一种泡棉搭扣一体机的制作方法
1.本实用新型涉及搭扣生产领域,尤其是涉及一种泡棉搭扣一体机。
背景技术:
2.泡棉搭扣是用于将汽车座椅面套和与座椅泡沫粘贴在一起的连接扣件,在泡棉搭扣生产过程中,需要将毛毡和搭扣焊接在一起,同时在搭扣的裙边需要粘贴泡棉,现有技术中泡棉搭扣生产步骤为:1、生产设备将毛毡裁切成毛毡片;2、通过焊接装置将毛毡片和搭扣带上的搭扣焊接在一起、3、将焊接有毛毡片的搭扣带裁切成小片的直条搭扣;4、最后将裁切好的直条搭扣裙边手工粘上泡棉。目前,泡棉搭扣生产设备不同时具备搭扣焊接和泡棉粘接的功能,整个生产过程中很多工序需要人工操作,步骤繁琐,效率低。
技术实现要素:
3.针对现有技术中的缺陷,本实用新型提供一种泡棉搭扣一体机,现有技术中的泡棉搭扣生产设备不同时具备搭扣焊接和泡棉粘接的功能,操作繁琐、效率低的问题。
4.为了实现上述目的,本实用新型提供的一种泡棉搭扣一体机,包括:泡棉粘贴机构、泡棉传输机构、焊接机构、毛毡传输机构、成品裁切机构、搭扣带牵引机构和机架;沿所述搭扣带传输方向在所述机架上依次设置有所述泡棉粘贴机构、所述焊接机构和所述成品裁切机构,所述泡棉粘贴机构用于将泡棉条粘贴到搭扣的裙边,所述泡棉传输机构将所述泡棉条传输到所述泡棉粘贴机构,所述焊接机构用于将毛毡片焊接到搭扣带上,所述毛毡传输机构将所述毛毡片传输到所述焊接机构,所述成品裁切机构将焊接好的泡棉搭扣成品从搭扣带上裁切下来,所述搭扣带牵引机构牵引所述搭扣带依次经过所述焊接机构和所述成品裁切机构。
5.可选地,所述泡棉传输机构包括泡棉原料盘和泡棉收料组件,所述泡棉原料盘和所述泡棉收料组件均设置所述机架上,所述泡棉原料盘和所述机架转动连接,泡棉带从所述泡棉原料盘传输到所述泡棉收料组件。
6.可选地,所述泡棉收料组件包括收料盘和收料驱动件,所述收料驱动件和所述机架固定连接,所述收料盘和所述机架转动连接,所述收料驱动件和所述收料盘传动连接。
7.可选地,所述泡棉传输机构还包括泡棉导向组件,所述泡棉导向组件包括若干导向辊,所述导向辊和所述机架转动连接,所述泡棉带从所述导向辊上绕过。
8.可选地,所述泡棉粘贴机构包括限位压板,所述限位压板和所述机架固定连接,所述限位压板上开有限位孔,所述搭扣带和所述泡棉条均穿过所述限位孔,通过所述限位压板将所述泡棉条压贴在所述搭扣带上。
9.可选地,所述焊接机构包括超声波焊接器、压头和第一伸缩元件,所述压头固定安装在所述第一伸缩元件的伸缩端,通过所述第一伸缩元件驱动所述压头靠近所述超声波焊接器的超声波发生端,所述超声波发生端和所述压头分别位于所述搭扣带的正反两面。
10.可选地,所述毛毡传输机构包括毛毡裁切组件、毛毡料盘、毛毡夹持机械手和毛毡
牵引组件,所述毛毡料盘和所述机架转动连接,所述毛毡牵引组件将所述毛毡从所述毛毡料盘牵引到所述毛毡裁切组件,所述毛毡裁切组件用于将所述毛毡带裁切成所述毛毡片,所述毛毡夹持机械手将所述毛毡片夹持住并送到所述压头和所述超声波发生端处的搭扣带上。
11.可选地,所述毛毡夹持机械手包括旋转元件、第二伸缩元件和夹持件,所述旋转元件固定安装在所述机架上,所述旋转元件的输出端和所述第二伸缩元件的缸体固定连接,所述夹持件固定安装在所述第二伸缩元件的伸缩端,所述夹持件用于夹持所述毛毡片。
12.可选地,所述成品裁切机构和所述毛毡裁切组件均包括裁切驱动件和刀片,所述刀片安装在所述裁切驱动件的输出端,所述裁切驱动件驱动所述刀片直线运动;
13.所述成品裁切机构的所述刀片运动方向和所述搭扣带传输方向垂直,所述毛毡裁切组件上的所述刀片运动方向和所述毛毡带的传输方向垂直。
14.可选地,所述搭扣带牵引机构和所述毛毡牵引组件均包括牵引驱动件、主动辊和压紧辊,所述牵引驱动件固定安装在所述机架上,所述主动辊和所述机架转动连接,所述压紧辊和所述机架转动连接,所述牵引驱动件和所述主动辊转动连接,所述压紧辊和所述主动辊平行设置;
