一种外面层无车线、无贴胶、周边不毛边的内衣的制作方法
1.本技术涉及文胸内衣的领域,尤其是涉及一种外面层无车线、无贴胶、周边不毛边的内衣。
背景技术:
2.文胸内衣是女性日常穿着的贴身服装,对女性胸部起到支撑、承托、保护作用,而随着女性对文胸内衣的功能性、舒适性追求,有推出运动内衣、舒适型内衣等产品,可作为外穿型内衣在日常穿着使用。
3.但目前的内衣存在有表面外观车缝线明显、边缘较厚、模杯轮廓显露明显等情况,使得作为外穿型内衣的应用受限。其中,对于表面车缝线明显的问题,目前有采用前幅的顶部、后幅的顶部均向上延伸形成肩带部位,且在肩缝处相互贴合,使得内衣的前幅对应肩带位置、后幅对应肩带位置无拼接缝,外观较整体、精致。但这类采用前幅、后幅的原面料延伸形成肩带部位的方式,由于肩带仍是前幅原面料、后幅原面料,具有拉伸弹力,使得肩带对胸部的提拉力较弱,使得内衣对胸部的承托、提拉作用较小。
4.另外,也有在内衣的前领位置以及侧夹位置采用内扎骨车线,然后在里层压线,使得罩杯位置的外表层无车缝线,但是会使得罩杯部位的前领边缘以及侧夹边缘厚度较厚,穿着内衣时会由于边缘较厚而出现内衣面料不平顺的情况,同时较厚的边缘会压迫人体皮肤,造成皮肤出现压痕情况。另外,也有在肩带部位将表层反折在罩杯里层,并结合打枣工艺来将车缝肩带,减少车缝线外露面积,但是亦会导致肩带位置的整体厚度增加,穿着时肩带与人体不贴服。
5.对此,目前有在内衣的前领、侧夹、下围等周边边缘采用裸边裁边的方式来解决上述边缘较厚的问题,来达到穿着贴身、不显边痕的效果,而此类无痕穿着的裸边裁边结构,一般是内衣面料采用弹力面料,以使得裸边裁边后的边缘亦具有弹性,达到无痕效果,但是弹力面料的边缘经过裸边裁边处理后,经过多次穿着和水洗后容易出现毛边或散边的现象,使得内衣的外观不精致美观。
6.对此,目前亦有采用在前领边缘、侧夹边缘采用点胶方式或是胶膜粘贴方式将面层面料与里层面料相贴合的方式,但是亦会从内衣的正面看到贴胶的痕迹,降低了外穿型内衣的美观性。
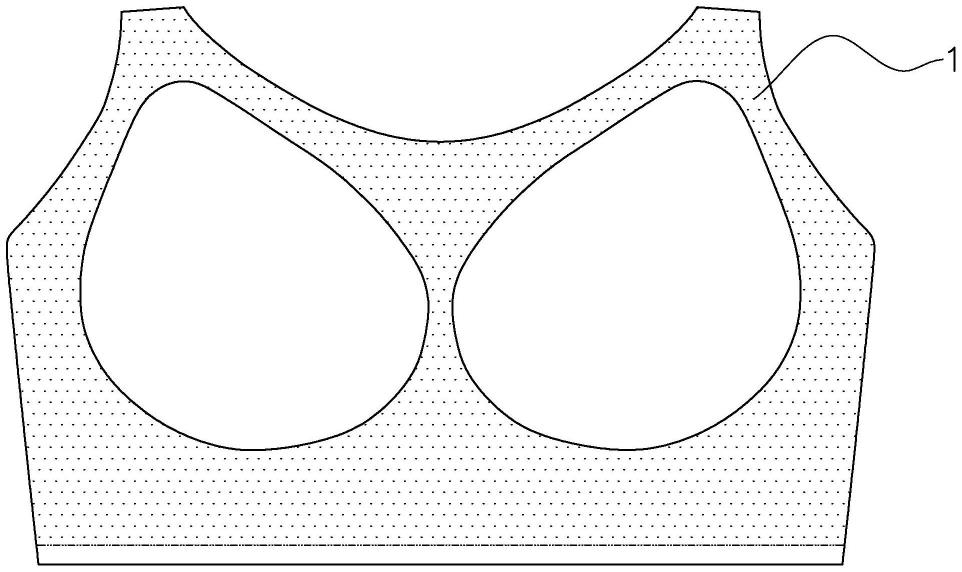
7.而对于模杯轮廓显露明显的情况,如图1所示,具体是目前有采用点胶或胶膜方式将前领、下围、侧夹等部位进行粘贴,使得面层面料与里层面料贴合后显露出模杯位置,呈现明显的模杯轮廓线,使得穿着时出现内衣显露模杯位置的尴尬。对此,目前也有在前领、侧夹及下围位置采用裸边裁边结构,减少贴胶造成模杯轮廓显露的问题,但又会出现边缘容易出现毛边、散边现象。
技术实现要素:
8.为了解决目前内衣的车缝线明显、边缘较厚、模杯轮廓显露明显,本技术提供一种
外面层无车线、无贴胶、周边不毛边的内衣。
9.本技术提供的一种外面层无车线、无贴胶、周边不毛边的内衣,采用如下的技术方案:
10.一种外面层无车线、无贴胶、周边不毛边的内衣,包括罩杯部、连接于所述罩杯部两外侧的背围部、与所述罩杯部和所述背围部连接的肩带部,所述罩杯部包括模杯复合层以及第一面层,所述模杯复合层包括第一里层以及连接于所述第一里层外表面的外层,所述第一面层覆盖于所述外层的外表面,所述第一面层的边缘往所述第一里层的内表面翻折,第一里层的内表面设置有与第一面层内表面粘合连接的第一胶膜层。
11.针对目前市面上的舒适性内衣或运动内衣大多存在的外观车缝线明显、边缘较厚等外观不精致的情况,以及模杯轮廓显露明显导致外穿尴尬的情况,
