口罩折皱装置及口罩生产线的制作方法
1.本实用新型涉及平面口罩加工设备技术领域,尤其涉及一种口罩折皱装置及口罩生产线。
背景技术:
2.口罩是一种卫生用品,一般指戴在口鼻部位用于过滤进入口鼻的空气,以达到阻挡有害的气体、气味、飞沫进出佩戴者口鼻的用具,以纱布或纸等制成。
3.现有的口罩中最为常见的是一次性口罩和可循环使用的n95系列口罩,而一次性口罩大都是三层形式的,其中内外两层分别为纤维无纺布材料,中间增加一层起过滤防菌作用的过滤溶喷布材料。
4.现有用来生产口罩的设备出现了全自动化的设备,但是现有设备对口罩布的折皱定型还是不够流畅。
技术实现要素:
5.有鉴于此,本实用新型提供一种口罩折皱装置及口罩生产线,主要目的是提高口罩布的折皱定型的流畅性。
6.为达到上述目的,本实用新型主要提供如下技术方案:
7.一方面,本实用新型提供了一种口罩折皱装置,其包括:初折机构和再折机构;
8.所述初折机构包括多个第一三棱柱和多个第二三棱柱,多个所述第一三棱柱的轴向和多个所述第二三棱柱的轴向分别重合于口罩布的传送方向,多个所述第一三棱柱和多个所述第二三棱柱交替排列,每相邻的所述第一三棱柱和所述第二三棱柱,棱柱侧面平行相对,用于形成折形滑道,所述第一三棱柱的上棱边和所述第二三棱柱的上侧面平齐;
9.所述再折机构包括多个规整部件和折皱滚轮,在口罩布的传送方向上,所述第一三棱柱、所述规整部件和所述折皱滚轮依次排列,每一个所述规整部件包括曲面板和长条导向板,所述曲面板的上侧边和所述第一三棱柱的上棱边平齐,所述曲面板的下侧边固定连接于所述长条导向板,所述曲面板远离所述第一三棱柱的侧边为螺旋线侧边;
10.其中,所述折皱滚轮的位置低于所述长条导向板的位置。
11.本实用新型的目的及解决其技术问题还可采用以下技术措施进一步实现。
12.可选的,所述再折机构还包括多个导向曲杆,每一个所述导向曲杆的一端连接于所述第二三棱柱的下棱边,另一端掠过所述长条导向板的下表面,用于使所述导向曲杆的另一端和所述曲面板分别位于所述长条导向板的相对侧。
13.可选的,所述折皱滚轮包括第一折皱滚轮和第二折皱滚轮,在口罩布的传送方向上,所述第一折皱滚轮和所述第二折皱滚轮依次排列,所述第二折皱滚轮的位置高于所述第一折皱滚轮的位置。
14.另一方面,本实用新型提供了一种口罩生产线,其包括:前述任一项口罩折皱装置。
15.借由上述技术方案,本实用新型至少具有下列优点:
16.放料架的多个口罩布上料盘上的多层口罩布通过整合辊整合为口罩布本体,口罩布本体径向折形弯曲,并穿过折形滑道,因为曲面板的上侧边和第一三棱柱的上棱边平齐,所以经过折形滑道后,折形弯曲的口罩布本体的上折边对应贴合曲面板的上侧边。
17.而且由于折皱滚轮的位置低于长条导向板的位置,口罩布本体掠过折皱滚轮的下边缘进入下一工序,折皱滚轮可以起到下压脱离长条导向板的口罩布本体的作用,所以口罩布本体上折边在折皱滚轮之前的行进轨迹为:自曲面板的上侧边沿螺旋线侧边向下长条导向板靠近。只要在口罩生产线运行之初,将口罩布本体的下折边折叠,以使上折边和下折边共在同一水平面,张紧折皱滚轮后的口罩布本体,长条导向板和折皱滚轮之间的口罩布本体就自然保持上折边和下折边共平面的状态,后续的口罩布本体的上折边自然能够依次沿曲面板的上侧边、螺旋线侧边和长条导向板前进,最终形成口罩布本体的折皱压痕。
附图说明
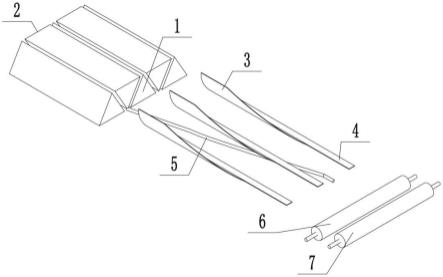
18.图1为本实用新型实施例提供的一种口罩折皱装置的第一视角立体图;
19.图2为本实用新型实施例提供的一种口罩折皱装置的第二视角立体图;
20.图3为本实用新型实施例提供的一种口罩生产线的结构示意图;
21.图4为图3中a-a处的向视图;
22.图5为图3中b-b处的向视图。
23.说明书附图中的附图标记包括:第一三棱柱1、第二三棱柱2、曲面板3、长条导向板4、导向曲杆5、第一折皱滚轮6、第二折皱滚轮7、口罩布本体8、上料盘9。
具体实施方式
24.为更进一步阐述本实用新型为达成预定实用新型目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本实用新型申请的具体实施方式、结构、特征及其功效,详细说明如后。在下述说明中,不同的“一实施例”或“实施例”指的不一定是同一实施例。此外,一或多个实施例中的特定特征、结构、或特点可由任何合适形式组合。
