一个上具有凹槽22的实施方案中,因为聚合物片材28、30可以是透明的,所以即使在凹槽22仅设置在近侧面上的实施方案中,凹槽22也在远侧面处可见。
93.参考图4,第一聚合物片材28的内表面52在多个内部焊缝60处连结到第二聚合物
片材30的内表面54,多个内部焊缝60中的每一个在内腔18的周界21的内部,并且仅部分地延伸跨过内腔18。例如,内部焊缝60可以通过焊接过程形成,该焊接过程诸如使用工具的射频或超声波焊接,该工具通过聚合物囊16的热结合而产生焊缝。参考图20,每个内部焊缝60由相应的一对突起产生,该对突起包括模具部分34a或其模具插入件34c的突起72a中的一个,以及模具部分34b或其模具插入件34d的突起72b中的一个。突起72a、72b也可以被称为焊接柱(weld post)。模具插入件34c、34d也可以被称为衬垫(shim)。利用包括突起72a、72b的模具插入件34c、34d实现了当需要不同图案的内部焊缝时将插入件转换成具有不同突起图案的插入件。可替代地,突起72a、72b可以分别与模具部分34a、34b成一体,而不是设置在可移除的模具插入件上。
94.在焊接期间,聚合物片材28、30在每对突起72a、72b之间彼此接触,并且在它们接触的地方产生内部焊缝60。在将聚合物片材28、30放置在模具部分34a、34b之间和模具插入件34c、34d之间之前,可以将防焊材料放置在内部表面52、54的不需要焊缝的所有部分上,以便确保获得期望的焊缝图案。
95.在一些实施方案中,不使用工具组件或射频焊接来产生在周边凸缘处的焊缝w1和w2和内部焊缝处(例如,不使用模具部分),因为只使用防焊材料就足以实现焊缝w1和w2以及期望的内部焊缝60的图案。例如,可以在第一聚合物片材28的内表面和第二聚合物片材30的内表面中的一个或两个上印刷或以其他方式设置防焊材料(也称为阻断剂油墨(blocker ink))。片材28、30然后可以被放置在均匀的压机中并且将在未设置防焊材料的界面表面(例如,内表面)的所有部分处彼此结合。
96.内部焊缝60将第一聚合物片材28和第二聚合物片材30的分离限制在图4中示出的分离位置,图4描绘了具有内腔18的斯创贝尔10,该内腔18在内腔18中的气体的给定充注压力下被充注和密封,使得斯创贝尔10处于充注状态。然而,应当理解,在斯创贝尔10(或本文所描述的任何其它斯创贝尔)的制造方法200的一些实施方案中,斯创贝尔10(例如,囊16)直到其被固定到鞋面14之后才被充注和密封。在方法200的其他实施方案中,斯创贝尔10可以在其被固定到鞋面14之前被充注和密封。由于内腔18中的加压气体,第一聚合物片材28的内表面52和第二聚合物片材30的内表面54上的向外的力在内部焊缝60周围在聚合物片材28、30上施加张力,并且内部焊缝60防止聚合物片材28、30进一步远离彼此向外移动。当压力被施加在斯创贝尔10上(诸如当在跑步或其他移动期间鞋类12碰撞地面时由于穿着者的动态载荷的压缩力fc所导致的)时,如图35中示出的,斯创贝尔10被压缩,并且聚合物片材28、30与第一聚合物片材28和第二聚合物片材30上的载荷成比例地移动成更靠近在一起。
97.突起72a和72b以彼此镜像的图案布置,使得当在本文公开的制造方法200的部分200a期间突起72a接触第一聚合物片材28并且突起72b接触第二聚合物片材30时,突起72a、72b的组对准,从而将聚合物片材28、30在它们之间压在一起。图42和图43以产生图1-图3中示出的内部焊缝60的结合图案的图案示意性地描绘了代表性突起72a、72b。
98.当内腔18被充注时,内部焊缝60在第一聚合物片材28的近侧表面24(即,外表面)处和第二聚合物片材30的远侧表面26(即,外表面)处产生凹坑(dimple)61,如图4中指示的。换句话说,第一聚合物片材28的近侧表面24在内部焊缝60中的任何一个处是非平面的,并且第二聚合物片材30的远侧表面26在内部焊缝中的任何一个处是非平面的。例如,图1、
图2和图32中的内部焊缝60中的每一个周围的虚线表示凹坑61,其中相应的聚合物片材28、30沿着大致环形表面相对于内部焊缝60向内弯曲。在附图中,只有内部焊缝60中的一些和凹坑61中的一些用参考数字标出。
99.内腔18中的气体可以围绕每个内部焊缝60流体地连通。换句话说,内部焊缝60不会在内腔18中产生子室。当压缩力fc被施加到斯创贝尔10时,诸如在图35中的鞋类物品12与地面g的碰撞期间,这允许气体在内腔18中围绕内部焊缝60移位。例如,在足部撞击(foot strike)期间,当足部从脚跟到脚趾向前滚动时,气体可以从斯创贝尔10中的后部移位到斯创贝尔10中更向前的部分。因此,由内腔18中的流体提供的支撑性缓冲可以在斯创贝尔10的使用期间在最需要的区域中被提供。
100.如图1最佳中示出的,由于在图42-图43中示出的突起72a、72b的圆形接触表面63,内部焊缝60中的每一个具有圆直径d。由焊接过程赋予的能量在接触表面63的圆形区域上输送到聚合物片材28、30,从而产生圆形焊缝60。在仅使用防焊材料而没有具有突起的工具组件的实施方案中,防焊材料被印刷以留下未覆盖的圆形区域,从而产生圆形焊缝。如所示出的,内部焊缝60中的每一个的直径d是相等的。在其它实施方案中,至少大部分(即,大于或等于一半)圆形焊缝60具有相等的直径d。在其它实施方案中,内部焊缝60可以具有不同于圆形的形状,诸如椭圆形、正方形等。
101.参考图1,内部焊缝60以行和列的图案布置。在所示出的斯创贝尔10的实施方案中,存在标记为r1、r2、r3、r4、r5、r6、r7、r8、r9、r10、r11、r12、r13、r14、r15、r16、r17、r18、r19、r20、r21和r22的二十二行。一行中的内部焊缝60中的每一个的中心c沿着代表该行的位置的公共线落下。这些行都彼此平行。存在标记为c1、c2、c3、c4、c5、c6、c7、c8、c9、c10和c11的十一列。这些列都彼此平行。一列中的内部焊缝60中的每一个的中心沿着代表该列的位置的公共线落下。这些行在斯创贝尔10的纵向方向上从第一行r1到第二十二行r14间隔开。纵向方向是从斯创贝尔10的最后部的延伸部37到斯创贝尔10的最前部的延伸部35的方向。这些列在斯创贝尔10的横向方向上从第一列c1到第十一列c11间隔开。列间隔的横向方向是从外侧面33到内侧面31的方向。
102.内部焊缝60的图案使得所述行中的任意两个连续行的内部焊缝60彼此偏移并且所述行中的交替行的内部焊缝彼此对准。例如,奇数行r1、r3、r5、r7、r9、r11、r13、r15、r17、r19和r21的内部焊缝60彼此对准。偶数行r2、r4、r6、r8、r10、r12和r14的内部焊缝60彼此对准。然而,奇数行的内部焊缝60与偶数行的内部焊缝60偏移。
103.另外,内部焊缝60的图案使得任意两个连续列的内部焊缝60彼此偏移并且交替列的内部焊缝60彼此对准。例如,奇数列c1、c3、c5、c7、c9和c11的内部焊缝60彼此对准。偶数列c2、c4、c6、c8和c10的内部焊缝60彼此对准。然而,奇数列的内部焊缝60与偶数列的内部焊缝60偏移。
104.利用这种偏移的行和列的图案,内部焊缝60可以是圆形的,具有相等的直径d,并且被布置成界定等边三角形。如图3中图示的,所述行中的一行中的任意两个相邻内部焊缝的中心c(如由行r3的内部焊缝60所描绘的,其在交替列c1、c3中)和所述行中的连续一行r2中的并且在行r3的两个相邻内部焊缝之间的列c2中的内部焊缝60的中心c被定位成界定等边三角形的角。
105.通过将内部焊缝60放置在偏移的行和偏移的列中以界定所描述的等边三角形,并
且通过提供相等直径d的内部焊缝,对于给定的内部焊缝60的直径d和数量,可以实现充注的聚合物囊在z方向上的最低高度。此外,当被充注时,聚合物囊16可能不太可能绕穿过囊16的纵向轴线或横向轴线扭曲,因为内腔18中的流体对聚合物囊16的内表面的内力可以更均匀地分布。总体来说,与较少数量的较大内部焊缝相比,较多数量的较小内部焊缝可以提供对充注的斯创贝尔的高度的更好控制。
106.内部焊缝60的直径和内部焊缝60的中心c之间的距离d1决定了形成等边三角形的内部焊缝60之间的空间的直径d2,其又与在z方向上在外表面24和外表面26之间的最大高度成正比。图20-图21中的每个突起72a、72b的接触表面63的面积等于每个内部焊缝60的面积。对于所示出的圆形接触表面63,接触表面63的直径等于内部焊缝60的直径。在一个示例中,每个突起72a或72b(或图45中的每个突起172a或172b)的接触表面63的直径和每个内部焊缝60的直径可以从大约0.1英寸(in.)(2.54毫米(mm))至大约0.3in.(7.6mm),或者可以从大约0.14in.(3.56mm)至大约0.23in.(5.84mm)。例如,每个内部焊缝60可以具有0.1875in.(4.762mm)的直径。在另一个示例中,每个内部焊缝60可以具有大约0.2500in的直径。