12.本技术通过将第一面层的边缘往第一里层翻折,并在边缘处通过胶膜粘贴,实现反包边效果,该结构仅通过第一面层的边缘位置与第一里层贴合,第一面层的其余位置是不与第一里层贴合,且第一面层的其余位置不与外层车缝或贴合连接,仅是遮盖外层,整片第一面层与整片外层完全松开、不连接,使得成品内衣在外穿时不会呈现出碗状模杯轮廓。
13.而目前的反包边结构及处理工艺,是基于棉体实现,具体是在面层面料与里层面料之间设置有棉体,然后将面层面料的边缘绕棉体的边缘往里层面料翻折,以棉体作为粘合连接的支撑,以使面层面料的边缘与里层面料的边缘实现反包边结构。但这种基于棉体的反包边结构,会增加了内衣边缘位置的厚度,穿着会出现面料不平顺的情况,且会压迫人体皮肤,造成皮肤出现压痕情况。而本技术实现仅无棉体基础上、第一面层边缘与第一里层的边缘的反包边结构,使得内衣的边缘厚度较薄,穿着贴肤,无明显胶粘边缘痕迹,不勒皮肤,穿着舒适,外观整体无明显车缝、无贴合痕迹,外观精致、美观大方,适用于多场景使用的外穿型内衣。
14.可选的,所述背围部包括第二里层和第二面层,所述第二里层与第一里层连接,所述第二面层与第一面层连接;所述第二面层的边缘往所述第二里层的内表面翻折,第二里层的内表面设置有与第二面层内表面粘合连接的第二胶膜层。
15.通过采用上述技术方案,使得背围部的边缘为反包边无痕边缘,穿着贴肤,减少由于车缝边缘或贴合边缘较厚而导致穿着时面料不平顺的情况,且边缘处无明显粘胶痕迹,减少车缝线或贴合痕迹对皮肤的紧勒感,穿着舒适。
16.可选的,所述肩带部包括肩带本体以及包覆与所述肩带本体外表面的第三面层,所述第三面层的边缘往所述肩带本体的内表面翻折,肩带本体的内表面设置有与第三面层内表面粘合连接的第三胶膜层。
17.通过采用上述技术方案,使得肩带部对应内衣的正面以及对应内衣的反面均无车缝线,且第三面层与第一面层、第二面层采用同样的面料,使制得的内衣成品的罩杯部、背围部、肩带部外观整体性强,美观大方。
18.可选的,所述第一面层对应前领部位、侧夹部位的边缘往所述第一里层的内表面翻折,所述外层对应下围部位的边缘往第一里层的内表面翻折,第一里层的内表面设置有用于与第一面层内表面、外层内表面粘合连接的第一胶膜层;
19.所述第一面层的底部边缘往其内表面翻折,第一面层的底部内表面设置有用于其自身内翻折粘合连接的第四胶膜层。
20.通过采用上述技术方案,使得罩杯部的前领部位、侧夹部位均是由第一面层反包边无痕贴合的边缘反包边结构,而罩杯部的下围部位则是由外层反包边无痕贴合的边缘反包边结构,使得内衣产品的罩杯部边缘均是边缘反包边结构,而在第一面层的下边缘比外层的下边缘长,且第一面层的底部向内翻折的边缘反包边结构,则制得第一面层高度大于外层高度的背心内衣结构,且第一面层的下边缘亦为边缘反包边结构,使得背心内衣的穿着贴合度高,穿着舒适,边缘无贴合痕迹或车缝痕迹,美观大方。
21.可选的,所述模杯复合层还包括设置于所述外层与第一里层之间的杯垫层。
22.通过在外层与第一里层之间设置杯垫,提高内衣对胸部的承托支撑性,且使得边缘反包边的内衣亦适用于插杯式内衣,适用范围广泛。
23.可选的,所述模杯复合层还包括粘胶层,所述外层覆盖于所述杯垫层的外表面,杯垫层的内表面与所述粘胶层的外表面粘合连接,粘胶层的内表面与第一里层粘合连接。
24.通过采用上述技术方案,能使杯垫层通过粘胶层与第一里层粘合稳定,而外层与杯垫层不粘合、不车缝,使得在外层外表面覆盖第一面层后,无明显模杯轮廓线,使得内衣的外观面料平顺。