25.下面结合附图和实施例对本实用新型作进一步的详细说明。
26.如图1、图2和图3所示,一方面,本实用新型的一个实施例提供的一种口罩折皱装置,其包括:初折机构和再折机构;
27.所述初折机构包括多个第一三棱柱1和多个第二三棱柱2,多个所述第一三棱柱1的轴向和多个所述第二三棱柱2的轴向分别重合于口罩布的传送方向,多个所述第一三棱柱1和多个所述第二三棱柱2交替排列,每相邻的所述第一三棱柱1和所述第二三棱柱2,棱柱侧面平行相对,用于形成折形滑道,所述第一三棱柱1的上棱边和所述第二三棱柱2的上侧面平齐;
28.所述再折机构包括多个规整部件和折皱滚轮,在口罩布的传送方向上,所述第一三棱柱1、所述规整部件和所述折皱滚轮依次排列,每一个所述规整部件包括曲面板3和长条导向板4,所述曲面板3的上侧边和所述第一三棱柱1的上棱边平齐,所述曲面板3的下侧边固定连接于所述长条导向板4,所述曲面板3远离所述第一三棱柱1的侧边为螺旋线侧边;
29.其中,所述折皱滚轮的位置低于所述长条导向板4的位置。
30.口罩折皱装置工作过程如下:
31.如图4所示,放料架的多个口罩布上料盘9上的口罩布通过整合辊整合为口罩布本体8,口罩布本体8径向折形弯曲,并穿过折形滑道。因为曲面板3的上侧边和第一三棱柱1的上棱边平齐,所以经过折形滑道后,折形弯曲的口罩布本体8的上折边对应贴合曲面板3的上侧边。
32.而且由于折皱滚轮的位置低于长条导向板4的位置,口罩布本体8掠过折皱滚轮的下边缘进入下一工序,折皱滚轮可以起到下压脱离长条导向板4的口罩布本体8的作用,所以口罩布本体8上折边在折皱滚轮之前的行进轨迹为:自曲面板3的上侧边沿螺旋线侧边向下长条导向板4靠近。只要在口罩生产线运行之初,将口罩布本体8的下折边折叠,以使上折边和下折边共在同一水平面,张紧折皱滚轮后的口罩布本体8,长条导向板4和折皱滚轮之间的口罩布本体8就自然保持上折边和下折边共平面的状态,后续的口罩布本体8的上折边自然能够依次沿曲面板3的上侧边、螺旋线侧边和长条导向板4前进,最终形成口罩布本体8的折皱压痕。
33.在本实用新型的技术方案中,先通过折形滑道初步形成口罩布本体8的折痕,再通过曲面板3和长条导向板4的引导,同时通过折皱滚轮下压张紧口罩布本体8,最终固定口罩布本体8的折痕,使得口罩布的折皱、定型一气呵成,提高了生产的流畅性。
34.具体的,多个口罩布上料盘9转动安装于口罩生产线的机架上,用于输出各层口罩布。
35.具体的,折皱滚轮的后方的机架安装有挤压滚轮,用于使口罩布本体8和鼻梁条粘合;挤压滚轮后方的机架还安装有输送滚轮,用于牵引口罩布本体8向前移动。
36.具体的,第一三棱柱1、第二三棱柱2分别固定连接于口罩生产线的机架上,曲面板3固定连接于第一三棱柱1的轴向端面。
37.如图1、图2所示,在具体实施方式中,所述再折机构还包括多个导向曲杆5,每一个所述导向曲杆5的一端连接于所述第二三棱柱2的下棱边,另一端掠过所述长条导向板4的下表面,用于使所述导向曲杆5的另一端和所述曲面板3分别位于所述长条导向板4的相对侧。
38.在本实施方式中,具体的,导向曲杆5的另一端径向跨过长条导向板4,以使长条导向板4和导向曲杆5的另一端共平面。如图5所示,伴随口罩布本体8脱离第一三棱柱1和第二三棱柱2,口罩布本体8的上折边沿长条导向板4前进,口罩布本体8的下侧边沿导向曲杆5前进,从而使口罩布本体8的上折边和下折边共平面,这时的口罩布本体8再掠过折皱滚轮的下边缘并张紧,口罩布本体8的折痕就更加规整,不易出现折痕偏斜的现象。
39.具体的,为了使附图1和附图2不凌乱,图1和图2中仅展示了一个导向曲杆5。
40.如图1至图3所示,在具体实施方式中,所述折皱滚轮包括第一折皱滚轮6和第二折皱滚轮7,在口罩布的传送方向上,所述第一折皱滚轮6和所述第二折皱滚轮7依次排列,所述第二折皱滚轮7的位置高于所述第一折皱滚轮6的位置。
41.在本实施方式中,具体的口罩布本体8先掠过第一折皱滚轮6的下边缘,再掠过第二折皱滚轮7的上边缘,以使口罩布本体8在传送方向上弯曲张紧,保持已经定型的折痕。
42.如图3所示,另一方面,本实用新型的另一个实施例还提供了一种口罩生产线,其包括:前述任一项口罩折皱装置。
43.在本实施方式中,使用本口罩折皱装置的口罩生产线,口罩布本体8的折皱定型流畅、折痕不易偏斜,保证口罩生产的质量。
44.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1