107.在一个示例中,如图3中示出的,形成等边三角形的任何内部焊缝60的中心之间的距离d1可以从大约0.4in.(10.1mm)至大约0.8in.(20.3mm),或者可以从大约0.46in.(11.68mm)至大约0.77in.(19.56mm)。在一个示例中,距离d1可以是0.6125in.(15.557mm)。在另一个示例中,距离d1可以是0.667英寸。因此,形成焊缝60的两个相邻突起72a或72b的中心间隔对应的距离。
108.在一个示例中,如图3中示出的,形成等边三角形的三个内部焊缝60之间的圆形空间(即,与三个内部焊缝60中的每一个相切的圆)可以具有从大约0.3in.(7.62mm)至大约0.7in.(17.8mm)的直径d2,并且可以是从大约0.39in.(9.91mm)至大约0.65in.(16.51mm)。在一个示例中,直径d2可以是0.520in.(13.20mm)。在示例中,每个内部焊缝60可以具有0.1875in.的直径,中心c之间的距离d1可以是0.6125in.,并且直径d2可以是0.520in.。在另一个示例中,每个内部焊缝60可以具有0.2500in.的直径,中心c之间的距离d1可以是0.667in.,并且直径d2可以是0.520in.。因此,被布置成形成等边三角形的突起72a或72b中的任意三个相邻的突起(或被布置成形成等边三角形的突起172a、172b中的任意三个相邻的突起)之间的并与其相切的圆具有对应的直径d2。
109.充注的聚合物囊16可以从聚合物囊16的最前部的延伸部35到最后部的延伸部37以及从聚合物囊16的内侧面31到外侧面33保持沿着平面p1(在图4中指示)。平面p1垂直于所示出的横截面延伸。通过将内部焊缝60以所描述的图案间隔开,当被充注时,斯创贝尔10不太可能在横向方向或纵向方向上远离图4的平面p1卷曲,使得平面p1反而变成弯曲表面,并且当在近侧表面24处或远侧表面26处作为整体被观察时,该斯创贝尔10呈现略微凹入或略微凸起。提供具有直径d(例如,通过提供具有接触表面直径d的突起72a、72b或172a、172b,或者通过围绕直径d的圆印刷阻断剂油墨)和在所阐述的范围内的中心c之间的距离d1的内部焊缝60帮助防止这样的卷曲。
110.斯创贝尔10可以是对应于第一鞋类尺寸的第一斯创贝尔。第一鞋类尺寸可以由从最前部的延伸部35到最后部的延伸部37的第一长度l1和/或在例如第十六行r16处从内侧面31到外侧面33的第一宽度y1来指示,第十六行r16可以大致对应于斯创贝尔10的被构造
成对应于穿着者的足部的跖骨关节的最宽的区域中的一个。图32中示出的第二斯创贝尔110可以根据相同的方法200制造。因此,本文所讨论的方法200的部分200a可以包括通过将相同或不同的片材28、30以包括在第一斯创贝尔中的行和列并且具有至少一个附加行和/或列的图案彼此焊接以形成以其它方式等同于聚合物囊16的聚合物囊116来制造对应于大于第一鞋类尺寸的第二鞋类尺寸的第二斯创贝尔110。
111.例如,斯创贝尔110具有由从最前部的延伸部35到最后部的延伸部37的第二长度l2和/或从内侧面31到外侧面33的第二宽度y2指示的第二鞋类尺寸,其中第二长度l2大于第一长度l1,当在每个斯创贝尔10、110的同一行(例如,第十六行r16)处测量时,第二宽度y2大于第一宽度y1。斯创贝尔110的内部焊缝60包括第一斯创贝尔10的所有二十二行和十一列,包括这些行和列的相同图案的内部焊缝60,并且还包括在第二十行r20和第二十二行r22中的每一行中的附加的内部焊缝60(为了清楚起见用参考数字60a指代),以及附加行(第二十三行r23),该行具有四个内部焊缝(为了清楚起见用参考数字60b指代)。附加的内部焊缝60a、60b保持偏移的行和列的图案,并且具有与斯创贝尔10的内部焊缝60相同的相对间距,同时当被充注为斯创贝尔10时,在z方向上保持相同的总的最大高度。
112.参考图5-图11和图33,尽管将斯创贝尔10固定到鞋面14不限于缝合,但是斯创贝尔10可以通过在凹槽22中延伸穿过周边凸缘20的一系列线迹82(线迹82中仅一些由参考数字指示)固定到鞋面14。缝合可以在将鞋楦84放置在由鞋面14形成的开口86中之前发生(图46和图49中指示的)。换句话说,鞋面14直到其已经被固定到斯创贝尔10之后才放置在鞋楦84上。为了制造效率,期望的是精确且相对快速地完成将斯创贝尔10固定到鞋面14。周边凸缘20中的凹槽22通过用作用于操作者和/或机器(包括机器人机器)在缝合过程期间所遵循的视觉路径来帮助加速缝合过程。
113.在图5-图11中,示出了将斯创贝尔10缝合到鞋面14的各种方式。尽管相对于斯创贝尔10进行了说明,但是各种布置也适用于斯创贝尔110以及本文中示出的和描述的任何其他斯创贝尔。在图5中,鞋面14的边缘88抵靠周边凸缘20邻接,并且线迹82在凹槽22处延伸穿过周边凸缘20(即,在周边凸缘20处穿过聚合物片材28、30中的两者),并且环绕穿过鞋面14并围绕周边凸缘20的外边缘90。斯创贝尔10相对于缝合针移动,或反之亦然,使得针沿着凹槽22移动,同时线迹82沿着凹槽22并围绕聚合物囊16前进。
114.图6示出了另一种缝合布置,其中鞋面14在周边凸缘20的与凹槽22相对的侧面上(即,在近侧表面24上)堆叠在周边凸缘20上,并且线迹82延伸穿过鞋面14并在凹槽22处延伸穿过聚合物片材28、30中的两者,并且在凹槽22中沿着周边凸缘20前进。图7示出了另一种缝合布置,其中鞋面14在凸缘20的与凹槽22相同的侧面上(即,在远侧表面26上)堆叠在周边凸缘20上,并且线迹82延伸穿过鞋面14并在凹槽22处延伸穿过聚合物片材28、30中的两者,并且在凹槽22中沿着周边凸缘20前进。
115.图8-图29示出了通过包括一个或更多个绷帮部件将斯创贝尔固定到鞋面14的附加布置,该绷帮部件可以是基本上无弹性的材料,诸如用于传统斯创贝尔的材料。换句话说,图8-图19的斯创贝尔不仅包括如本文所描述的带有凸缘20的聚合物囊,而且还包括绷帮部件。更具体地,在非限制性示例中,绷帮部件可以是编织或非编织纺织品、弹性体或背衬有纺织品层的泡沫中的一种或更多种。绷帮部件比聚合物囊的高度更薄(即,不高),并且在将斯创贝尔缝合到鞋类鞋面14期间可以大致比囊更容易抓握。通过添加一个或更多个绷
帮部件,可以最小化囊上的应力(诸如由于线迹82所导致的)。在图8中,绷帮部件17j覆盖在整个囊16(包括近侧表面24处的凸缘20)上。鞋面14通过一系列线迹82在凹槽22中缝合到凸缘20并缝合到绷帮部件17j。
116.在图9中,绷帮部件17k仅覆盖在凸缘20上,而不是覆盖在整个囊16上。例如,绷帮部件17k可以是如图3中出现的凸缘20的形状的长形带,并且可以在内腔18的外部环绕内腔18。可替代地,绷帮部件17k可以在凸缘20之下。鞋面14通过一系列线迹82在凹槽22中缝合到凸缘20并缝合到绷帮部件17k。
117.在图10中,绷帮部件17l在远侧表面26处在整个囊16之下,并且鞋面14通过一系列线迹82在凹槽22中缝合到凸缘20并缝合到绷帮部件17l。在图11中,类似于图8的绷帮部件的第一绷帮部件17l覆盖在包括凸缘20的整个囊16上,并且类似于图10的绷帮部件的第二绷帮部件17l在包括凸缘20的整个囊16之下。鞋面14通过一系列线迹82在凹槽22中缝合到凸缘20并缝合到第一绷帮部件17l和第二绷帮部件17l。
118.图12-图29示出了在本教导的范围内的斯创贝尔10、10aa、10a、10b、10c、10d、10e、10f、10g、10h、10i的各种实施方案。斯创贝尔各自包括被构造成具有带有凹槽22的凸缘20的聚合物囊16、16a、16b、16d、16e、16f、16g、16h或16i,如参照图1-图4所描述的。斯创贝尔还各自包括固定到聚合物囊的绷帮部件。聚合物囊和固定到聚合物囊的绷帮部件一起构成成形的斯创贝尔,该斯创贝尔随后如本文所描述地固定到鞋面。
119.参考图12-图14,斯创贝尔10包括图1-图4的聚合物囊16和固定到周边凸缘20的绷帮部件17。如图14中示出的,绷帮部件17具有孔19。孔19的尺寸被设定为使得聚合物囊16部分地延伸穿过孔19,并且周边凸缘20围绕孔19邻接绷帮部件17。例如,如图12(其为仰视图)中示出的,绷帮部件17覆盖在凸缘20上并邻接凸缘20,并且第二聚合物片材30的在聚合物囊16的充注部分处的一部分延伸穿过孔19。凸缘20的外边缘90在孔19的外部侧向地延伸,并且绷帮部件17的外边缘91在凸缘20的外边缘90的外部侧向地延伸。外边缘90沿着图14中的假想边界91a落下。换句话说,聚合物囊16比孔19宽,并且绷帮部件17比聚合物囊16宽。图9的绷帮部件17k在所有方面与绷帮部件17相似,除了其宽度与聚合物囊16相同使得其外边缘91与聚合物囊16的外边缘90对准。
