用于牙科目的的多色坯料的制作方法
用于牙科目的的多色坯料
[0001]
本发明涉及用于牙科目的的坯料,利用该坯料可以非常好地模拟天然牙齿材料的光学性质,并且由于其性质,该坯料特别适合于简单地制备具有非常好的机械性质的美学要求的牙科修复体。
[0002]
制造满足牙科技术领域使用的各种要求的坯料是一项重大挑战。这种坯料不仅应易于制备,而且还应简单地成形为期望的几何形状,并且仍能制备出高强度的修复体。最后,坯料应该已经具有接近天然牙齿材料的视觉外观,从而可以省去随后复杂的修复体饰面。
[0003]
从现有技术中已知模拟从牙质到牙釉质的颜色和半透明性梯度的多色块及它们在牙科技术中的用途。例如,ep 0 870 479 a2描述一种用于制备用于进一步加工成牙科修复体的多色成形体的方法,其中将至少两种不同颜色的粉末或颗粒材料形式的起始材料填充到压制模具中并压制以形成多色成形体。
[0004]
在这种成形体的情况下,由于它们通常通过烧结进一步处理,因此也被称为烧结块,通过将不同颜色的起始材料一个接一个地引入挤出模具中,可以相当简单地实现颜色梯度。然而,为了尽可能精确地模拟天然牙齿的颜色和半透明性梯度,通常需要在彼此的顶部上布置多于两个层。此外,在单轴压制块的情况下,通常只能将两个层或更多个层基本上水平地压制在彼此的顶部上。这具有进一步的缺点,在离散层的情况下,它们的界面在最终的修复体中仍然保持可见。为了能够再现天然的颜色和半透明性梯度,对于后牙的替换,通常需要将至少三个层层叠在彼此的顶部上。基本上,以下情况适用:层之间的界面越难以识别,越多的层层叠在彼此之上。为了完全消除各个层之间的过渡,在烧结块的情况下,因此通常需要使得至少从牙质到切缘的过渡是连续的。然而,为此,通常需要复杂的填充设备,例如在wo 2013/067994 a1中描述的。
[0005]
通过上述用于制备单轴压制烧结块的方法,可以很好地模拟后牙。然而,前牙的再现通常更加困难,因为水平层叠的块不像天然的前牙那样构成,其中半透明的釉质层沿颈切方向基本上位于牙齿的整个区域,位于颜色更强烈的牙质核心。
[0006]
除了基本上水平布置不同颜色的层之外,块因此也是已知的,其中不同颜色的层之间的边界表面呈抛物线形状。例如,wo 2015/051095 a1描述这样的坯料及其用于制备牙科假体的用途。
[0007]
然而,在已知的粉末或颗粒材料层的多色块如氧化锆块的情况下,在牙科修复体成形后,独立于各个层之间的边界层的走向,仍然需要烧结步骤,以获得牙科修复体所必需的高强度。然而,该烧结伴随着显著的收缩,这必须通过使用扩大的模具来考虑,这是复杂的。因此,由于烧结过程会出现装配问题。
[0008]
为了避免潜在的装配问题,除了烧结块之外,玻璃和玻璃-陶瓷块及其用于制备牙科修复体的用途一般也是已知的,玻璃和玻璃-陶瓷块通过固体玻璃技术,即通过熔化合适的起始组分,将熔体浇铸在合适的模具中,然后任选地进行热处理来制备。在这些块的情况下,可以省去成形后的烧结步骤。然而,这样的玻璃-陶瓷块,例如硅酸锂玻璃-陶瓷块,通常是单色的,结果是,当牙科技师在前牙区域中使用它们时,必须依次施加层叠材料,以便尽
可能好地模拟天然牙齿的颜色梯度。层叠材料的施加是复杂且成本密集的过程。另外,该层状材料的机械性质,例如其强度,通常小于框架材料的机械性质,结果是,该层叠材料经常代表牙科修复体临床失败的原因。因此,通常期望一种均质的、整体的、高强度的玻璃-陶瓷材料,其中牙质区域和切割区域的颜色和半透明性完全不同,但其他方面由相同的材料组成。
