一种珠宝首饰加工用钻型针的制作方法
1.本实用新型涉及珠宝首饰加工技术领域,具体为一种珠宝首饰加工用钻型针。
背景技术:
2.珠宝首饰,是指珠宝玉石和贵金属的原料、半成品,以及用珠宝玉石和贵金属的原料、半成品制成的佩戴饰品、工艺装饰品和艺术收藏品,而珠宝首饰都要经过诸多过程,设计、制作、打磨、抛光、雕刻等步骤,而在雕刻过程中一般通过型针对首饰进行微刻,从而提高整个首饰的美观性。
3.市场上的珠宝首饰加工用钻型针存在不便于更换针头,破损时整根丢弃造成浪费的问题,为此,我们提出一种珠宝首饰加工用钻型针。
技术实现要素:
4.本实用新型的目的在于提供一种珠宝首饰加工用钻型针,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种珠宝首饰加工用钻型针,包括柄杆、安装组件和限位组件,所述柄杆下侧固定连接有安装座,用于钻孔加工的所述安装组件连接于安装座的底端,且安装组件包括承接端头、外螺纹、限位孔和钻针,所述承接端头外侧设置有外螺纹,且承接端头中部开设有限位孔,所述承接端头下侧固定连接有钻针,用于防脱加固的所述限位组件连接于安装座内部,且限位组件包括定位横杆、定位纵杆、调节轴和定位孔,所述定位横杆左右两端通过调节轴与定位纵杆相转动连接,且定位纵杆上端开设有定位孔。
6.进一步的,所述承接端头与安装座呈螺纹连接,且承接端头与钻针呈一体化结构。
7.进一步的,所述定位横杆贯穿于承接端头内部,且定位横杆外口结构尺寸与限位孔开口结构尺寸相吻合。
8.进一步的,所述柄杆上侧焊接连接有安装端头,且柄杆外表面下端开设有放置槽,所述放置槽上端固定连接有凸扣。
9.进一步的,所述定位纵杆外口结构尺寸与放置槽开口结构尺寸相吻合,且定位纵杆设置有两个。
10.进一步的,所述凸扣贯穿于定位孔内部,且凸扣呈弹性结构。
11.进一步的,所述凸扣与柄杆呈一体化结构,且凸扣呈v状。
12.本实用新型提供了一种珠宝首饰加工用钻型针,具备以下有益效果:该珠宝首饰加工用钻型针,通过设置贯穿卡扣的锁紧件对螺旋连接型针进行加固,使得整体安装紧固,同时整体能够拆卸,便于对型针更换;
13.该珠宝首饰加工用钻型针设置有定位横杆,承接端头与安装座相螺旋安装后通过定位横杆进行贯穿限位,预防在钻型针加工过程中发生松脱,保证机体加工稳定;
14.该珠宝首饰加工用钻型针设置有定位纵杆,定位纵杆与定位横杆通过连接处贯穿
的调节轴能够转动调节,使得翻折定位纵杆与定位横杆相垂直进行限位,预防定位横杆松脱,将定位纵杆卡合在结构尺寸相吻合的放置槽内部进行收束,使用方便;
15.该珠宝首饰加工用钻型针设置有凸扣,在定位纵杆卡合于放置槽内部时,定位纵杆顶端定位孔对应于凸扣位置,而凸扣顶端呈外圆弧状,使得定位纵杆顺应凸扣的弧面进行贯穿进行加固,预防凸扣与定位纵杆相脱离。
附图说明
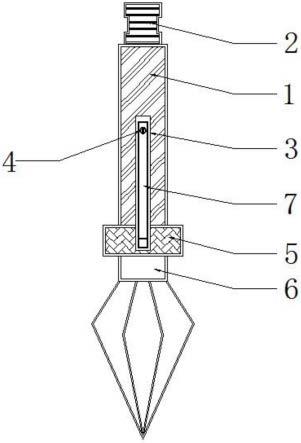
16.图1为本实用新型整体正面结构示意图;
17.图2为本实用新型安装组件结构示意图;
18.图3为本实用新型限位组件立体结构示意图。
19.图中:1、柄杆;2、安装端头;3、放置槽;4、凸扣;5、安装座;6、安装组件;601、承接端头;602、外螺纹;603、限位孔;604、钻针;7、限位组件;701、定位横杆;702、定位纵杆;703、调节轴;704、定位孔。
具体实施方式