120.绷帮部件17被构造成在囊16的内腔18的周界21(在图1中指示)周围沿着周边凸缘20延伸。在图12-图14的实施方案中,绷帮部件17具有对应于图3中指示的聚合物囊16的鞋前部区域25、鞋中部区域27和鞋跟区域29的鞋前部区域、鞋中部区域和鞋跟区域。孔19和聚合物囊16在鞋前部区域25、鞋中部区域27和鞋跟区域29中的每一个中延伸。
121.绷帮部件17具有定位特征93g,该定位特征93g可以是绷帮部件17中的孔或标记,或者是绷帮部件17的外边缘中的凹口或绷帮部件17的外边缘处的突起,这些凹口或突起以与聚合物囊16的凹口93a或其他定位特征相同的相对间隔彼此间隔开。当聚合物囊16被放置在孔19处时,定位特征93a与定位特征93g对准。这使凸缘20相对于绷帮部件17正确地定位以用于随后通过凸缘20缝合。可替代地,代替凹口93a或除了凹口93a之外,聚合物囊16上的定位特征可以是穿过囊16冲孔或以其他方式提供的一个或更多个孔93d,如图33中示出的。
122.绷帮部件17用线迹81缝合或以其他方式固定到聚合物囊16,线迹81在凹槽22处延伸穿过凸缘20。凹槽22用作用于操作者或用于机器(包括机器人机器)在缝合或以其他方式
将绷帮部件17固定到聚合物囊16时所遵循的引导路径。如图12中示出的,第一系列线迹81延伸穿过绷帮部件17并在凹槽22中延伸穿过周边凸缘20,并将绷帮部件17固定到聚合物囊16。第一系列线迹81和凹槽22两者都完全在聚合物囊16的内腔18的周界21周围和外部延伸。线迹81中的仅一些用参考数字指示。然后,具有固定到绷帮部件17的聚合物囊16的斯创贝尔10可以通过延伸穿过绷帮部件17并穿过鞋面14但不穿过聚合物囊16(例如,可以延伸穿过凸缘20的外部的绷帮部件17)的第二系列线迹或者通过延伸穿过凸缘20和绷帮部件17两者的第二系列线迹(如图9的线迹82)而固定到鞋面14。
123.图15-图17示出了斯创贝尔10a的另一种实施方案,该斯创贝尔10a包括聚合物囊16a和绷帮部件17a,该绷帮部件17a通过延伸穿过周边凸缘20和绷帮部件17a的第一系列线迹81固定到聚合物囊16a的周边凸缘20。第一系列线迹81和凹槽22两者都完全在内腔18的周界21周围和外部延伸。
124.如图17中示出的,绷帮部件17a具有孔19a。孔19a的尺寸被设定为使得聚合物囊16a部分地延伸穿过孔19a,并且周边凸缘20在孔19a周围邻接绷帮部件17a。凸缘20的外边缘90在孔19a的外部侧向地延伸,并且绷帮部件17a的外边缘91在凸缘20的外边缘90的外部侧向地延伸。
125.绷帮部件17a被构造成在囊16a的内腔18的周界21周围沿着周边凸缘20延伸。在图15-图17的实施方案中,绷帮部件17a具有鞋前部区域25、鞋中部区域27和鞋跟区域29。孔19a在鞋前部区域25中延伸并且可以部分地在鞋中部区域27中延伸。聚合物囊16a被构造成在鞋前部区域25中延伸,并且在孔延伸到鞋中部区域27中但不在鞋跟区域29中延伸的情况下部分地在鞋中部区域27中延伸。
126.绷帮部件17a具有定位特征93g,该定位特征93g可以是绷帮部件17a中的孔或绷帮部件17a上的标记,或者是界定孔19a的绷帮部件17a的内周边边缘中的凹口或界定孔19a的绷帮部件17a的内周边边缘处的突起,这些凹口或突起以与聚合物囊16a的凹口93a或其他定位特征相同的相对间隔彼此间隔开。当聚合物囊16a被放置在孔19a处时,定位特征93a与定位特征93g对准。类似于绷帮部件17,绷帮部件17a用在凹槽22处延伸穿过凸缘20的第一系列线迹81缝合或以其他方式固定到聚合物囊16a。第一系列线迹81和凹槽22两者都完全在聚合物囊16a的内腔18的周界21周围和外部延伸。类似于斯创贝尔10,具有固定到绷帮部件17a的聚合物囊16a的斯创贝尔10a可以通过延伸穿过绷帮部件17a和鞋面14但不穿过聚合物囊16a的第二系列线迹82固定到鞋面14。
127.图18-图20示出了斯创贝尔10b的另一种实施方案,该斯创贝尔10b包括聚合物囊16b和绷帮部件17b,该绷帮部件17b通过延伸穿过周边凸缘20和绷帮部件17b的第一系列线迹81固定到聚合物囊16b的周边凸缘20。第一系列线迹81和凹槽22两者都完全在内腔18的周界21周围和外部延伸。
128.如图20中示出的,绷帮部件17b具有孔19b。孔19b的尺寸被设定为使得聚合物囊16b部分地延伸穿过孔19b,并且周边凸缘20在孔19b周围邻接绷帮部件17b,类似于图25中示出的绷帮部件17和凸缘20。凸缘20的外边缘90在孔19b的外部侧向地延伸,并且绷帮部件17b的外边缘91在凸缘20的外边缘90的外部侧向地延伸。
129.绷帮部件17b被构造成在内腔18的周界21周围沿着周边凸缘20延伸。在图18-图20的实施方案中,绷帮部件17b具有鞋前部区域25、鞋中部区域27和鞋跟区域29。孔19b在鞋跟
区域29中延伸。聚合物囊16b被构造成在鞋跟区域29中延伸,但是不在鞋中部区域27或鞋前部区域25中延伸。
130.绷帮部件17b具有定位特征93g,该定位特征93g可以是绷帮部件17b中的孔或绷帮部件17b上的标记,或者是界定孔19b的绷帮部件17b的内周边边缘中的凹口或界定孔19b的绷帮部件17b的内周边边缘处的突起,这些凹口或突起以与聚合物囊16b的凹口93a或其他定位特征相同的相对间隔彼此间隔开。当聚合物囊16b被放置在孔19b处时,定位特征93a与定位特征93g对准。第一系列线迹81和凹槽22两者都完全在聚合物囊16b的内腔18的周界21周围和外部延伸。类似于斯创贝尔10,具有固定到绷帮部件17b的聚合物囊16b的斯创贝尔10b可以通过延伸穿过绷帮部件17b并穿过鞋面14但不穿过聚合物囊16b的第二系列线迹82固定到鞋面14。
131.图21-图23示出了斯创贝尔10c的另一种实施方案,该斯创贝尔10c包括聚合物囊16和绷帮部件17c,该绷帮部件17c通过延伸穿过周边凸缘20和绷帮部件17c的第一系列线迹81固定到聚合物囊16的周边凸缘20。第一系列线迹81和凹槽22两者都完全在内腔18的周界21周围和外部延伸。
132.如图21中示出的,绷帮部件17c的尺寸被设定为使得周边凸缘20邻接绷帮部件17c的表面,并且绷帮部件17c在聚合物囊16的内侧面和聚合物囊16的外侧面之间覆盖在聚合物囊16上并延伸跨过聚合物囊16。如图21中最佳示出的,凸缘20的外边缘90与绷帮部件17c的外边缘91对准,因为聚合物囊16和绷帮部件17c具有相同的宽度。绷帮部件17c被构造成在内腔18的周界21周围沿着周边凸缘20延伸并且在囊16的一个侧面上(例如,根据绷帮部件17c设置在其上的囊的侧面而在囊16的顶部上或囊16的底部下)延伸。在图21-图23的实施方案中,绷帮部件17c和聚合物囊16两者都具有鞋前部区域25、鞋中部区域27和鞋跟区域29,并且绷帮部件17c不具有聚合物囊16延伸穿过的孔。
133.绷帮部件17c具有定位特征93g,该定位特征93g是绷帮部件17c的外周边中的孔或凹口或绷帮部件17c的外周边处的突起,这些定位特征93g以与聚合物囊16的凹口93a或其它定位特征相同的相对间隔彼此间隔开。当绷帮部件17c抵靠聚合物囊16放置时,定位特征93a与定位特征93g对准,并且绷帮部件17c用在凹槽22处延伸穿过凸缘20和绷帮部件17c的第一系列线迹81缝合到聚合物囊16。第一系列线迹81和凹槽22两者都完全在聚合物囊16的内腔18的周界21周围和外部延伸。斯创贝尔10c通过延伸穿过绷帮部件17c并穿过鞋面14并且还在凹槽22中延伸穿过聚合物囊16的凸缘20的第二系列线迹(类似于图8中的线迹82)固定到鞋面14。第一系列线迹81和第二系列线迹82两者都在凹槽22中延伸穿过聚合物囊16。
134.在一些实施方案中,绷帮部件和聚合物囊两者都延伸斯创贝尔的整个宽度,但是都不延伸整个长度,并且绷帮部件和聚合物囊沿着斯创贝尔纵向布置。例如,在图24-图29的实施方案中,聚合物囊和绷帮部件各自设置在斯创贝尔的鞋前部区域、鞋中部区域和鞋跟区域中的至少一个不同的区域中,并且绷帮部件通过横向地延伸跨过聚合物囊和绷帮部件的第一系列线迹固定到聚合物囊。
135.参考图24,聚合物囊16d设置在鞋前部区域25中,并且可以稍微延伸到鞋中部区域27中。绷帮部件17d在鞋跟区域29和鞋中部区域27中延伸,其中绷帮部件17d的前横向边缘23邻接聚合物囊16d的后横向边缘90d或与聚合物囊16d的后横向边缘90d稍微重叠。凹槽22在后横向边缘90d处不延伸跨过聚合物囊16d(例如,从内侧面到外侧面)。聚合物囊16d可以