[0009]
具有不同颜色的玻璃层的固体玻璃块当然可以以不同的方式制备。例如,wo 2014/124879 a1描述一种用于牙科目的的坯料,其具有两个或多个不同颜色的硅酸锂玻璃或硅酸锂玻璃-陶瓷层,并且可以通过将熔体形式的整体的层施加到不同颜色的另一整体的层上获得。然而,为了在固体玻璃块的情况下获得明显连续的颜色和半透明性梯度,通常必须将非常多的层如八个层或更多层彼此接合。
[0010]
在已知的多色坯料的情况下,为了尽可能真实地模拟天然牙齿的颜色和半透明性梯度,并且避免各个层之间的可见边界表面,因此使用多个不同颜色的层或者甚至连续的颜色梯度是必要的。然而,提供多个不同颜色的层是复杂的并且很少是经济的,特别是在已经通过固体玻璃技术制备的块的情况下。在由粉末或颗粒材料层制成的多色坯料的情况下,所谓的烧结块,存在另一个问题,即,必要的烧结会在牙科修复体成形之后导致装配问题。由烧结块制备的牙科修复体通常也具有较低的强度。
[0011]
根据本发明,将避免上述问题。本发明的目的特别是提供一种制备简单的坯料,利用该坯料可以很好地模拟天然牙齿材料的视觉外观,可以通过机械加工以简单的方式赋予坯料期望的牙科修复体的形状,并且该坯料在成形后可以在没有显著收缩的情况下转化成精确且高强度的牙科修复体,其中在不同层之间边界表面不可见。
[0012]
该目的通过根据权利要求1至18的坯料实现。本发明的主题还在于根据权利要求19至21的用于制备坯料的方法、根据权利要求22至26的用于制备牙科修复体的方法以及根据权利要求27的坯料的用途。
[0013]
根据本发明的用于牙科目的的坯料的特征在于,其具有第一和第二层,所述第一和第二层彼此独立地基于
[0014]
玻璃,
[0015]
玻璃-陶瓷或
[0016]
陶瓷,
[0017]
其中所述第一层和第二层在颜色上不同并且形成边界表面,其中所述边界表面倾斜地延伸。
[0018]
在这方面,术语“基于”是指坯料的第一和第二层,相对于该层的所有成分的总质量,主要包含玻璃、玻璃-陶瓷或陶瓷。优选的是,第一和第二层彼此独立地由玻璃、玻璃-陶瓷或陶瓷组成。
[0019]
第一层和第二层两者优选均基于玻璃、均基于玻璃-陶瓷或均基于陶瓷。进一步优选的是,第一层和第二层两者均由玻璃、均由玻璃-陶瓷或均由玻璃组成。
[0020]“在颜色上不同”是指更狭义的在色度上不同和/或在半透明性、乳光或荧光上不同。术语“半透明性”描述了光透射。颜色特别可以通过其lab值或通过牙科行业常用的色标表征。此外,坯料中的第一和第二层的在颜色上的不同不一定是人眼可识别的。相反,仅在烧结步骤或热处理之后,在色度和/或半透明性上的不同才变得可见。
[0021]
因此,根据本发明的坯料的特征特别在于,仅用两个不同颜色的层已经制备了期望的颜色梯度,结果是,可以模拟天然牙齿,特别是前牙的颜色和半透明性梯度,在随后的牙科假体中,各层之间的边界表面不可见。这是令人惊讶地实现的,因为与单轴压制的烧结块的情况不同,第一和第二层之间的边界表面不是水平地延伸的而是倾斜地延伸。因此,在更不透明和更强着色的层,其旨在模拟牙质层,上方倾斜地布置更半透明的层,其旨在模拟切割层,是可能的,结果是,可以模拟天然牙齿特别是前牙的颜色梯度,并且过渡看起来是连续的,在各层之间没有可识别的破坏性边界线。
[0022]