25.可选的,所述杯垫层的内表面具有粘接区以及围设于所述粘接区外围的非粘区,所述杯垫层对应粘接区的内表面与所述粘胶层的外表面粘合连接。
26.通过采用上述技术方案,粘接区通过粘胶层实现与第一里层的粘合连接,而非粘区则不与第一里层粘合连接,使得杯垫层的内表面不完全与第一里层贴合,使得当穿着该内衣时,第一里层对应外围非粘区的面料部位起到弹力拉伸作用,具有科学拉伸、缓冲的作用,使得模杯能通过杯垫层内表面与第一里层的贴合面积大小来调整可伸缩模杯的可拉伸面积大小,该可拉伸面积大小则由第一里层的非粘合部位拉伸形成,使得内衣成品能适用于不同胸型大小,适用范围广泛。
27.可选的,所述外层的内表面与第一里层的表面对应前领部位、下围部位、鸡心部位通过若干个粘胶点粘合连接。
28.通过采用点胶的方式将外层和第一里层粘合连接,使得罩杯部的前领部位、下围部位、鸡心部位柔软舒适,透气亲肤,穿着时贴合度高;而传统模杯的前领部位、下围部位、鸡心部位是采用面料与海绵相粘合制成,使得罩杯部的透气性较低,穿着舒适性较低。
29.综上所述,本技术包括以下至少一种有益技术效果:
30.1、本技术通过将第一面层的边缘往第一里层面料翻折,并在边缘处通过第一胶膜层粘合连接,形成边缘反包边贴合无痕结构,该结构仅通过第一面层的边缘位置与第一里层的边缘位置贴合,第一面层的其余位置不与第一里层贴合,兼备边缘轻薄贴身且不散口毛边的外观精致效果,美观大方;且第一面层除边缘外的其余位置不与外层车缝或贴合连接,仅是遮盖外层,使得第一面层与外层之间不连接、完全松开,使得成品内衣在外穿时不会呈现出碗状模杯轮廓,减少穿着时模杯轮廓外露造成的视觉上突出胸部的尴尬情况,使得内衣成品适用于外露、外穿,多场景均适用穿着。
31.2、本技术的第二面层往第二里层翻折,后通过第二胶膜层实现粘合,使得内衣的背围部边缘亦为边缘反包边贴合无痕结构,穿着贴肤、无明显粘胶痕迹,减少由于车缝边缘或贴合边缘较厚而导致穿着时面料不平顺的情况,并减少车缝线或贴合痕迹对皮肤的紧勒感,穿着舒适。另一方面,第一里层与第二里层连接缝内设内衣内部、第一面层与第二面层
连接缝内设内衣内部,使得罩杯部与背围部的连接处的侧骨位置实现外观表面无车缝线,外观平顺。
32.3、本技术的肩带部对应内衣的正面以及对应内衣的反面均无车缝线,且第三面层与第一面层、第二面层采用同样的面料,使制得的内衣成品的罩杯部、背围部、肩带部外观整体性强,美观大方。
附图说明
33.图1是现有技术中模杯轮廓显露明显的内衣结构示意图。
34.图2是本技术外面层无车线、无贴胶、周边不毛边的内衣的外表面正面结构示意图;
35.图3是本技术外面层无车线、无贴胶、周边不毛边的内衣的外表面背面结构示意图;
36.图4是本技术实施例1所述罩杯部的纵截面示意图;
37.图5是本技术实施例1所述背围部纵截面示意图;
38.图6是本技术实施例1所述肩带部的横截面示意图;
39.图7是本技术外面层无车线、无贴胶、周边不毛边的内衣的内表面正面结构示意图;
40.图8是本技术外面层无车线、无贴胶、周边不毛边的内衣的内表面背面结构示意图;
41.图9是本技术实施例2所述罩杯部的纵截面示意图;
42.图10是本技术实施例3所述罩杯部的纵截面示意图;
43.图11是本技术实施例4所述杯垫层的结构示意图;
44.图12是本技术实施例4所述罩杯部的纵截面示意图;