通过切割聚合物囊16并添加横向地延伸的焊缝w3以在切割处密封内腔18来形成。第一系列线迹81在焊缝w3的后方穿过聚合物囊16d横向地延伸跨过斯创贝尔10d以将绷帮部件17d固定到聚合物囊16d。将斯创贝尔10d固定到鞋面14的随后的第二系列线迹将围绕聚合物囊16d在凹槽22中穿过聚合物囊16d延伸到后横向边缘90d,并且将在该系列线迹81的后方在外边缘91附近继续围绕绷帮部件17d的周界。
136.聚合物囊16d的定位特征(例如,凹口93a)和绷帮部件17d的定位特征93g用于在斯创贝尔10d固定到鞋面14时将斯创贝尔10d与鞋面14对准。聚合物囊16d的外边缘90在鞋前部区域25中和鞋中部区域27的前方部分中形成斯创贝尔10d的外边缘,并且绷帮部件17d的外边缘91在鞋中部区域27的后方部分中和鞋跟区域29中形成斯创贝尔10d的外边缘。在鞋前部区域25中,斯创贝尔10d仅包括聚合物囊16d。在鞋跟区域中,斯创贝尔10d仅包括绷帮部件17d。鞋类物品可以包括鞋底结构,诸如图50的鞋底夹层83,其固定到聚合物囊16d的远侧面并在聚合物囊16d处固定到鞋面14的下部延伸部,并且固定到绷帮部件17d的远侧面并在绷帮部件17d处固定到鞋面14的下部延伸部。
137.图25示出了斯创贝尔10e,该斯创贝尔10e被构造成与关于斯创贝尔10d所描述的相同,除了聚合物囊16d被聚合物囊16e代替,该聚合物囊16e具有凸缘20,凸缘20具有完全围绕聚合物囊16e(包括在后横向边缘90d处)延伸的凹槽22。换句话说,聚合物囊16e形成为所示出的尺寸,而不是从较长的聚合物囊16切割并且然后在焊缝w3处焊接。将绷帮部件17d固定在后横向边缘90d处的第一系列线迹81在凹槽22处延伸穿过凸缘20。
138.图26示出了具有聚合物囊16f的斯创贝尔10f,该聚合物囊16f在后横向边缘90d处并且还在前横向边缘90f处从聚合物囊16切割。聚合物囊16f在焊缝w3处并且还在焊缝w4处被焊接以密封内腔18。第一系列线迹包括线迹81a,该线迹81a在焊缝w3的后方穿过聚合物囊16f横向地延伸跨过斯创贝尔10f以将后绷帮部件17f2固定到聚合物囊16f。第一系列线迹还包括线迹81b,该线迹81b在焊缝w4的前方穿过聚合物囊16f横向地延伸跨过斯创贝尔10f以将前绷帮部件17f1固定到聚合物囊16f。将斯创贝尔10f固定到鞋面14的随后的第二系列线迹将在聚合物囊16f的内侧面和外侧面处在凹槽22中延伸穿过聚合物囊16f,并且将在该系列线迹81a后方在外边缘91附近继续围绕后绷帮部件17f2,并且在线迹81b前方围绕绷帮部件17f1。绷帮部件17f1和17f2的外边缘91和聚合物囊16f的外边缘90形成斯创贝尔10f的外边缘。绷帮部件17f1、17f2各自具有至少一个定位特征93g,该至少一个定位特征93g是孔或凹口(或突起或标记),当斯创贝尔10f缝合到鞋面14时,该孔或凹口(或突起或标记)可以与鞋面14上类似地间隔开的定位特征对准,如同聚合物囊16f中的凹口93a或其他定位特征可以对准一样。
139.图27示出了斯创贝尔10g,该斯创贝尔10g被构造成与关于斯创贝尔10f所描述的相同,除了聚合物囊16f被聚合物囊16g代替,该聚合物囊16g具有凸缘20,凸缘20具有完全围绕聚合物囊16g(包括在后横向边缘90d和前横向边缘90f处)延伸的凹槽22。换句话说,聚合物囊16g形成为所示出的尺寸,而不是从较长的聚合物囊16切割并且然后在焊缝w3和w4处焊接。分别在后横向边缘90d和前横向边缘90f处固定绷帮部件17f2、17f1的第一系列线迹81a、81b在凹槽22处延伸穿过凸缘20。
140.图28示出了斯创贝尔10h,该斯创贝尔10h被构造成与斯创贝尔10d类似,除了聚合物囊16h位于鞋跟区域29和鞋中部区域27的后部部分中,并且绷帮部件17h位于鞋前部区域
25和鞋中部区域27的前方部分中。聚合物囊16h可以从聚合物囊16切割并在横向焊缝w5处焊接以密封内腔18,并且然后用第一系列线迹81在聚合物囊16h的前横向边缘90g处将绷帮部件17h缝合到聚合物囊16h,该第一系列线迹81从聚合物囊16h的内侧面到外侧面横向地延伸跨过斯创贝尔10h,并在焊缝w5的前方。
141.图29示出了斯创贝尔10i,该斯创贝尔10i被构造成与关于斯创贝尔10h所描述的相同,除了聚合物囊16h被聚合物囊16i代替,该聚合物囊16i具有凸缘20,凸缘20具有完全围绕聚合物囊16i(包括在前横向边缘90g处)延伸的凹槽22。换句话说,聚合物囊16i形成为所示出的尺寸,而不是从较长的聚合物囊16切割并且然后在焊接w5处焊接。将绷帮部件17h固定到聚合物囊16i的第一系列线迹81在在前横向边缘90g附近在凹槽22处延伸穿过凸缘20。
142.在本文所描述的鞋类物品中,聚合物囊可以通过在凹槽22处延伸穿过凸缘20的线迹(诸如线迹82)直接固定到鞋面14。与聚合物囊不直接固定到鞋面14而是代替地通过第一系列线迹(诸如线迹81)固定到绷帮部件并且然后绷帮部件通过仅延伸穿过绷帮部件和鞋面14的第二系列线迹(诸如线迹82)固定到鞋面的构造相比,这些构造在动态压缩期间将倾向于以更大的程度将聚合物囊约束在x-y平面中。
143.在本文描述的每种实施方案中,如图49中图示的,在将鞋楦84放置在由鞋面14形成的开口86中之前,斯创贝尔可以如所描述地被固定到鞋面14。换句话说,鞋面14直到其已经被固定到斯创贝尔之后才放置在鞋楦84上。为了制造效率,期望的是精确且相对快速地完成将斯创贝尔固定到鞋面14。在此过程期间,斯创贝尔相对于缝合针移动,或反之亦然,使得针沿着绷帮部件和/或凹槽22移动并且线迹82沿着绷帮部件和/或凹槽22前进(取决于实施方案,如本文所描述的)。
144.图36示出了鞋类12a的实施方案,其中保护覆盖层85固定在斯创贝尔10的近侧面上。因此,保护覆盖层85将设置在足部接纳腔39内。保护覆盖层85可以是耐磨材料,以保护囊16免受剪切力和/或尖锐物体的影响。保护覆盖层可以由例如聚合物片材、织物层或其他保护层形成,除了保护囊16免受尖锐物体的影响之外,该保护层可以保护囊16免受剪切力的影响(例如,通过最小化(或保持足够低的)保护覆盖层85的耐磨材料和囊16之间的摩擦系数)。保护覆盖层85可以仅在凸缘20处通过缝合或以其他方式固定到囊16。在具有包围囊的绷帮部件的实施方案中,覆盖层85可以替代地固定到绷帮部件。用于将覆盖层85固定到囊和/或绷帮部件(在包括绷帮部件的实施方案中)的相同线迹也可以延伸穿过具有覆盖层的斯创贝尔并且将具有覆盖层的斯创贝尔固定到鞋面14。可替代地,覆盖层85可以首先固定到囊和/或绷帮部件(在包括绷帮部件的实施方案中)并且然后具有固定到其的覆盖层85的斯创贝尔可以固定到鞋面。
145.图37示出了在本公开的范围内的囊16j,其可以由例如本文描述的图44的工具134形成。囊16j具有圆形内部焊缝60,如参照图2所讨论的,这些圆形内部焊缝60被布置成等边三角形。囊16j还具有定位特征93h,该定位特征93h是囊16j的外周边边缘90处的突起。突起93h是三角形形状的,并且可以与绷帮部件上、鞋面14上或鞋楦84上的类似地间隔开的定位特征对准。
146.图44和图45示出了用于射频焊接聚合物片材28、30以形成囊16j的工具134。示出了上模具部分134a和下模具部分134b。模具插入件134c可以固定到模具部分134a,并且模
具插入件134d可以固定到模具部分134b。模具插入件134c、134d可以是彼此的镜像。图44示出了彼此对准地固定到模具部分134a和134b的第二对模具插入件134c、134d,使得可以同时形成两个囊16j。每个模具插入件134c、134d包括突起和脊状部94、96。模具插入件134c的突起172a在几何形状和布置上等同于模具插入件134d的突起172b。例如,它们可以被构造成形成布置成等边三角形的圆形焊缝60。模具插入件134d的突起172a、172b(其中仅一些在图45中用参考数字指示)和脊状部94、96与模具插入件134c的那些突起和脊状部对准。在一些实施方案中,模具插入件134c、134d可以与相应的模具部分134a、134b一体形成为一件式部件。焊接可以是射频焊接,当模具部分134a、134b(和模具插入件134c、134d)在聚合物片材28、30上闭合在一起并且电源36供应产生加热聚合物片材28、30的交变电场的能量从而在模具部分134a、134b和/或模具插入件34c、34d被施加到聚合物片材28、30的位置处产生焊缝w1、w2和内部焊缝60时,完成射频焊接。
147.如所示出的,每个囊16j由设置在模具插入件134c、134d之间的第一聚合物片材28和第二聚合物片材30的压缩产生。每个模具插入件134c、134d在脊状部96的外周边处包括六个三角形突起98a,这导致囊16j的三角形突起93h。在其他实施方案中,可以有模具插入件的更少或更多的突起98a和在囊16j上产生的突起93h,并且它们可以具有不同的形状。