根据本发明,不排除其他的层的存在。然而,坯料包含的层越少,用于制备坯料的准备工作就越少。因此,优选的是,根据本发明的坯料没有除了第一和第二层之外的其他层。
[0023]
优选地,由第一和第二层形成的体积区域是非同心的。这意味着坯料的这些体积区域没有相同的质心。
[0024]
进一步优选的是,在穿过坯料的平行于坯料的插入轴线延伸的第一截面中,第一和第二层之间的边界表面不垂直于插入轴线延伸。
[0025]
术语“坯料的插入轴线”是指在颈切方向上的轴线,并且特别是对于由坯料制备牙冠的情况,描述了待由坯料制备的牙科假体向模型的插入方向。通常,坯料的插入轴线因此基本上与由其制备的牙科假体的牙齿纵向轴线重合。因此,插入轴线是指各个患者的情况。在块或长方体形式的坯料的情况下,插入轴线优选地代表直线,该直线穿过坯料的两个相对的侧表面,特别是沿颈切方向相对的两个侧表面的重心。在盘或圆柱体形式的坯料的情况下,插入轴线优选垂直于盘表面延伸。根据一个实施方案,如果坯料具有用于加工设备的固定件,例如用于cad/cam设备的固定件,则坯料的插入轴线(如下文进一步描述的)优选垂直于固定件的旋转轴线延伸。
[0026]
特别地,优选的是,第一截面中的边界表面基本上直线延伸。因此,在优选实施方案中,根据本发明的坯料的特征在于,第一截面中的第一和第二层的边界表面基本上直线延伸并且与插入轴线成不同于90
°
的角度。
[0027]
特别优选其中第一截面中的第一和第二层的边界表面与插入轴线成20至80
°
,优选地30至80
°
的角度的坯料。在边界表面的这种走向的情况下,可以特别好地模拟前牙的天然的颜色梯度。
[0028]
在另一个实施方案中,第一截面中的第一和第二层的边界表面成弧形地延伸。同样在该实施方案中,优选的是,第一截面中的第一和第二层的边界表面与坯料的插入轴线成不同于90
°
的角度。特别优选的是,穿过第一截面中的边界表面的线的最佳配合线与坯料的插入轴线成20
°
至80
°
,优选地30
°
至80
°
的角度,以便能够特别好地模拟前牙的颜色梯度。
[0029]
不管第一截面中的第一和第二层的边界表面是基本上直线还是弧形地延伸,坯料都具有第一和第二区域,其中第一区域位于边界表面的一侧,例如在边界表面之上,并且用于在待由坯料制备的牙科修复体中模拟牙齿的切缘,并且第二区域位于边界表面的相对侧,例如在边界表面之下,并且用于在待由坯料制备的牙科修复体中模拟牙齿的牙质。
[0030]
此外,优选的是,坯料的旋转轴线基本上垂直于坯料的插入轴线延伸。特别优选地,第一截面中的旋转轴线与插入轴线之间的角度为90
°
。在另一个实施方案中,第一截面中的旋转轴线和插入轴线之间的角度优选为70至110
°
,特别是80至100
°
,并且特别优选为
约90
°
。术语“坯料的旋转轴线”是指在用于成形期望的牙科修复体的机械加工期间坯料绕其旋转的轴线。如果坯料具有例如用于cad/cam设备的固定件,则坯料的旋转轴线与固定件的旋转轴线重合。
[0031]
因此,优选其中第一截面中的第一和第二层的边界表面与旋转轴线成10至70
°
,优选地10至60
°
的角度的坯料。已经发现,第一和第二层的边界表面与旋转轴线之间的这种角度导致牙科修复体的设计及其在坯料中的放置的更大的自由度,结果是,坯料的复杂的5-轴线机械加工可以被避免。
[0032]