15.所述搭扣带从所述搭扣带牵引机构的所述主动辊和所述压紧辊之间穿过,所述毛毡带从所述毛毡牵引组件的所述主动辊和所述压紧辊之间穿过。
16.如上所述,本实用新型的泡棉搭扣一体机,至少具有以下有益效果:
17.所述泡棉粘贴机构将所述泡棉条粘贴到搭扣的裙边,再利用焊接机构将毛毡和搭扣焊接在一起,所述成品裁切机构将其裁切成泡棉搭扣成品,一台设备集成了搭扣焊接和泡棉粘接,生产效率高,整个生产过程自动化。
附图说明
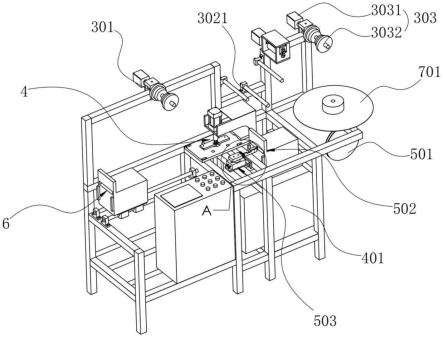
18.图1为本实用新型实施例的泡棉搭扣一体机的立体结构示意图;
19.图2为本实用新型实施例的另一视角中泡棉搭扣一体机的立体结构示意图;
20.图3为本实用新型实施例的泡棉搭扣一体机的工作流程示意图;
21.图4为本实用新型实施例的泡棉搭扣一体机的图1中局部a的放大图;
22.图5为本实用新型实施例的泡棉搭扣一体机的图2中局部b的放大图。
具体实施方式
23.下面将详细描述本实用新型的具体实施例,应当注意,这里描述的实施例只用于举例说明,并不用于限制本实用新型。在以下描述中,为了提供对本实用新型的透彻理解,阐述了大量特定细节。然而,对于本领域普通技术人员显而易见的是:不必采用这些特定细节来实行本实用新型。在其他实例中,为了避免混淆本实用新型,未具体描述公知的电路,软件或方法。
24.在整个说明书中,对“一个实施例”、“实施例”、“一个示例”或“示例”的提及意味着:结合该实施例或示例描述的特定特征、结构或特性被包含在本实用新型至少一个实施例中。因此,在整个说明书的各个地方出现的短语“在一个实施例中”、“在实施例中”、“一个示例”或“示例”不一定都指同一实施例或示例。此外,可以以任何适当的组合和、或子组合
将特定的特征、结构或特性组合在一个或多个实施例或示例中。此外,本领域普通技术人员应当理解,在此提供的示图都是为了说明的目的,并且示图不一定是按比例绘制的。
25.请参阅图1-图5,本实用新型提供一种泡棉搭扣一体机的实施例,包括:泡棉粘贴机构2、泡棉传输机构3、焊接机构4、毛毡传输机构、成品裁切机构6、搭扣带牵引机构和机架1。
26.所述泡棉粘贴机构2用于将泡棉条902粘贴到所述搭扣带8上搭扣的裙边,所述泡棉传输机构3将所述泡棉条902传输到所述泡棉粘贴机构2,所述焊接机构4用于将毛毡片和所述搭扣焊接在一起,所述毛毡传输机构将所述毛毡片传输到所述焊接机构4,所述裁切机构将焊接好的泡棉搭扣成品从所述搭扣带8裁切下,所述搭扣带牵引机构牵引搭扣带8从所述搭扣料盘701上牵引出,并依次经过所述焊接机构4和所述成品裁切机构6,沿所述搭扣带8传输方向在所述机架1上依次设置有所述泡棉粘贴机构2、所述焊接机构4和所述裁切机构。
27.通过所述泡棉粘贴机构2将所述泡棉条902粘贴到所述搭扣的裙边,再利用所述焊接机构4将所述毛毡和所述搭扣焊接在一起,所述成品裁切机构6将其裁切成泡棉搭扣成品,一台设备集成了搭扣焊接和泡棉粘接,生产效率高,整个生产过程自动化。
28.本实施例中,请参阅图1-图3,所述泡棉传输机构3包括泡棉原料盘301、泡棉导向组件302和泡棉收料组件303,所述泡棉原料盘301和所述机架1转动连接,所述泡棉原料盘301上泡棉带9经过所述泡棉导向组件302并最终缠绕在所述泡棉收料组件303上。通过所述泡棉导向组件302将所述泡棉带9导向所述泡棉粘贴机构2附近。
29.本实施例中,请参阅图1-图3,泡棉收料组件303包括收料盘3032和收料驱动件3031,所述收料驱动件3031和所述机架1固定连接,所述收料驱动件3031可以为电机或者液压马达;所述收料驱动件3031和所述收料盘3032传动连接。通过所述收料驱动件3031带动所述收料盘3032旋转,所述收料盘3032旋转过程将所述泡棉带9绕在所述收料盘3032上。
30.本实施例中,请参阅图1-图3,泡棉导向组件302若干导向辊3021,所述导向辊3021和所述机架1转动连接。所述泡棉带9从所述导向辊3021上绕过,通过所述导向辊3021的导向作用,能够改变所述泡棉带9传输的位置。