148.图38示出了囊16k的另一种实施方案,其具有关于囊16所描述的所有特征,除了具有不同布置的定位特征,这些定位特征是延伸穿过内部焊缝60中的一个或更多个并因此穿过聚合物片材28、30中的两者的孔93d(例如,通孔)。例如,在鞋前部区域25中示出了两个,在鞋中部区域27中示出了一个,并且在鞋跟区域29中示出了一个。在这些区域中的每一个中提供定位特征可以使囊16k相对于绷帮部件、鞋面或鞋楦能够更精确地定位。应当理解,在图38的实施方案中以及在本文示出的许多其他实施方案中,一些内部焊缝被示出为部分地设置在凸缘20上。这可能发生在某些工具中或者当设置防焊材料(例如,阻断剂油墨)以提供以这样的方式定位的内部焊缝时。当相同数量的内部焊缝用于不同等级的鞋类时,对于某些等级,一些内部焊缝可能部分地落在凸缘20上。
149.为了进一步提高将鞋面14缝合到斯创贝尔10(或本文讨论的任何其他斯创贝尔)的效率,当缝合发生时,斯创贝尔10可以处于未充注状态。当处于未充注状态时,斯创贝尔10更柔性,使得相对于提供线迹82的缝纫机更容易操纵斯创贝尔10。在鞋面14通过一系列线迹82固定到斯创贝尔10之后,斯创贝尔10被充注至预定压力,或者保持在环境压力下而不充注,并且然后内腔18被密封,诸如通过堵塞聚合物囊16的端口97或填充管被密封。端口97例如在图1中示出。尽管端口97示出为部分地设置在凸缘20中,但是端口97可以设置在斯创贝尔10上的其他地方。充注和密封发生在将具有缝合到其的斯创贝尔10的鞋面14放置在鞋楦84之前,因为在其充注状态下,斯创贝尔10和鞋面14更能代表它们最终的相对构造,并且因此当鞋底结构80的鞋底夹层83随后固定到斯创贝尔10的远侧表面26和/或鞋面14的下周边(诸如在鞋面14的下周界边缘88(见图46)处)时,斯创贝尔10和鞋面14可以实现更精确地放置在鞋楦84上。在其他实施方案中,在将囊16固定到鞋面14之前,聚合物囊(诸如囊16)可以被充注和密封。
150.为了增加斯创贝尔10(或本文描述的任何其它斯创贝尔)和鞋面14定位在鞋楦84上的速度和精度,斯创贝尔10可以被构造成具有定位特征,如所讨论的。例如,如图1中示出的,斯创贝尔10具有围绕周边凸缘20的外边缘90间隔开的凹口93a。囊16中的凹口93a可以
由模具部分34a、34b或模具插入件34c、34d形成,或者可以以其他方式提供。如图43中示出的,模具部分34b具有连续的内脊状部94和外脊状部96,它们彼此间隔开,并且一起形成焊缝w1和w2,其中凹槽22在焊缝w1、w2之间。外脊状部96具有至少部分地形成斯创贝尔10的凹口93a的凹口98。总体上,本文描述的各种定位特征可以例如通过焊接、切割、冲压、印刷、染色等来提供。可替代地或除了凹口93a之外,斯创贝尔10可以具有定位特征,该定位特征是延伸穿过内部焊缝60中的一个或更多个并因此穿过聚合物片材28、30两者的孔93d,如图1和图4中示出的。在其它实施方案中,囊(诸如囊16)的定位特征或绷帮部件(诸如绷帮部件17)的定位特征可以是突起、孔、印刷标记等。在一些实施方案中,可以使用凹口和突起或其他标记的组合。
151.更进一步,激光可以用于将斯创贝尔(诸如斯创贝尔10)的特征与鞋楦84对准。可以使用单独的夹具将斯创贝尔10与鞋面14的周界对准。在一些实施方案中,鞋跟中心(例如,在周边凸缘的外边缘处)可以与鞋楦上的特征对准。此外,在一些实施方案中,图案可以印刷在斯创贝尔上,该图案然后可以与鞋楦84上的图案对准。例如,斯创贝尔10的远侧面可以具有印刷在其上的对准图案,因为该侧面将粘附到鞋底夹层83使得印刷图案将在成品鞋类物品中不可见。
152.鞋面14可以具有定位特征,该定位特征是在鞋面缝合到斯创贝尔10的位置附近沿着鞋面的下周边的间隔开的标记、凹口、突起或孔。鞋面14的定位特征具有与斯创贝尔10的定位特征(例如,凹口93a和/或孔93d)的相对间距相同的相对间距。鞋面14的定位特征可以在缝合之前与斯创贝尔10的定位特征对准,使得当沿着凹槽22缝合时,鞋面14和斯创贝尔10彼此正确对准。在图46中,鞋面14被示出为具有定位特征(例如,标记或孔93b),该定位特征(例如,标记或孔93b)可以与为此目的的斯创贝尔10的定位特征(例如,凹口93a)对准。
153.可替代地,或者此外,鞋楦84可以被构造成具有定位特征,该定位特征具有与斯创贝尔10的定位特征相同的相对间距。如图39、图40和图49中示出的,定位特征93c或93e可以是例如与斯创贝尔10的定位特征93a或93c对准的鞋楦84上的标记或该鞋楦84中的孔。在图39和图40中,为了清楚起见,未示出鞋面14。在图39的实施方案中,鞋楦84具有定位特征93d,该定位特征93d是以与定位特征93a相同的相对间距相对于彼此间隔开的标记或孔。在图40和图49的实施方案中,鞋楦84具有定位特征93e,该定位特征93e是以与定位特征93d相同的相对间距间隔开的标记或孔。应当理解,当斯创贝尔10处于未充注状态时,斯创贝尔10上的定位特征具有与当斯创贝尔10处于充注状态时稍微不同的相对间距。因此,如果斯创贝尔10当处于未充注状态时固定到鞋面14并且当处于充注状态时放置在鞋楦84上,则斯创贝尔10上的定位特征在充注状态下可以具有与鞋楦84上的定位特征的相对间距相同的相对间距,如本文所描述的。
154.在图51的流程图中示出了制造鞋类的方法200的步骤,该鞋类包括本文描述的任何斯创贝尔和鞋类物品。方法200的部分200a包括提供斯创贝尔(诸如斯创贝尔10等)的步骤206。提供斯创贝尔可以包括形成斯创贝尔。在方法200的其他实施方案中,当在步骤206中提供时,斯创贝尔可能已经处于形成状态(例如,在步骤206下,斯创贝尔可以在形成状态下获得)。因此,提供斯创贝尔的实体(entity)可以既形成斯创贝尔又将其组装在鞋类中,或者单独的实体可以形成斯创贝尔并且执行方法200的实体可以获得形成的斯创贝尔以执行方法200。因此,提供步骤206可以包括或可以不包括形成斯创贝尔。
155.在包括形成斯创贝尔的实施方案中,步骤206可以包括子步骤,其中第一聚合物片材28和第二聚合物片材30在周边凸缘20中的第一焊缝w1和第二焊缝w2处焊接在一起,以形成具有内腔18的聚合物囊16,并且因为焊缝w1、w2产生脊状部38、40,所以凹槽22形成在周边凸缘20中。如之前所描述的,焊接可以是射频焊接,当模具部分,诸如模具部分34a、34b和模具插入件34c(或模具部分134a、134b和模具插入件13c、134d)在聚合物片材28、30上闭合在一起并且电源36供应产生加热聚合物片材28、30的交变电场的能量从而在模具插入件34c(或134c、134d)被施加到聚合物片材28、30的位置处产生焊缝时,完成射频焊接。
156.与焊接第一焊缝w1和第二焊缝w2的子步骤分开或同时地,步骤206可以包括通过经由突起72a、72b的射频焊接来焊接内部焊缝60的子步骤。例如,如果工具组件的具有脊状部94、96的部分(例如,模具部分34a、34b或134c、134c)和具有突起72a、72b的部分(例如,模具插入件34c、34d)或具有突起172a、172b的部分(例如,模具插入件134c、134d)同时施加到片材28、30,则内部焊缝60将与焊缝w1、w2同时提供。
157.方法200的部分200a可以包括一个步骤,在该步骤中,在斯创贝尔10上提供一个或更多个定位特征,诸如凹口93a、突起93h、或者标记或孔(两者都表示为定位特征93d)。在一些实施方案中,定位特征可以在包括在提供如所描述的斯创贝尔的步骤202中的射频焊接期间提供。可替代地,凹口93a、突起93h或孔93d或标记可以在单独的后续步骤中被切割、冲压、印刷或以其他方式形成。
158.对于一些斯创贝尔,方法200的部分200a可以包括在绷帮部件中切割孔的步骤,诸如分别在绷帮部件17、17a、17b中切割孔19、19a、19b。方法200的部分200a可以包括将聚合物囊放置在孔处的步骤,诸如分别将聚合物囊16、16a、16b放置在孔19、19a、19b处。方法200的部分200a可以包括步骤216,将聚合物囊与绷帮部件对准,诸如通过将聚合物囊16、16a、16b等的一个或更多个定位特征93a与绷帮部件17、17a、17b等的一个或更多个定位特征93g对准来实现。
159.方法200的部分200a包括沿着周边凸缘中的凹槽将绷帮部件固定到囊的步骤218。例如,一旦聚合物囊和绷帮部件在步骤216中对准,则方法200的部分200a可以前进到步骤218,并且绷帮部件可以固定到聚合物囊,诸如在周边凸缘20处或者在边缘90d、90f、90g处固定到聚合物囊,如关于不同实施方案所描述的,诸如通过将第一系列线迹81缝合穿过绷帮部件和聚合物囊来实现。