此外,优选的是,第一和第二层的边界表面成弧形地延伸,并且特别是凸形弯曲地延伸穿过垂直于第一截面延伸的第二截面中的坯料。术语“凸形弯曲地”涉及具有较低半透明性的层,并且因此旨在模拟要被替换的牙齿的牙质层。这意味着不太透明的层在第二截面中,即在具有较高半透明性的层的方向上,“向外”弯曲。第一和第二层之间的边界表面的该走向还导致能够特别好地模拟前牙的天然的颜色梯度。特别地,在前牙冠的再现期间,相对于牙质层的凸形弯曲导致牙质和切缘之间的明显连续过渡成为可能,不仅在切缘,而且在中间和远端也是如此。
[0033]
在天然前牙的情况下,切割区域的牙质呈圆丘结构延伸。为了特别真实地模拟前牙,因此优选的是,在根据本发明的坯料的情况下,第二截面中的第一和第二层的边界表面具有圆丘结构。术语“圆丘”是指小的突起或隆起。因此,圆丘结构具有凹痕。特别地,有利的是,圆丘沿颈方向延伸。此外,有利的是,圆丘沿切割方向逐渐变窄。根据一个优选的实施方案,在第二截面中,边界表面因此优选地具有从其大致凸形弯曲走向开始的多个凹痕。优选地,凹痕在它们的宽度和深度上彼此不同,结果是,优选地存在不规则的圆丘结构。此外,优选地将圆丘结构设计成使得凹痕的深度最高达2mm,优选地为0.1至0.5mm。在一个实施方案中,圆丘结构的一个或所有凹痕的深度不是恒定的,而是沿着垂直于第二截面延伸的边界表面的范围减小。如果将根据本发明的坯料用于制造用于修复前牙的牙冠,则边界表面将优选具有两个或三个圆丘。
[0034]
此外,优选其中第一层的折射率与第二层的折射率相差不超过0.1的坯料。该实施方案具有特别的优点,即,在层之间没有破坏性的边界表面在视觉上是可感知的。可以通过使用折射率液体的浸渍方法或通过所谓的阿贝折射仪确定折射率。在基于硅酸锂玻璃-陶瓷的坯料的情况下,第一和第二层的折射率之间的上述优选差异与焦硅酸锂状态有关,即,在形成焦硅酸锂的热处理之后,第一层的折射率与第二焦硅酸锂层的折射率相差不不超过0.1。如本领域技术人员已知的,玻璃或玻璃-陶瓷的折射率取决于其化学组成和/或可能存在的晶相。例如,基于sio2/cao/mgo/na2o/al2o3/k2o的玻璃中sio2的比例的增加导致折射率的降低。
[0035]
此外,优选的是,根据本发明的坯料具有由cad/cam设备识别的标记,并且利用所述标记可以以特别是0.1mm的精度确定第一和第二层的边界表面的位置。这种标记的设计可以自由选择。例如,标记可以以凹口或突起的形式施加到坯料的边缘或侧表面。根据一个实施方案,该标记表示直接施加在第一和第二层的边界表面上的凹口。供选择地,凹口也可以与边界表面间隔开地布置。在这一点上,凹口距边界表面的距离的再现性是重要的,以使得例如cad/cam单元将修复体放置在距边界表面正确的距离处,以实现牙质和切割层的期望比例。在坯料的机械加工期间,可以通过触觉过程识别出凹口形式的标记。在压印或彩色
标记形式的标记的情况下,可以通过照相机或扫描仪捕获该标记。也可以将第一和第二层之间的边界表面相对于标记的位置的描述集成在要扫描的qr码或数据矩阵码中。cad/cam单元可以计算坯料中修复体的最佳位置。供选择地,借助于cad软件,用户还可以手动地将修复体的位置移动到坯料的期望区域中,特别是当坯料中的层的走向在cad软件中被表示时。
[0036]
在一个特别优选的实施方案中,根据本发明的坯料具有两个或多个上述优选特征的组合。特别地,坯料的特征在于
[0037]-第一截面中的第一和第二层的边界表面基本上直线或弧形地延伸,并且与插入轴线成不同于90