45.图13是本技术实施例5所述罩杯部的纵截面示意图;
46.附图标记说明:1、罩杯部;11、模杯复合层;111、第一里层;112、外层;12、第一面层;121、第四胶膜层;13、第一胶膜层;14、杯垫层;141、粘接区;142、非粘区;15、粘胶层;2、背围部;21、第二里层;22、第二面层;23、第二胶膜层;3、肩带部;31、肩带本体;32、第三面层;33、第三胶膜层;4、粘胶点。
具体实施方式
47.以下结合附图2-13对本技术作进一步详细说明。
48.本技术实施例公开一种外面层无车线、无贴胶、周边不毛边的内衣。
49.实施例1
50.参照图2-3,该外面层无车线、无贴胶、周边不毛边的内衣包括罩杯部1、背围部2、肩带部3,背围部2连接于罩杯部1的两外侧,肩带部3的前端与罩杯部1的顶部连接,肩带部3的后端与背围部2的顶部连接。
51.参照图4,罩杯部1由内表面至外表面包括模杯复合层11和第一面层12,模杯复合层11由内表面至外表面包括第一里层111和外层112,外层112的内表面与第一里层111的外表面对应于罩杯部1的前领部位、下围部位、鸡心部位通过若干个粘胶点4粘合连接,第一面
层12覆盖于外层112的外表面,第一里层111对应前领部位、侧夹部位、下围部位的内表面边缘均设置有第一胶膜层13,第一面层12的边缘往第一里层111的内表面翻折,并与第一里层111内表面的第一胶膜层13粘合连接。
52.参照图5,背围部2包括第二里层21和第二面层22,且优选的,第一里层111与第二里层21采用相同的面料,第一面层12与第二面层22采用相同的面料,且第一里层111与第二里层21的连接处内设于内衣的内部,第一面层12与第二面层22的连接处内设于内衣的内部;第二里层21的内表面边缘处设置有第二胶膜层23,第二面层22的边缘往第二里层21翻折,且与第二里层21内表面的胶膜层粘合连接。
53.参照图6,肩带部3包括肩带本体31和第三面层32,第三面层32与第一面层12、第二面层22的优选采用相同的面料;肩带本体31的内表面设置有第三胶膜层33,第三面层32内表面的中部包覆肩带本体31的外表面,第三面层32的内表面两侧边缘处则往肩带部3的内表面翻折,并与肩带本体31内表面的第三胶膜层33粘合连接。
54.实施例1的实施原理为:参照图7-8,在外层112的内表面或是第一里层111的外表面,对应罩杯部1的前领部位、下围部位、鸡心部位通过点胶方式施加若干个粘胶点4,将外层112的内表面与第一里层111的外表面对应前领部位、下围部位、鸡心部位相贴合,制成模杯复合层11;优选的,可预先在第一里层111开设杯垫取放口,使得内衣成品可适用于插杯式内衣。
55.然后将第一面层12覆盖于外层112的外表面,在第一里层111内表面对应前领部位边缘、下围部位边缘、侧夹部位边缘设置胶膜,形成第一胶膜层13,再将第一面层12往第一里层111翻折,并与第一胶膜层13粘合,则在罩杯部1的前领部位边缘、下围部位边缘、侧夹部位边缘形成边缘反包边贴合无痕结构。
56.在肩带本体31的内表面设置胶膜,形成第三胶膜层33,然后将第三面层32内表面的中部包覆肩带本体31的外表面,第三棉层的内表面两侧边缘处则往肩带部3的内表面翻折,并与肩带本体31内表面的第三胶膜层33粘合连接,则形成肩带部3。