160.根据方法200的部分200a制造的斯创贝尔10可以是对应于第一鞋类尺寸的第一斯创贝尔,诸如斯创贝尔10。方法200的部分200a可以被重复以制造第二斯创贝尔(例如,图32的斯创贝尔110),该第二斯创贝尔对应于大于第一鞋类尺寸的第二鞋类尺寸并且具有包括与第一斯创贝尔上相同的行和列的图案的内部焊缝60以及至少一个附加列或行的内部焊缝60a,如本文参照图32所描述的。第二斯创贝尔可以由相同的聚合物片材28、30形成,例如,在聚合物片材28、30上的与第一鞋类斯创贝尔不同的位置处形成。可替代地,可以使用不同组的聚合物片材,包括第一片材和第二片材,如第一聚合物片材28和第二聚合物片材30。对于第一鞋类尺寸,将与较小的斯创贝尔上相同图案的内部焊缝60进行重复,并且仅将内部焊缝60a添加到现有的内部焊缝60的行或列中的一个或更多个,或者添加附加的内部焊缝60a的行和/或附加的内部焊缝60a的列,同时保持相邻内部焊缝之间的相同间距,如参照图2所描述的。这可以在不同的鞋类尺寸中提供一致的缓冲特性。
161.图51的流程图中描绘的制造鞋类的方法200可以包括根据制造斯创贝尔10的方法200的部分200a来形成斯创贝尔10(即,可以包括步骤206-218和参照其所描述的任何或所有子步骤),并且然后前进到制造鞋类物品的方法200的部分200b,或者可以仅包括通过起始于预形成的斯创贝尔(即,开始于步骤220)来制造鞋类物品的方法200的部分200b。
162.参考图46,斯创贝尔10的定位特征(例如,凹口93a)可以与鞋面14的定位特征(例如,孔或标记93b)对准。然后在步骤220中,斯创贝尔10可以固定到鞋面14,诸如通过在凹槽22处延伸穿过囊16(和/或在鞋面14固定到绷帮部件的实施方案中穿过绷帮部件)的一系列线迹82来固定。换句话说,在一些实施方案中,线迹82(称为第二系列线迹)可以仅延伸穿过囊和鞋面14,而在其他实施方案中,线迹82也可以延伸穿过囊、鞋面和绷帮部件,并且在还有的其他实施方案中,线迹82可以仅延伸穿过绷帮部件,因为囊用单独的一系列线迹固定到绷帮部件。
163.如图36中示出的,在步骤220之前或与步骤220同时,保护覆盖层85可以诸如通过缝合固定到斯创贝尔10。在示例性实施方案中,保护覆盖层85可以覆盖在斯创贝尔上,并且可以仅在凸缘20处固定到斯创贝尔10,例如,在缝合82处或附近用缝合固定。缝合可以是计算机缝合,或者可以是手工缝合。
164.接下来,方法200的部分200b可以前进到充注步骤,在该充注步骤中,如参照图48中的囊16所示出的,聚合物囊被充注,诸如通过加压流体的源99被充注,该加压流体可以是氮气、空气或另一种气体。方法200b然后可以前进到密封步骤,在该密封步骤中,通过密封聚合物囊中的充注端口或其他开口来密封内腔18,以将流体保持在内腔18中。可替代地,如果在组装鞋类时期望聚合物囊16处于环境压力下,则方法200的部分200b可以跳过充注步骤。环境聚合物囊16甚至可以通过步骤206的焊接来密封,在这种情况下,方法200的部分200b也可以跳过密封步骤。在其他实施方案中,在方法200的部分200b开始之前,囊16可能已经被充注(例如,当在步骤206下提供时,囊16可能已经被充注和密封)。
165.然后可以将具有缝合到其的斯创贝尔10(或本文描述的其它斯创贝尔)的鞋面14放置在鞋楦84上。这可以通过将鞋楦84放入鞋面14的开口86中或者将鞋面14移动到鞋楦84上使得鞋楦84位于开口86中来实现,如由图49表示的,其中鞋面14和斯创贝尔10沿箭头a的方向移动。在可以与将斯创贝尔10放置在鞋楦84上同时发生或者可以在调节鞋楦84上的斯创贝尔10之后发生的步骤228中,将斯创贝尔的一个或更多个定位特征(例如,凹口93a、突起93h、标记或孔93d)与鞋楦84的对应的一个或更多个定位特征(例如,标记或孔93c、93e)对准。鞋楦84上的定位特征可以有一些预定的公差范围,诸如通过使鞋楦84上的定位特征大于斯创贝尔10(或本文描述的任何其它斯创贝尔)上的定位特征,使得只要斯创贝尔的定位特征在某种程度上与鞋楦84的定位特征重叠,就认为部件足够精确地对准。然而,如果斯创贝尔的定位特征和鞋楦84的定位特征未足够对准,则具有斯创贝尔的鞋面14可以被移除并且然后再次放置在鞋楦84上,以查看是否可以实现更好的对准。如果不可以实现更好的对准,则斯创贝尔和鞋面14被认为在装配公差范围之外并且可以回收。
166.如果步骤228以斯创贝尔10的定位特征和鞋楦84的定位特征成功地对准而完成,那么方法200的部分200b可以前进到步骤230,并且在鞋面14和斯创贝尔10位于鞋楦84上时鞋底夹层83可以固定到鞋面14和/或斯创贝尔(诸如斯创贝尔10)。这在图50中通过鞋底夹层83沿箭头b的方向朝向斯创贝尔10和鞋面14移动来描述。在斯创贝尔10和鞋面14与鞋底
夹层83相接的地方,粘合剂可以被施加到鞋底夹层83和/或斯创贝尔10和鞋面14,以将鞋底夹层83固定到鞋面14,和/或鞋底夹层83可以处于加热状态,这导致其热结合到斯创贝尔10和鞋面14。在一些实施方案中,然后可以通过将组装好的部件放置在加热器中以激活粘合剂来加热组装好的部件。鞋外底或鞋底结构80的任何其他部件(未示出)也可以固定到鞋底夹层83或鞋面14,并且然后方法200完成。
167.下面的条款提供了本文所公开的斯创贝尔、鞋类物品以及制造方法的示例性配置。
168.条款1:一种鞋类物品,包括:斯创贝尔,所述斯创贝尔包括:聚合物囊,所述聚合物囊界定内腔并被构造成将流体保持在所述内腔中,所述聚合物囊具有周边凸缘,所述周边凸缘围绕所述内腔的周界的至少一部分延伸;并且其中所述周边凸缘界定沿着所述周边凸缘延伸的凹槽。
169.条款2:如条款1所述的鞋类物品,还包括:鞋面;其中所述斯创贝尔固定到所述鞋面。
170.条款3:如条款2所述的鞋类物品,其中所述斯创贝尔通过在所述凹槽中延伸穿过所述周边凸缘的一系列线迹固定到所述鞋面。
171.条款4:如条款2-3中任一项所述的鞋类物品,还包括:鞋底夹层,所述鞋底夹层固定到所述鞋面或所述聚合物囊中的至少一个。
172.条款5:如条款3-4中任一项所述的鞋类物品,还包括:绷帮部件,所述绷帮部件设置在所述凸缘处;其中所述一系列线迹进一步延伸穿过所述绷帮部件。
173.条款6:如条款1-5中任一项所述的鞋类物品,其中:所述聚合物囊包括第一聚合物片材和第二聚合物片材;所述第一聚合物片材在所述周边凸缘处结合到所述第二聚合物片材;并且所述第一聚合物片材在多个内部焊缝处连结到所述第二聚合物片材,所述多个内部焊缝中的每一个仅部分地延伸跨过所述内腔。
174.条款7:如条款6所述的鞋类物品,其中:所述内部焊缝以行和列的图案布置,其中所述行沿所述斯创贝尔的纵向方向间隔开并且所述列沿所述斯创贝尔的横向方向间隔开;任意两个连续行的所述内部焊缝彼此偏移并且交替行的所述内部焊缝彼此对准;并且任意两个连续列的所述内部焊缝彼此偏移并且交替列的所述内部焊缝彼此对准。
175.条款8:如条款7所述的鞋类物品,其中在所述行中的一行中的任意两个相邻内部焊缝和在所述行中的连续一行中的且在所述两个相邻内部焊缝之间的列中的内部焊缝被定位成界定等边三角形的角。
176.条款9:如条款6-8中任一项所述的鞋类物品,其中所述内部焊缝中的至少大部分是圆形的并且具有相等的直径。
177.条款10:如条款1-9中任一项所述的鞋类物品,其中:所述周边凸缘具有第一焊缝和与所述第一焊缝间隔开的第二焊缝;所述第一焊缝和所述第二焊缝沿着所述周边凸缘纵长地延伸;所述凹槽在所述第一焊缝和所述第二焊缝之间沿着所述周边凸缘纵长地延伸;所述第一焊缝在所述凹槽的内侧;并且所述第二焊缝在所述凹槽的外侧。
178.条款11:如条款1-10中任一项所述的鞋类物品,其中所述聚合物囊具有定位特征,所述定位特征是所述周边凸缘的外边缘中的凹口、所述周边凸缘的所述外边缘处的突起、所述聚合物囊中的孔或所述聚合物囊上的标记中的至少一种。
179.条款12:一种制造鞋类的方法,包括:沿着斯创贝尔的周边凸缘中的凹槽将所述斯创贝尔固定到鞋面;其中所述斯创贝尔包括聚合物囊,所述聚合物囊界定内腔并被构造成将流体保持在所述内腔中,所述周边凸缘围绕所述内腔的周界的至少一部分延伸。
180.条款13:如条款12所述的方法,其中将所述斯创贝尔固定到所述鞋面通过将所述斯创贝尔缝合到所述鞋面使得一系列线迹在所述凹槽处延伸穿过所述周边凸缘来完成。
181.条款14:如条款12所述的方法,还包括:通过将第一聚合物片材和第二聚合物片材彼此焊接以界定具有所述凹槽的所述周边凸缘并界定多个内部焊缝来形成所述斯创贝尔,所述多个内部焊缝中的每一个仅部分地延伸跨过所述内腔。
182.条款15:如条款14所述的方法,其中:所述内部焊缝以行和列的图案布置,其中所述行沿所述斯创贝尔的纵向方向间隔开并且所述列沿所述斯创贝尔的横向方向间隔开;任意两个连续行的所述内部焊缝彼此偏移并且交替行的所述内部焊缝彼此对准;任意两个连续列的所述内部焊缝彼此偏移并且交替列的所述内部焊缝彼此对准;并且其中在所述行中的一行中的任意两个相邻内部焊缝和在所述行中的连续一行中的且在所述两个相邻内部焊缝之间的列中的内部焊缝被定位成界定等边三角形的角。