°
的角度,其中所述边界表面或穿过第一截面中的边界表面的走向的最佳配合线与第一截面中的插入轴线的角度为20
°
至80
°
,优选为30
°
至80
°
;
[0038]-第一截面中的坯料的旋转轴线基本上垂直于插入轴线延伸,其中,旋转轴线与第一截面中的插入轴线之间的角度优选为70至110
°
,特别是80至100
°
,并且特别优选90
°
;
[0039]-第一截面中的第一和第二层的边界表面基本上直线或弧形地延伸,并且与旋转轴线成不同于90
°
的角度,其中所述边界表面或穿过第一截面中的边界表面的走向的最佳配合线与第一截面中的旋转轴线的角度为10
°
至70
°
,优选为10
°
至60
°
;
[0040]-第一和第二层的边界表面成弧形地延伸,特别是凸形弯曲地延伸穿过垂直于第一截面延伸的第二截面中的坯料;
[0041]-第二截面中的第一和第二层的边界表面具有圆丘结构,其中,所述圆丘结构优选地被设计为使得至少在边界表面的一部分中圆丘结构的凹痕的深度最高达2mm,优选0.1至0.5mm;
[0042]-第一层的折射率与第二层的折射率相差不超过0.1;和
[0043]-根据本发明的坯料具有由cad/cam设备识别的标记,并且利用所述标记可以以特别是0.1mm的精度确定第一和第二层的边界表面的位置。
[0044]
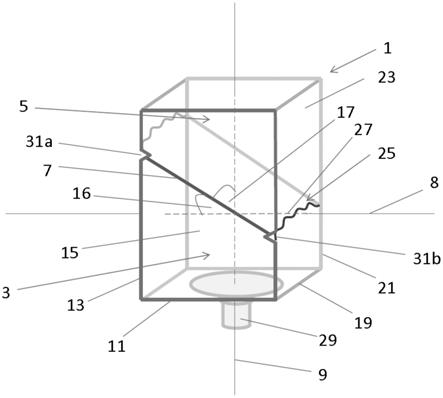
例如,图1示出根据本发明的多色坯料1的示意图,其具有颜色不同的第一层3和第二层5,并形成边界表面7。边界表面7以与插入轴线8的角度16在第一截面中延伸,第一截面平行于插入轴线8延伸,并且在图1中表示为坯料的由边缘11和13形成的侧表面15。第一截面15中的插入轴线8垂直于坯料的旋转轴线9延伸。第一截面15中的边界表面7与旋转轴线9成角度17延伸。在图1中由边缘19和21形成的侧表面23表示的第二截面中,边界表面7成凸形弯曲地延伸,并具有带凹痕27的圆丘结构25。坯料1还具有用于固定在cad/cam设备中的固定件29,以及可由cad/cam设备识别的标记31a和31b,结果是,边界表面7的走向可由cad/cam设备识别。
[0045]
图2示出根据多色坯料1的另一实施方案的示意图,其中在截面15中的第一层3和第二层5之间的边界表面7不是完全直线,而是至少部分弧形地延伸。
[0046]
图3示出穿过第二截面23中根据图1的多色坯料1的横截面。可以看到第一层3和第二层5之间的边界表面7的大致凸形弯曲的走向。该弧形走向由具有单个凹痕27的圆丘结构25叠加而成。
[0047]
图4示出根据本发明的坯料1的另一实施方案的示意图,其中插入轴线8垂直于固定件29的旋转轴线延伸。此外,将待由坯料1制备的牙科修复体33的位置在坯料1中示出,其中修复体33的一部分,即,旨在模拟修复体33的前部区域中的切缘的部分,位于边界表面7
上方,并且修复体33的另一部分,即,主要旨在模拟牙质层的部分,位于边界表面7下方。
[0048]
在另一个实施方案中,边界表面可以设计成具有色彩效果。由此可以避免待由坯料制备的牙科修复体的后续着色。色彩效果可以例如模拟釉质裂纹、釉质斑点或其他特征。这样的色彩效果可以在坯料的制备期间实现,因为它们在第二层被施加到第一层之前被施加到第一层。3d粉末打印方法也适合于实现色彩效果,其中该效果被打印到坯料上,然后烧结坯料。