57.在罩杯部1与背围部2的连接处,第一面层12与第二面层22相向靠近,并于边缘处车缝连接,后将第二面层22翻至背围位置,使得第一面层12与第二面层22之间的连接缝位于内衣内部,外观结构上无车缝线,同理地,第一里层111与第二里层21相向靠近后,于边缘处车缝连接,后将第二里层21翻至背围位置,使得第一里层111与第二里层21之间的连接缝位于内衣内部,外观结构上无车缝线。
58.将罩杯部1的内部翻出,呈现内部,再制得的肩带部3前端与罩杯部1顶部连接,后将罩杯部1翻面至正常的表面,则肩带部3前端与罩杯部1的连接缝内置于内衣内部,表面无车缝线;将肩带部3的内部翻出,呈现出内部,再将肩带部3的后端内设于背围部2的第二里层21上边缘与第二面层22的上边缘,车缝连接后将肩带部3反面至正常外表面,则使得肩带部3后端与背围部2的连接缝内置于内衣内部,表面无车缝线。
59.最后在第二里层21的内表面下边缘处设置第二胶膜层23,第二面层22的下边缘往第二里层21的内表面翻折,并与第二胶膜层23粘合连接,则在背围部2的选边缘处形成边缘反包边贴合无痕结构,制得外面层无车线、无贴胶、周边不毛边的内衣。
60.实施例2
61.本实施例与上述实施例1的区别在于:参照图9,模杯复合层11还包括设置于外层
112与第一里层111之间的杯垫层14,制得的内衣为插杯式内衣,其他结构特征与实施例1相同,在此不再重复叙述。
62.实施例3
63.本实施例与上述实施例2的区别在于:参照图10,模杯复合层11还包括设置于杯垫层14内表面与第一里层111外表面之间的粘胶层15,以将杯垫层14与第一里层111粘合连接,其他结构特征与实施例2相同,在此不再重复叙述。
64.实施例4
65.本实施例与上述实施例3的区别在于:参照图11-12,杯垫层14的内表面具有粘接区141和非粘区142,非粘区142围设于粘接区141的四周,且杯垫层14的内表面对应非粘区142通过粘胶层15与第一里层111粘合连接;其他结构特征与实施例3相同,在此不再重复叙述。
66.实施例5
67.参照图13,该外面层无车线、无贴胶、周边不毛边的内衣包括罩杯部1、背围部2、肩带部3,背围部2、肩带部3的结构均与上述实施例1相同,本实施例的罩杯部1中,第一面层12高度大于外层112高度,具体是第一面层12的下边缘比外层112的下边缘长,形成内侧为模杯复合层11、外侧为第一面层12的背心内衣结构。本实施例中,第一里层111的内表面边缘设置有胶膜,形成第一胶膜层13,第一面层12对应前领部位、侧夹部位的边缘往第一里层111的内表面翻折,并与第一里层111对应前领部位、侧夹部位的内表面粘合连接,而外层112对应下围部位的边缘往第一里层111的内表面翻折,并与第一里层111对应下围部位的内表面粘合连接,实现模杯复合层11的四周为边缘反包边贴合无痕结构;进一步地,第一面层12的底部内表面边缘处设置有胶膜,形成第四胶膜层121,第一面层12的底部内表面边缘处往其内表面翻折,并与第四胶膜层121粘合连接,实现第一面层12底部内表面的反包边贴合无痕结构,制得外面层无车线、无贴胶、周边不毛边的内衣。
68.本技术上述实施例1-5制得的内衣产品产品表面外观车缝线较少、边缘无痕穿着、胸部轮廓自然流畅,适用于多场景外穿使用;除了上述实施例1-4所列举的罩杯部1结构之外,其他罩杯结构均在本技术的保护范围之内。
69.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1