31.本实施例中,请参阅图1-图5,所述泡棉粘贴机构2包括限位压板201,所述限位压板201和所述机架1固定连接,所述限位压板201和所述机架1之间开有限位孔2011,所述搭扣带8从所述限位孔2011中穿过并把泡棉压贴在所述搭扣带8上。通过所述泡棉导向组件302将所述泡棉带9导向所述泡棉粘贴机构2附近,再从临近的所述泡棉带9上牵引出两条所述泡棉条902,将两条所述泡棉条902粘贴在随时搭扣带8上搭扣的裙边,粘有泡棉条的搭扣带8在从所述限位孔2011中传过,通过所述限位压板201将泡棉条902紧紧的粘贴在所述搭扣裙边。
32.本实施例中,请参阅图1-图3,所述焊接机构4包括超声波焊接器401、压头和第一伸缩元件,第一伸缩元件可以为气缸或者电动推杆;所述压头固定安装在所述第一伸缩元件的伸缩端,通过所述第一伸缩元件驱动所述压头靠近所述超声波焊接器401的超声波发生端,所述超声波发生端和所述压头分别位于所述搭扣带的正反两面,所述第一伸缩元件驱动所述压头将所述毛毡片和所述搭扣带8紧紧的压在所述超声波发生端和所述压头之间,通过所述超声波发生端发出超声波将所述毛毡片和所述搭扣带8焊接在一起,超声波焊
接后的焊接强度能接近于原材料强度。
33.本实施例中,请参阅图1-图5,所述毛毡传输机构包括毛毡裁切组件502、毛毡料盘501、毛毡夹持机械手503和毛毡牵引组件,所述毛毡料盘501和所述机架1转动连接,所述毛毡牵引组件将毛毡带10从所述毛毡料盘501牵引到所述毛毡裁切组件502,所述毛毡裁切组件502用于将所述毛毡带10裁切成所述毛毡片,所述毛毡夹持机械手503将所述毛毡片夹持住并送到所述压头和所述超声波发生端处的搭扣带9上。
34.本实施例中,请参阅图1-图4,所述毛毡夹持机械手503包括旋转元件5031、第二伸缩元件5032和夹持件5034,所述旋转元件5031可以为电机或者气动马达,所述第二伸缩元件5032可以为电动推杆或者气缸,述旋转元件5031固定安装在所述机架1上,所述旋转元件5031的输出端和所述第二伸缩元件5032的缸体固定连接,所述夹持件5034固定安装在所述第二伸缩元件5032的伸缩端,所述夹持件5034用于夹持所述毛毡片。通过所述夹持件5034夹持住毛毡片,将其送入焊接机构4,将毛毡片和所述搭扣焊接在一起。
35.本实施例中,请参阅图1-图4,所述成品裁切机构6和所述毛毡裁切组件502均包括裁切驱动件和刀片,裁切驱动件可以为气缸或者电动推杆,所述刀片安装在所述裁切驱动件的输出端,所述裁切驱动件驱动所述刀片直线运动,所述成品裁切机构6的所述刀片运动方向和所述搭扣带8传输方向垂直,所述毛毡裁切组件502上的所述刀片运动方向和所述毛毡带10的传输方向垂直,通过所述刀片运动将所述毛毡带10切成毛毡片或者将所述搭扣带8裁切成直条形泡棉搭扣成品。
36.本实施例中,请参阅图1-图3,所述搭扣带牵引机构和所述毛毡牵引组件均包括牵引驱动件、主动辊和压紧辊,所述牵引驱动件可以为电机或者气动马达,所述牵引驱动件固定安装在所述机架1上,所述主动辊和所述机架1转动连接,所述压紧辊和所述机架1转动连接,所述牵引驱动件和所述主动辊转动连接,所述压紧辊和所述主动辊平行设置,所述毛毡带10或者所述搭扣带8从所述压紧辊和所述主动辊中穿过,所述压紧辊将所述毛毡带10或者所述搭扣带8压向主动辊。
37.综上所述,本实用新型通过所述泡棉粘贴机构2将所述泡棉条902粘贴到搭扣的裙边,再利用焊接机构4将毛毡片和搭扣焊接在一起,所述成品裁切机构6将其裁切成泡棉搭扣成品,一台设备集成了搭扣焊接和泡棉粘接,生产效率高,整个生产过程自动化。所以,本实用新型有效克服了现有技术中的种种缺点而具高度产业利用价值。
38.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1