本发明属于假发生产,尤其涉及一种幅度发束产品的制造方法。
背景技术:
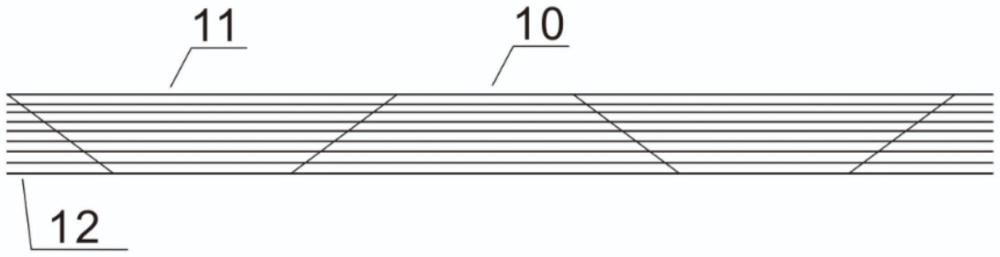
1、幅度发束产品(以下简称发束产品)1的两端具有模仿真人发丝末端的幅度,即发束产品中部厚度一致,而两端尾部发丝逐步变薄,这是因为组成发束产品的单根发丝并非长度相同,单根发丝均穿过发束产品中部,构成发束产品主体部分2;而单根发丝末端在发束产品两端尾部逐层排列,形成发束产品尾部分层的自然效果,发束产品两端发丝末端逐层排列的部分构成发束产品幅度部分3;且发束产品总长度为发束产品主体部分长度与2倍的发束产品幅度部分长度相加的和。
2、美国us10945478号专利公开了一种发饰,包括:束缚合成编辫毛,包括:第一束合成发丝束,其具有预定的长度;以及第二束合成发丝束也具有预定的长度;其中,第一束合成发丝束的中心和第二束合成发丝的中心彼此错开预定的距离;其中,合成发辫发丝被折叠在合成发辫发丝的腰部周围以限定具有第一端、中部和第二端的周长,所述第一端与所述腰部同位,所述中部和所述第二端位于所述腰部的远端;其中,当合成发辫发丝从所述周长的中部延伸到所述第二端时,所述周长的宽度变窄。同时公开了一种发饰包装方法,包括:获取第一束合成发丝;获取第二束合成发丝;使第一束合成发丝的中心与第二束合成发丝的中心偏移预设距离;将第一束合成发丝和第二束合成发丝捆扎成束合成辫状发;将捆扎的合成编织发围绕捆扎的合成编织发的腰部折叠,以限定具有与腰部、中部和位于腰部远端的第二端对齐的第一端的外围,其中外围的宽度从中部到第二端变窄。还包括获得:第三束合成毛发束;第四束合成发丝;以及从第一合成发束的中心和第二合成发束的中心向第三合成发束的中心和第四合成发束的中心偏移将第三束合成毛线和第四束合成毛线的束缚在第一東合成毛线上和第二束合成毛线下。
3、但是上述专利技术,存在如下缺陷:采用两种或多种长度固定的发丝制造发束产品,首先,生产中需要劳动者将发丝在安装有多排齿的耙子上,来回反复撒、拉并合理控制力度和手法才能得到发束产品的幅度和层次,对劳动者的技术和体力要求很高,劳动者职业病风险很大,现实中符合条件的劳动者明显不足;其次,幅度部分发丝末端排列的自然效果不足,仿真度有限。
技术实现思路
1、为解决上述问题,本发明的目的在于提供一种幅度发束产品的制造方法,使得幅度发束产品幅度部分发丝末端排列自然,提高仿真度,同时解决生产中面临的劳动者不足的问题,保护劳动者,避免职业病的发生。
2、为实现上述目的,本发明采用的技术方案为:一种幅度发束产品的制造方法,包括如下步骤:
3、步骤一,准备原料发束;
4、步骤二,剪裁制造单元:从原料发束中,剪裁出一个或多个制造单元,制造单元呈类梯形结构;
5、步骤三,混匀每个制造单元。
6、优化的,步骤二剪裁制造单元步骤中,从原料发束起始端开始,依次剪裁出一个或多个制造单元。
7、优化的,制造单元类梯形结构长边长度小于发束产品总长度;类梯形结构斜边对应幅度长度小于发束产品幅度部分长度;制造方法还包括步骤四,拖拽制造单元:将制造单元两端的部分发丝向外拖拽一定长度,至制造单元长度达到发束产品总长度。
8、优化的,步骤四拖拽制造单元的具体操作为:手持制造单元中部,分多次将两端的部分发丝向外拖拽一定长度。
9、优化的,步骤一准备原料发束的具体操作为:将原料发束起始端通过加工挡板,原料发束排布在加工挡板之间,原料发束起始端超出加工挡板一定长度。
10、优化的,两个加工挡板的距离根据制造单元的发量调整。