183.条款16:如条款14-15中任一项所述的方法,其中所述斯创贝尔是对应于第一鞋类尺寸的第一斯创贝尔,并且所述方法还包括:通过将相同或不同的片材彼此焊接以界定聚合物囊来制造对应于大于所述第一鞋类尺寸的第二鞋类尺寸的第二斯创贝尔,所述聚合物囊具有:内腔,所述聚合物囊被构造成将流体保持在所述内腔中;以及周边凸缘,所述周边凸缘围绕所述内腔的周界的至少一部分延伸,所述周边凸缘界定沿着所述周边凸缘延伸的凹槽;其中将相同或不同的片材彼此焊接包括以如在所述第一斯创贝尔上一样的行和列的图案与至少一个附加行或列焊接内部焊缝。
184.条款17:如条款12-16中任一项所述的方法,还包括:将具有固定到所述鞋面的所述斯创贝尔的所述鞋面放置在鞋楦上;其中将具有缝合到所述鞋面的所述斯创贝尔的所述鞋面放置在所述鞋楦上包括将所述斯创贝尔上的定位特征与所述鞋楦对准;并且其中所述斯创贝尔上的所述定位特征是所述周边凸缘的外边缘中的凹口、所述周边凸缘的所述外边缘处的突起、所述聚合物囊中的孔或所述聚合物囊上的标记中的至少一种。
185.条款18:如条款17所述的方法,还包括:当所述鞋面和所述斯创贝尔位于所述鞋楦上时,将鞋底夹层固定到所述鞋面或所述斯创贝尔中的至少一个。
186.条款19:如条款12-18中任一项所述的方法,其中当所述斯创贝尔被固定到所述鞋面时,所述聚合物囊处于未充注状态,并且所述方法还包括:在所述斯创贝尔被固定到所述鞋面之后对所述聚合物囊进行充注;以及在对所述内腔进行充注之后密封所述内腔;其中将具有固定到所述鞋面的所述斯创贝尔的所述鞋面放置在所述鞋楦上是在对所述聚合物囊进行充注并密封所述内腔之后。
187.条款20:如条款12-19中任一项所述的方法,还包括:在将所述斯创贝尔固定到所述鞋面之前,在所述凸缘处设置绷帮部件。
188.条款21:一种用于鞋类物品的斯创贝尔,所述斯创贝尔包括:聚合物囊,所述聚合物囊界定内腔并被构造成将流体保持在所述内腔中,所述聚合物囊具有周边凸缘,所述周边凸缘围绕所述内腔的周界的至少一部分延伸;并且其中所述周边凸缘界定沿着所述周边凸缘延伸的凹槽。
189.条款22:如条款21所述的斯创贝尔,其中:所述聚合物囊包括第一聚合物片材和第二聚合物片材;所述第一聚合物片材在所述周边凸缘处结合到所述第二聚合物片材;并且所述第一聚合物片材在多个内部焊缝处连结到所述第二聚合物片材,所述多个内部焊缝中的每一个仅部分地延伸跨过所述内腔。
190.条款23:如条款22所述的斯创贝尔,其中:所述内部焊缝以行和列的图案布置,其中所述行沿所述斯创贝尔的纵向方向间隔开并且所述列沿所述斯创贝尔的横向方向间隔开;任意两个连续行的所述内部焊缝彼此偏移并且交替行的所述内部焊缝彼此对准;并且任意两个连续列的所述内部焊缝彼此偏移并且交替列的所述内部焊缝彼此对准。
191.条款24:如条款23所述的斯创贝尔,其中在所述行中的一行中的任意两个相邻内部焊缝和在所述行中的连续一行中的且在所述两个相邻内部焊缝之间的列中的内部焊缝被定位成界定等边三角形的角。
192.条款25:如条款22-24中任一项所述的斯创贝尔,其中所述内部焊缝中的至少大部分是圆形的并且具有相等的直径。
193.条款26:如条款21-25中任一项所述的斯创贝尔,其中:所述周边凸缘具有第一焊缝和与所述第一焊缝间隔开的第二焊缝;所述第一焊缝和所述第二焊缝沿着所述周边凸缘纵长地延伸;所述凹槽在所述第一焊缝和所述第二焊缝之间沿着所述周边凸缘纵长地延伸;所述第一焊缝在所述凹槽的内侧;并且所述第二焊缝在所述凹槽的外侧。
194.条款27:如条款26所述的斯创贝尔,其中:所述周边凸缘包括在所述第一焊缝和所述凹槽之间在所述周边凸缘的外表面处突出的第一脊状部;并且所述周边凸缘包括在所述第二焊缝和所述凹槽之间在所述周边凸缘的所述外表面处突出的第二脊状部。
195.条款28:如条款21-27中任一项所述的斯创贝尔,其中所述聚合物囊具有定位特征,所述定位特征是所述周边凸缘的外边缘中的凹口、所述聚合物囊中的孔或所述聚合物囊上的标记中的至少一种。
196.条款29:一种鞋类物品,包括:鞋面;斯创贝尔,所述斯创贝尔包括:聚合物囊,所述聚合物囊界定内腔并被构造成将流体保持在所述内腔中,所述聚合物囊具有周边凸缘,所述周边凸缘围绕所述内腔的周界的至少一部分延伸;其中所述周边凸缘界定沿着所述周边凸缘延伸的凹槽;并且其中所述斯创贝尔通过在所述凹槽中延伸穿过所述周边凸缘的一系列线迹固定到所述鞋面。
197.条款30:如条款29所述的鞋类物品,其中:所述聚合物囊包括第一聚合物片材和第二聚合物片材;所述第一聚合物片材在所述周边凸缘处结合到所述第二聚合物片材;并且所述第一聚合物片材在多个内部焊缝处连结到所述第二聚合物片材,所述多个内部焊缝中的每一个仅部分地延伸跨过所述内腔。
198.条款31:如条款30所述的鞋类物品,其中:所述内部焊缝以行和列的图案布置,其中所述行沿所述斯创贝尔的纵向方向间隔开并且所述列沿所述斯创贝尔的横向方向间隔开;任意两个连续行的所述内部焊缝彼此偏移并且交替行的所述内部焊缝彼此对准;并且任意两个连续列的所述内部焊缝彼此偏移并且交替列的所述内部焊缝彼此对准。
199.条款32:如条款31所述的鞋类物品,其中在所述行中的一行中的任意两个相邻内部焊缝和在所述行中的连续一行中的并且在所述两个相邻内部焊缝之间的列中的内部焊缝被定位成界定等边三角形的角。
200.条款33:如条款30-32中任一项所述的鞋类物品,其中所述内部焊缝中的至少大部分是圆形的并且具有相等的直径。
201.条款34:如条款29-33中任一项所述的鞋类物品,其中:所述周边凸缘具有第一焊缝和与所述第一焊缝间隔开的第二焊缝;所述第一焊缝和所述第二焊缝沿着所述周边凸缘纵长地延伸;所述凹槽在所述第一焊缝和所述第二焊缝之间沿着所述周边凸缘纵长地延伸;所述第一焊缝在所述凹槽的内侧;并且所述第二焊缝在所述凹槽的外侧。
202.条款35:如条款34所述的鞋类物品,其中:所述周边凸缘包括在所述第一焊缝和所述凹槽之间在所述周边凸缘的外表面处突出的第一脊状部;并且所述周边凸缘包括在所述第二焊缝和所述凹槽之间在所述周边凸缘的所述外表面处突出的第二脊状部。
203.条款36:如条款29-35中任一项所述的鞋类物品,其中所述聚合物囊具有定位特征,所述定位特征是所述周边凸缘的外边缘中的凹口、所述聚合物囊中的孔或所述聚合物囊上的标记中的至少一种。
204.条款37:如条款29-36中任一项所述的鞋类物品,还包括:鞋底夹层,所述鞋底夹层固定到所述鞋面或所述聚合物囊中的至少一个。
205.条款38:如条款39-37中任一项所述的鞋类物品,还包括:绷帮部件,所述绷帮部件设置在所述凸缘处;其中所述一系列线迹进一步延伸穿过所述绷帮部件。
206.条款39:一种制造鞋类的方法,包括:通过以下步骤形成斯创贝尔:将第一聚合物片材和第二聚合物片材彼此焊接以界定聚合物囊,所述聚合物囊具有:内腔,所述聚合物囊被构造成将流体保持在所述内腔中;周边凸缘,所述周边凸缘围绕所述内腔的周界的至少一部分延伸;并且其中焊接是在所述周边凸缘处,并且所述周边凸缘界定沿着所述周边凸缘延伸的凹槽。
207.条款40:如条款39所述的方法,其中将所述第一聚合物片材和所述第二聚合物片材彼此焊接包括焊接多个内部焊缝,所述多个内部焊缝中的每一个仅部分地延伸跨过所述内腔。
208.条款41:如条款40所述的方法,其中:所述内部焊缝以行和列的图案布置,其中所述行沿所述斯创贝尔的纵向方向间隔开并且所述列沿所述斯创贝尔的横向方向间隔开;任意两个连续行的所述内部焊缝彼此偏移并且交替行的所述内部焊缝彼此对准;并且任意两个连续列的所述内部焊缝彼此偏移并且交替列的所述内部焊缝彼此对准。
209.条款42:如条款41所述的方法,其中所述斯创贝尔是对应于第一鞋类尺寸的第一斯创贝尔,并且所述方法还包括:通过将相同或不同的片材彼此焊接以界定聚合物囊来制造对应于大于所述第一鞋类尺寸的第二鞋类尺寸的第二斯创贝尔,所述聚合物囊具有:内腔,所述聚合物囊被构造成将流体保持在所述内腔中;周边凸缘,所述周边凸缘围绕所述内腔的周界的至少一部分延伸,所述周边凸缘界定沿着所述周边凸缘延伸的凹槽;并且其中将相同或不同的片材彼此焊接包括以如在所述第一斯创贝尔上一样的行和列的图案与至少一个附加行或列焊接内部焊缝。
210.条款43:如条款29-42中任一项所述的方法,其中将所述第一聚合物片材和所述第二聚合物片材彼此焊接包括焊接第一焊缝和第二焊缝,所述第一焊缝和第二焊缝彼此间隔开并且沿着所述周边凸缘纵长地延伸,其中所述凹槽在所述第一焊缝和所述第二焊缝之间沿着所述周边凸缘纵长地延伸。
211.条款44:如条款29-43中任一项所述的方法,还包括:在所述斯创贝尔上提供定位特征;其中所述定位特征是所述周边凸缘的外边缘中的凹口、所述聚合物囊中的孔或所述聚合物囊上的标记中的至少一种。
