一种手套撕边机的制作方法
1.本发明涉及到一种将pe等材料的薄膜手套成型后的边料去除的手套撕边机。
背景技术:
2.本专利的申请人于2018年5月18日向国家知识产权局专利局提交的发明名称为:一种手套边料的分离装置、专利号为:2018207520481的发明专利公开了一种手套边料的分离装置(也称撕边机构),其结构不够紧凑,而且,也没有给出如何将成型后的手套半成品平整地搬运至所述的分离装置上、以及如何将分离边料后的成品手套从所述的分离装置上快速运走的技术方案。
技术实现要素:
3.本发明所要解决的技术问题是:提供一种结构紧凑、并可将成型后的手套半成品平整地搬运到撕边机构和将撕去边料后的成品手套快速运走的手套撕边机。
4.为解决上述技术问题,本发明采用的技术方案为:一种手套撕边机,包括:机架、以及设置在机架上的手套撕边机构,所述的机架在手套撕边机构的来料一侧活动设置有等料翻板,机架上在等料翻板的下方活动铰接有翻板驱动气缸,翻板驱动气缸的驱动杆斜向与等料翻板靠近手套撕边机构的一侧活动铰接在一起;所述手套撕边机构的具体结构包括:驱动轴垂直朝上设置在所述机架上的旋转电机,旋转电机的驱动轴上设置有旋转托板,所述的机架在旋转托板的上方设置有驱动杆垂直向下的手套压紧气缸,手套压紧气缸的驱动杆上活动设置有与所述的旋转托板相配合的从动压料板,所述的机架上在旋转托板的一侧还设置有水平布置的撕边转盘及其驱动装置,撕边转盘上设置有伸出撕边转盘的边料托板、以及与所述的边料托板相配合的边料夹紧气缸,边料夹紧气缸的驱动杆正对着所述的边料托板、并设置有边料压紧头;所述的机架上还设置有将手套半成品从等料翻板转运至旋转托板上、以及将旋转托板上的成品手套转运走的手套夹取搬运机构。
5.作为一种优选方案,在所述的一种手套撕边机中,所述从动压料板的底面和旋转托板的顶面上均设置有胶垫。
6.作为一种优选方案,在所述的一种手套撕边机中,所述的从动压料板局部或整体包覆硅胶或橡胶,从而在从动压料板的底面形成胶垫;所述的旋转托板在其表面粘贴有带有背胶的硅胶垫或橡胶垫。
7.作为一种优选方案,在所述的一种手套撕边机中,所述的机架在手套撕边机构的另一侧设置有输送带及其驱动装置;所述的手套夹取搬运机构将旋转托板上的成品手套转运至输送带上。
8.作为一种优选方案,在所述的一种手套撕边机中,所述的手套夹取搬运机构包括:设置在所述机架上的移动支架及其驱动装置,移动支架上设置有至少两对活动夹,移动支架上还设置有驱动所有活动夹同时开合的活动夹驱动装置。
9.作为一种优选方案,在所述的一种手套撕边机中,所述的等料翻板和旋转托板的
相应侧上开设有与所述的活动夹相配合的夹持豁口。
10.作为一种优选方案,在所述的一种手套撕边机中,所述的边料托板上设置有与所述的边料压紧头相配合的压紧凹陷部。
11.作为一种优选方案,在所述的一种手套撕边机中,所述从动压料板的具体设置方式为:从动压料板的上方设置有旋转座,所述手套压紧气缸的驱动杆通过轴承活动设置在所述的旋转座中。
12.作为一种优选方案,在所述的一种手套撕边机中,所述的机架上设置有与旋转电机的驱动轴相配合的导向筒,旋转电机的驱动轴通过轴承活动设置在导向筒中。
13.本发明的有益效果是:本发明通过设置可翻转的等料翻板,让薄膜手套成型中的手套半成品斜靠在等料翻板上,这样,手套半成品在其自身重力的作用下,平整地依靠在等料翻板上,当到达设定的数量时,通过翻板驱动气缸斜向上将等料翻板推至水平状态,手套半成品保持整齐堆放状态,接着通过手套夹取搬运机构将等料翻板上的手套半成品一次性地搬运至手套撕边机构中,由于手套半成品的码放比较整齐,大大提高了手套的成品率;撕去边料后的手套成品再次由手套夹取搬运机构搬运至输送带上,从而实现了手套撕边的自动化,大大降低了劳动强度。
附图说明
14.图1是本发明所述手套撕边机的俯视结构示意图。
15.图2是图1的仰视方向的局部结构示意图。
16.图3是图1的仰视方向的局部放大结构示意图。
17.图4是图1的局部结构示意图。
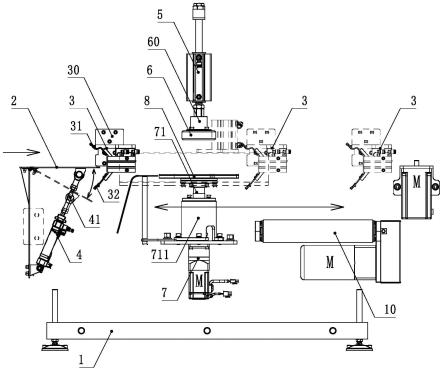
18.图5是本发明所述手套撕边机的立体结构示意图。
19.图6是手套半成品的结构示意图。
20.图7是手套成品的结构示意图。
21.图1至图7中的附图标记为:1、机架,2、等料翻板,20、铰链,21、夹持豁口,3、手套夹取搬运机构,30、移动支架,31、上活动夹,32、下活动夹,4、翻板驱动气缸,41、驱动杆,5、手套压紧气缸,51、驱动杆,6、从动压料板,60、旋转座,7、旋转电机,71、驱动轴,711、导向筒,8、旋转托板,81、夹持豁口,9、边料夹紧气缸,91、驱动杆,911、边料压紧头,94、边料托板,941、压紧凹陷部,98、撕边转盘,981、安装板,99、撕边电机,999、撕边传动机构,10、输送带,100、手套半成品,101、边料,200、手套成品。