11、优化的,步骤二中剪裁第一个制造单元的具体操作为:从原料发束起始端开始,在加工挡板一侧,从原料发束的一边剪裁点a向斜上方剪裁至原料发束另一边的对应剪裁点a;然后,在加工挡板另一侧,从原料发束的一边剪裁点b向斜上方剪裁至原料发束另一边的对应剪裁点b;剪裁点aabb构成类梯形结构即第一个制造单元,同时剪裁出的第一个制造单元与剩余原料发束断开,断开处为剪裁点bb形成的斜边结构。
12、优化的,步骤二中剪裁第二个制造单元的具体操作为:将剩余原料发束起始端通过加工挡板,剩余原料发束排布在加工挡板之间,此时剩余原料发束起始端为斜边结构bb,然后,在加工挡板另一侧,从原料发束的一边剪裁点c向斜上方剪裁至原料发束另一边的对应剪裁点c;剪裁点bbcc构成类梯形结构即第二个制造单元,同时剪裁出的第二个制造单元与剩余原料发束断开,断开处为剪裁点cc形成的斜边结构;依次类推,重复剪裁第二个制造单元的操作,得到多个制造单元。
13、优化的,剪裁的工具采用剪刀、激光、锻刀中的一种多种;剪裁的方式采用手工或机器。
14、优化的,类梯形结构斜边为一段或多段曲线或直线,分别接近类梯形结构长边或类梯形结构短边的部分为起始段或终止段,中间部分为中间段,起始段、终止段、中间段的倾斜度和发量根据发束产品幅度部分的要求确定。
15、优化的,步骤三混匀每个制造单元的具体操作包括卷绕和疏通,并重复卷绕和疏通操作多次。
16、优化的,第一次卷绕的具体操作为:从类梯形结构短边或类梯形结构长边开始,依次将发丝向内卷绕成类圆形发绺;疏通的具体操作为:卷绕后,把持类圆形发绺中部,用手或梳子,梳理发丝两端,然后放下类圆形发绺,发丝自然平铺排列;第二次卷绕的具体操作为:从平铺排列发丝的一边开始,依次将发丝向内卷绕成类圆形发绺;然后依次多次重复疏通、卷绕、疏通的操作。
17、优化的,卷绕的方式采用手工或机器操作;疏通的方式采用手工或机器操作。
18、优化的,卷绕操作的总次数为2-8次,疏通操作的总次数为2-8次;制造单元类梯形结构长边长度、类梯形结构短边长度、类梯形结构斜边对应幅度长度根据发束产品幅度部分的要求确定。
19、类梯形结构是指:剪裁出的制造单元,沿发丝长度方向的上下两条边趋近平行,形似梯形结构的两平行对边(即类梯形结构长边和类梯形结构短边);与发丝长度方向成一定夹角倾斜剪裁出两斜边(即类梯形结构斜边),形似梯形结构的两条斜边。
20、本发明采用的原料发束具有一定长度,直接从原料发束中剪裁出类梯形结构制造单元,类梯形结构的两斜边均连续剪裁得到,其涉及的发丝长度依次增长,具有连贯性,继而经过混匀步骤,制造单元中不同长度的发丝相互交叉均匀排布,因类梯形结构的两斜边为连续剪裁成型,经混匀后在发束产品尾部形成的幅度部分更加具有自然效果。且本发明在剪裁出类梯形结构斜边的基础上形成幅度部分,无需再专门由劳动者在耙子上反复撒、拉发束以制造幅度效果,解决了生产中面临的劳动者不足的问题,保护了劳动者,避免了职业病的发生。
21、原料发束可以是经一定加工或未经加工过的,适合制造发束产品的发丝。
22、制造单元长度,是指:沿发丝长度方向,制造单元的两端发尾之间的距离,即制造单元全长。
23、发束产品总长度根据产品和市场的需要确定。连续生产制造单元的个数为一个或多个,具体数量与原料发束全长和制造单元长度有关。当原料发束的全长较长时,一般可以制造120个甚至更多个制造单元,制造单元连续剪裁,仅在原料发束两端出现边角料,其他部分全部制成制造单元,原料发束利用率大大提高。
24、制造单元类梯形结构长边长度为类梯形结构平行对边中长边的长度。制造单元类梯形结构短边长度为类梯形结构平行对边中短边的长度。类梯形结构斜边对应幅度长度为斜边涉及发丝沿类梯形结构长边方向的长度,即类梯形结构长边与短边长度差的一半。