20.如图1和图2所示,一种珠宝首饰加工用钻型针,包括柄杆1、安装组件 6和限位组件7,柄杆1下侧固定连接有安装座5,用于钻孔加工的安装组件 6连接于安装座5的底端,且安装组件6包括承接端头601、外螺纹602、限位孔603和钻针604,承接端头601外侧设置有外螺纹602,且承接端头601 中部开设有限位孔603,承接端头601下侧固定连接有钻针604,承接端头601 与安装座5呈螺纹连接,且承接端头601与钻针604呈一体化结构,承接端头601通过上端外螺纹602顺应安装座5底端内部进行螺旋安装,进而对整个承接端头601进行固定安装,相应此种螺旋连接方式也便于针对承接端头 601与安装座5相螺旋拆卸,易于针对不同规格的型针进行安装,同时在型针磨损严重的情况下可以针对性对型针回收,而保留上端柄杆1进行循环使用,减少浪费。
21.如图1和图3所示,用于防脱加固的限位组件7连接于安装座5内部,且限位组件7包括定位横杆701、定位纵杆702、调节轴703和定位孔704,定位横杆701左右两端通过调节轴703与定位纵杆702相转动连接,且定位纵杆702上端开设有定位孔704,定位横杆701贯穿于承接端头601内部,且定位横杆701外口结构尺寸与限位孔603开口结构尺寸相吻合,承接端头601 与安装座5相螺旋安装后通过定位横杆701进行贯穿限位,预防在钻型针加工过程中发生松脱,保证机体加工稳定。柄杆1上侧焊接连接有安装端头2,且柄杆1外表面下端开设有放置槽3,定位纵杆702外口结构尺寸与放置槽3 开口结构尺寸相吻合,且定位纵杆702设置有两个,定位纵杆702与定位横杆701通过连接处贯穿的调节轴703能够转动调节,相应在定位横杆701贯穿安装时转动定位纵杆702,使得定位纵杆702与定位横杆701呈同一中轴线,而在贯穿承接端头601内部后,翻折定位纵杆702与定位横杆701相垂直进行限位,预防定位横杆701松脱,此时定位纵杆702卡合在结构尺寸相吻合的放置槽3内部进行收束,使用方便。放置槽3上端固定连接有凸扣4,凸扣 4贯穿于定位孔704内部,且凸扣4呈弹性结构,凸扣4与柄杆1呈一体化结构,且凸扣4呈v状,在定位纵杆702卡合于放置槽3内部时,定位纵杆702 顶端定位孔704对应于凸扣4位置,而凸扣4顶端呈外圆弧状,使得定位纵杆702顺应凸扣4的弧面进行贯穿,对开口v状的凸扣4向内挤压安装,当定位孔704通过凸扣4上端圆弧
端后,凸扣4失去挤压向外张开,由下端的水平端进行卡扣,预防凸扣4与定位纵杆702相脱离,对安装座5与承接端头601的安装进行加固,当需要拆卸时,使用人员向内挤压v状的凸扣4,即可实现定位纵杆702滑脱凸扣4,便于整体拆装。
22.综上,该珠宝首饰加工用钻型针,使用时,首先使得承接端头601通过上端外螺纹602顺应安装座5底端内部进行螺旋安装,进而对整个承接端头 601进行固定安装,相应此种螺旋连接方式也便于针对承接端头601与安装座 5相螺旋拆卸,易于针对不同规格的型针进行安装,同时在型针磨损严重的情况下可以针对性对型针回收,而保留上端柄杆1进行循环使用,接着对限位孔603处贯穿结构尺寸相吻合的定位横杆701,使得定位横杆701刚好卡合在限位孔603内部,接着翻折定位纵杆702与定位横杆701相垂直,预防定位横杆701松脱,此时定位纵杆702卡合在结构尺寸相吻合的放置槽3内部进行收束,而定位纵杆702顶端定位孔704对应于凸扣4位置,而凸扣4顶端呈外圆弧状,使得定位纵杆702顺应凸扣4的弧面进行贯穿,对开口v状的凸扣4向内挤压安装,当定位孔704通过凸扣4上端圆弧端后,凸扣4失去挤压向外张开,由下端的水平端进行卡扣,预防凸扣4与定位纵杆702相脱离,对安装座5与承接端头601的安装进行加固,当需要拆卸时,使用人员向内挤压v状的凸扣4,即可实现定位纵杆702滑脱凸扣4,便于整体拆装,这样就完成了整个珠宝首饰加工用钻型针的使用过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1