具体实施方式
22.下面结合附图1至7,详细描述本发明所述的一种手套撕边机的具体实施方案。
23.如图1至图5所示,本发明所述的一种手套撕边机,包括:机架1、以及设置在机架1上的手套撕边机构,所述的机架1在手套撕边机构的来料一侧通过一对铰链20活动设置有等料翻板2(属于本领域的惯常技术,在此不再展开描述),所述的机架1在手套撕边机构的另一侧设置有输送带10及其驱动装置(输送带10的驱动装置属于本领域的惯常技术,在此不再展开描述);所述的机架1上在等料翻板2的下方活动铰接有翻板驱动气缸4,翻板驱动气缸4的驱动杆41斜向与等料翻板2靠近手套撕边机构的一侧活动铰接在一起;所述手套撕
边机构的具体结构包括:驱动轴71垂直朝上设置在所述机架1上的旋转电机7,所述的机架1上设置有与驱动轴71相配合的导向筒711,旋转电机7的驱动轴71通过轴承活动设置在导向筒711中(属于本领域的惯常技术,在此不再展开描述);旋转电机7的驱动轴71上设置有旋转托板8,旋转托板8的顶面粘贴有带有背胶的橡胶垫或硅胶垫(包胶属于本领域的惯常技术,在此不再展开描述),所述的机架1在旋转托板8的上方设置有驱动杆51垂直向下的手套压紧气缸5,手套压紧气缸5的驱动杆51上活动设置有与所述的旋转托板8相配合的从动压料板6,从动压料板6整体或部分包有橡胶或硅胶、在其底面形成胶垫(属于本领域的惯常技术,在此不再展开描述),所述从动压料板6的具体设置方式为:从动压料板6的上方设置有旋转座60,所述手套压紧气缸5的驱动杆51通过轴承活动设置在所述的旋转座60中(属于本领域的惯常技术,在此不再展开描述);所述的机架1上在旋转托板8的一侧还设置有水平布置的撕边转盘98及其驱动装置,撕边转盘98的驱动装置包括:撕边电机99,撕边电机99与撕边转盘98之间设置有撕边传动机构999(属于本领域的惯常技术,在此不再展开描述),撕边转盘98上设置有伸出撕边转盘98的边料托板94,撕边转盘98上通过安装板981设置有与边料托板94相配合的边料夹紧气缸9,边料夹紧气缸9的驱动杆91正对着边料托板94、并设置有边料压紧头911,所述的边料托板94上设置有与所述的边料压紧头911相配合的压紧凹陷部941,这样边料101就可以更加可靠地夹持在边料压紧头911与压紧凹陷部941之间;所述的机架1上还设置有将带有边料101的手套半成品100(参见图6)从等料翻板2转运至旋转托板8上、以及将旋转托板8上的手套成品200(参见图7)转运至输送带10上的手套夹取搬运机构3,该手套夹取搬运机构3的包括:设置在所述机架1上的移动支架30及其驱动装置(移动支架30的驱动装置属于本领域的惯常技术,在此不再展开描述),移动支架30上设置有四对活动夹(活动夹的数量可根据实际情况而定),每对活动夹包括:上活动夹31和下活动夹32,移动支架30上还设置有驱动所有上、下活动夹31和32同时开合的夹取驱动装置(属于本领域的惯常技术,在此不再展开描述);本实施例中,所述的等料翻板2的相应侧(图1中的右侧)上开设有与所述的上、下活动夹31和32相配合的夹持豁口21,所述旋转托板8的相应侧(图1中的右侧)上开设有与所述的上、下活动夹31和32相配合的夹持豁口81。
24.本发明的工作原理为:由手套成型装置形成的手套半成品100斜靠在等料翻板2上,当到达设定的数量时,通过翻板驱动气缸4斜向上将等料翻板2推至水平状态,手套半成品100保持整齐堆放状态,接着通过手套夹取搬运机构3将等料翻板2上的手套半成品100一次性地搬运至手套撕边机构中,撕去边料101,撕料时,手套压紧气缸5的驱动杆51向下移动,使得从动压料板6将手套半成品100压在旋转托板8上,与此同时,边料夹紧气缸9的驱动杆91下移,将边料101压在驱动杆91上的边料压紧头911与边料托板94之间,然后,旋转托板8和边料托板94分别在旋转电机7和撕边电机99的带动下相对转动一周,将边料101从手套半成品100上撕去形成手套成品200,然后,再次由手套夹取搬运机构3将旋转托板8上撕去边料101的手套成品200搬运至输送带100上,实现了手套撕边的自动化,大大降低了劳动强度。
25.综上所述,仅为本发明的较佳实施例而已,并非用来限定本发明实施的范围,凡依本发明权利要求范围所述的形状、构造、特征及精神所作的均等变化与修饰,均应包括在本发明的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1