25、制造单元类梯形结构长边长度可以低于发束产品总长度,并通过向外拖拽制造单元发束两端部分发丝,使得制造单元长度达到发束产品总长度,经过拖拽步骤使得发束产品尾部不同长度发丝更加自然排布,更加具有自然仿真效果。
26、步骤一准备原料发束时,因原料发束一般呈把状、束状,将其自然散开放置在加工挡板之间,即趋于均匀排布,操作简单;原料发束起始端超出加工挡板一定长度,便于进行剪裁操作。
27、步骤二中剪裁第一个制造单元时,可以从原料发束的一边剪裁点a向左斜上方剪裁至原料发束另一边的对应剪裁点a;同时,从原料发束的一边剪裁点b向右斜上方剪裁至原料发束另一边的对应剪裁点b。也可以从原料发束的一边剪裁点a向右斜上方剪裁至原料发束另一边的对应剪裁点a;同时,从原料发束的一边剪裁点b向左斜上方剪裁至原料发束另一边的对应剪裁点b。总之,为了构成类梯形结构,aa和bb具有相反的向上倾斜的方向。剪裁其他制造单元时同理。
28、类梯形结构斜边即与发丝长度方向成一定夹角倾斜剪裁出的斜边为一段或多段曲线或直线,分别接近类梯形结构长边或短边的部分为起始段或终止段,中间部分为中间段,起始段、终止段、中间段的倾斜度和发量根据发束产品幅度部分的效果和要求确定。如类梯形结构斜边为三段线段,倾斜度是指起始段、终止段、中间段三条线分别延长与类梯形结构长边交叉时形成的夹角。
29、第一次卷绕从类梯形结构短边或长边开始,依次将发丝向内卷绕成类圆形发绺(其截面形似圆形),此时较短或较长发丝进入发绺内部,较长或较短发丝包围在外部;疏通梳理发丝两端后放下类圆形发绺,发丝自然平铺排列,此时较短发丝与较长发丝相互交叉排布;第二次卷绕从一边开始,依次将发丝向内卷绕成类圆形发绺,此时一边发丝进入发绺内部,另一边发丝包围在外部;疏通梳理发丝两端后放下类圆形发绺,发丝自然平铺排列,此时较短发丝与较长发丝进一步相互交叉趋于更均匀排布。经过多次卷绕和疏通后,不同长度发丝均匀排布,使得发束产品幅度部分更具有自然效果。
30、本技术中卷绕操作的总次数为卷绕操作的全部次数,包括第一次卷绕、第二次卷绕等等直到混匀每个制造单元;疏通操作的总次数,为疏通操作的全部次数,包括第一次疏通、第二次疏通等等直到混匀每个制造单元。
31、卷绕操作和疏通操作的总次数为1次时,幅度部分自然效果有限,随着次数增加自然效果更好,但达到10次后,效果已经不再明显,无需再进行卷绕和疏通,因此优选,卷绕和疏通操作的总次数为2-8次。
32、本发明在剪裁出类梯形结构斜边的基础上,无需再专门由劳动者在耙子上反复撒、拉发束以制造幅度效果;进一步,本发明直接采用巧妙的卷绕和疏通手法使最终的产品效果非常接近美容师手工拽拉幅度的效果,使得发束产品幅度部分更具有自然效果。尤其是卷绕和疏通操作不但可以将发丝快速充分混匀,制得产品,另一个优势在于:卷绕的动作,省时省力,同时疏通的操作可采用普通的手持梳子的方式即可完成,简单易行无须太多力气和技术,解决了生产中技术人员不足的问题,同时最大程度地保护了劳动者,避免了职业病的发生。
33、综上所述,本发明的有益效果在于:通过采用剪裁类梯形结构形成幅度部分的方式,经过混匀步骤后,使得幅度发束产品幅度部分发丝末端排列自然,提高仿真度。同时解决了生产中面临的劳动者不足的问题,保护了劳动者,避免了职业病的发生。
34、进一步,通过拖拽步骤提高发束产品的仿真度。
35、进一步,本发明提供的方法可采用原料发束依次剪裁多个制造单元,降低了原料损耗,提高了制造效率。