212.条款45:一种制造鞋类的方法,包括:沿着斯创贝尔的周边凸缘中的凹槽将所述斯创贝尔缝合到鞋面,使得一系列线迹在所述凹槽处延伸穿过所述周边凸缘;其中所述斯创贝尔包括聚合物囊,所述聚合物囊界定内腔并被构造成将流体保持在所述内腔中,所述周边凸缘围绕所述内腔的周界的至少一部分延伸。
213.条款46:如条款45所述的方法,还包括:通过将第一聚合物片材和第二聚合物片材彼此焊接以界定具有所述凹槽的所述周边凸缘并界定多个内部焊缝来形成所述斯创贝尔,所述多个内部焊缝中的每一个仅部分地延伸跨过所述内腔。
214.条款47:如条款46所述的方法,其中:所述内部焊缝以行和列的图案布置,其中所述行沿所述斯创贝尔的纵向方向间隔开并且所述列沿所述斯创贝尔的横向方向间隔开;任意两个连续行的所述内部焊缝彼此偏移并且交替行的所述内部焊缝彼此对准;并且任意两个连续列的所述内部焊缝彼此偏移并且交替列的所述内部焊缝彼此对准。
215.条款48:如条款47所述的方法,其中所述斯创贝尔是对应于第一鞋类尺寸的第一斯创贝尔,并且所述方法还包括:通过将相同或不同的片材彼此焊接以界定聚合物囊来制造对应于大于所述第一鞋类尺寸的第二鞋类尺寸的第二斯创贝尔,所述聚合物囊具有:内腔,所述聚合物囊被构造成将流体保持在所述内腔中;周边凸缘,所述周边凸缘围绕所述内腔的周界的至少一部分延伸,所述周边凸缘界定沿着所述周边凸缘延伸的凹槽;其中将相同或不同的片材彼此焊接包括以如在所述第一斯创贝尔上一样的行和列的图案与至少一个附加行或列焊接内部焊缝。
216.条款49:如条款45-47中任一项所述的方法,还包括:将具有缝合到其的所述斯创贝尔的所述鞋面放置在鞋楦上。
217.条款50:如条款49所述的方法,其中将具有缝合到其的所述斯创贝尔的所述鞋面放置在所述鞋楦上包括将所述斯创贝尔上的定位特征与所述鞋楦上的定位特征对准。
218.条款51:如条款50所述的方法,其中所述斯创贝尔上的所述定位特征是所述周边凸缘的外边缘中的凹口、所述聚合物囊中的孔或所述聚合物囊上的标记中的至少一种。
219.条款52:如条款49-51中任一项所述的方法,还包括:当所述鞋面和所述斯创贝尔位于所述鞋楦上时,将鞋底夹层固定到所述鞋面或所述斯创贝尔中的至少一个。
220.条款53:如条款49-52中任一项所述的方法,其中当所述斯创贝尔被缝合到所述鞋面时,所述聚合物囊处于未充注状态,并且所述方法还包括:在所述斯创贝尔被缝合到所述鞋面之后对所述聚合物囊进行充注;以及在对所述内腔进行充注之后密封所述内腔;其中在对所述聚合物囊进行充注并密封所述内腔之后,将具有缝合到所述鞋面的所述斯创贝尔的所述鞋面放置在所述鞋楦上。
221.条款54:如条款45-53中任一项所述的方法,还包括:在将所述斯创贝尔缝合到所述鞋面之前,在所述凸缘处设置绷帮部件;其中当所述斯创贝尔被缝合到所述鞋面时,所述一系列线迹进一步延伸穿过所述绷帮部件。
222.为了帮助和阐明各种实施方案的描述,各个术语在此被定义。除非另有指示,否则以下定义在整个本说明书(包括权利要求书)中适用。此外,所有提及的参考文献都以其整
体并入本文。
[0223]“鞋类物品”、“鞋类制品”和“鞋类”可以被认为既是机器(machine)又是制造品。组装好的准备好穿着的鞋类物品(如鞋、凉鞋、靴子等)以及鞋类物品的分立部件(例如鞋底夹层、鞋外底、鞋面部件等)在最终组装成准备好穿着的鞋类物品之前以单数或复数被认为且可替代地被称为“鞋类物品”或“鞋类”。
[0224]“一个(a)”、“一个(an)”、“该(the)”、“至少一个”和“一个或更多个”可互换地使用,以指示存在项中的至少一个项。除非上下文另外清楚地指示,否则可以存在多个这样的项。除非考虑到上下文另外明确或清楚地指示,否则在本说明书(包括所附权利要求书)中的参数(例如,量或条件)的所有数值应当被理解为在所有情况下由术语“大约”修饰,不管“大约”是否实际出现在该数值之前。“大约”指示所述的数值允许一些轻微的不精确性(有些接近该值的准确性;大约或适度地接近于该值;几乎)。如果由“大约”所提供的不精确性在本领域中没有以其他方式以这种普通含义被理解,那么如本文所使用的“大约”至少指示可能由测量和使用这些参数的普通方法引起的变化。另外,范围的公开应当被理解为具体公开了该范围内的所有值和进一步划分的范围。
[0225]
术语“包括(comprising)”、“包含(including)”和“具有(having)”是包含性的,并且因此指定所陈述的特征、步骤、操作、元件或部件的存在,但是不排除一个或更多个其它特征、步骤、操作、元件或部件的存在或添加。步骤、过程和操作的顺序可以在可能的时候被改变,并且可以采用另外的或可选择的步骤。如在本说明书中所使用的,术语“或”包括相关的所列项目的任何一个和所有的组合。术语“任何”被理解为包括所引用项的任何可能组合,包括所引用项的“任何一个”。术语“任何”被理解为包括所附权利要求的所引用权利要求的任何可能组合,包括所引用权利要求的“任何一个”。
[0226]
为了一致性和方便起见,在对应于图示的实施方案的整个该详细描述中可以采用方向性形容词。本领域普通技术人员应认识到,诸如“上方”、“下方”、“向上”、“向下”、“顶部”、“底部”等的术语可以相对于附图描述性地被使用,而不代表对权利要求所限定的本发明范围的限制。
[0227]
术语“纵向”是指沿部件的长度延伸的方向。例如,鞋类物品的纵向方向在鞋类物品的鞋前部区域和鞋跟区域之间延伸。术语“向前(forward)”或“前向(anterior)”用于指从鞋跟区域朝向鞋前部区域的大致方向,并且术语“向后(rearward)”或“后向(posterior)”用于指相反的方向,即从鞋前部区域朝向鞋跟区域的方向。在一些情况下,部件可以用纵向轴线以及沿着该轴线的向前纵向方向和向后纵向方向来识别。纵向方向或纵向轴线也可以称为前-后向方向或前-后向轴线。
[0228]
术语“横向”是指沿部件的宽度延伸的方向。例如,鞋类物品的横向方向在鞋类物品的外侧面和内侧面之间延伸。横向方向或横向轴线也可以被称为侧向方向或侧向轴线或者中侧方向或中侧轴线。
[0229]
术语“竖直”是指大致垂直于侧向方向和纵向方向两者的方向。例如,在鞋底结构被平坦地安置在地面表面上的情况下,竖直方向可以从地面表面向上延伸。将理解,这些方向性形容词中的每一个可以应用到鞋底结构的单独的部件。术语“向上(upward)”或“向上(upwards)”是指指向部件的顶部的竖直方向,该部件可以包括鞋面的鞋背、紧固区和/或鞋喉。术语“向下(downward)”或“向下(downwards)”是指与向上方向相反、指向部件的底部的
竖直方向并且可以大致指向鞋类物品的鞋底结构的底部。
[0230]
鞋类物品(诸如鞋)的“内部”是指当鞋类物品被穿着时被穿着者的足部所占据的空间处的部分。部件的“内侧(inner side)”是指部件在组装好的鞋类物品中定向成朝向(或将定向成朝向)部件或鞋类物品的内部的侧面或表面。部件的“外侧(outer side)”或“外部”是指部件在组装好的鞋类物品中定向成远离(或将定向成远离)鞋类物品的内部的侧面或表面。在一些情况下,其他部件可以位于部件的内侧与组装好的鞋类物品中的内部之间。类似地,其他部件可以位于部件的外侧与组装好的鞋类物品外部的空间之间。此外,术语“向内的”和“向内地”是指朝向部件或鞋类物品(例如鞋)的内部的方向,而术语“向外的”和“向外地”指朝向部件或鞋类物品(例如鞋)的外部的方向。此外,术语“近侧”是指当鞋类物品由使用者穿着时当足部插入鞋类物品中时更靠近鞋类部件的中央或者更靠近足部的方向。同样,术语“远侧”是指当鞋类物品由使用者穿着时当足部插入鞋类物品中时进一步远离鞋类部件的中央或者进一步远离足部的相对位置。因此,术语近侧和远侧可以被理解为提供大致相反的术语来描述相对的空间位置。
[0231]
虽然已经描述了多种实施方案,但是本描述意图是示例性的,而不是限制性的,并且对于本领域普通技术人员来说将明显的是,在实施方案的范围内的更多的实施方案和实现方式是可能的。任何实施方案的任何特征可以与任何其它实施方案中的任何其它特征或元件组合地或取代任何其它实施方案中的任何其它特征或元件来使用,除非特别限制。因此,除了根据所附权利要求及其等同物之外,实施方案不受限制。而且,在所附权利要求的范围内可以做出多种修改和变化。
[0232]
虽然已经详细描述了用于实施本教导的许多方面的数种模式,但是熟悉这些教导所涉及的领域的技术人员将认识到在所附权利要求的范围内的实施本教导的多种可选择的方面。意图是,在以上描述中所包含的或在附图中所示出的所有内容应被解释为普通技术人员将认识到的可选择的实施方案的整体范围的说明和示例,这些可选择的实施方案如由所包含的内容暗示、在结构上和/或功能上等同于所包含的内容,或者基于所包含的内容以其他方式变得明显,并且不仅仅限于那些明确描绘和/或描述的实施方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1