[0049]
关于根据本发明的坯料的材料,优选的是,玻璃、玻璃-陶瓷或陶瓷选自硅酸锂玻璃、硅酸锂玻璃-陶瓷、二氧化硅玻璃、二氧化硅玻璃-陶瓷和/或氧化锆。
[0050]
根据第一方面,优选的是,根据本发明的坯料的层基于硅酸锂玻璃、具有核的硅酸锂玻璃或偏硅酸锂玻璃-陶瓷,或由其组成。由于其相对低的强度,可以特别简单地通过机械加工将期望的牙科修复体的形状赋予这种坯料。根据供选择的实施方案,根据本发明的坯料的层基于焦硅酸锂玻璃-陶瓷。
[0051]
特别优选地,硅酸锂玻璃、具有核的硅酸锂玻璃、偏硅酸锂玻璃-陶瓷或焦硅酸锂玻璃-陶瓷以指定的量包含以下组分中的至少一种并且优选所有以下组分,其中组分的量以氧化物计算,这在玻璃和玻璃-陶瓷的情况下是常见的:
[0052][0053]
此外,硅酸锂玻璃、具有核的硅酸锂玻璃、偏硅酸锂玻璃-陶瓷或焦硅酸锂玻璃-陶瓷优选以指定的量包含以下组分中的至少一种并且特别是所有以下组分:
[0054][0055]
其中me
ii
o为二价氧化物,其特别选自mgo、cao和/或sro。
[0056]
ep 1 505 041 a1和ep 1 688 398 a1中描述了用于硅酸锂玻璃、具有核的硅酸锂玻璃、偏硅酸锂玻璃-陶瓷或焦硅酸锂玻璃-陶瓷的其他优选的组合物。
[0057]
特别地,这种组合物是优选的,其中第一层中原子序数为19或更高的元素的氧化物的量与第二层中原子序数为19或更高的元素的氧化物的量相差不超过2重量%,优选不超过1.5重量%。
[0058]
令人惊讶地发现,通过上述优选的组合物,并且特别是通过上述关于原子序数为19或更大的氧化物的量的优选条件,可以提供尽管它们的颜色不同,但它们具有几乎相同
的折射率的第一层和第二层。这样,可以提供一种坯料,并且随后还提供其中在层之间不可见破坏性边界表面的牙科假体。
[0059]
硅酸锂玻璃通常是通过熔化合适的起始物质制备的。该玻璃可以通过热处理转化为具有核的硅酸锂玻璃。核是适合于偏硅酸锂和/或焦硅酸锂结晶的那些。具有核的硅酸锂玻璃可以通过热处理转化为偏硅酸锂玻璃-陶瓷。
[0060]
最后,可以通过进一步的热处理将偏硅酸锂玻璃-陶瓷转化成高强度的焦硅酸锂玻璃-陶瓷。因此,硅酸锂玻璃、具有核的硅酸锂玻璃和偏硅酸锂玻璃-陶瓷是焦硅酸锂玻璃-陶瓷的前体。
[0061]
进一步优选的是其中偏硅酸锂玻璃-陶瓷包含作为主晶相的偏硅酸锂并且特别地包含大于5体积%,优选大于10体积%,并且特别优选大于20体积%的偏硅酸锂晶体的坯料。术语“主晶相”是指与其他晶相相比具有最高体积比的晶相。
[0062]
在另一实施方案中,优选基于玻璃-陶瓷的坯料,其除了硅酸锂晶相,特别是偏硅酸锂或焦硅酸锂晶相之外还包含另外的晶相,优选sio2晶相,例如低石英。特别优选地,这种坯料以指定的量包含以下组分中的至少一种并且优选所有以下组分:
[0063][0064]
其中me
i2
o选自k2o、na2o、rb2o、cs2o及其混合物,me
ii
o选自cao、mgo、sro、zno及其混合物,并且me
iii2
o3选自al2o3、b2o3、y2o3、la2o3、ga2o3、in2o3及其混合物。
[0065]
在这种玻璃-陶瓷的情况下,sio2与li2o的摩尔比优选为2.2至3.8。此外,优选的是,玻璃-陶瓷中的焦硅酸锂的含量大于20重量%,优选地为25至55重量%。还优选的是,低石英含量为0.2至28重量%。在ep 3 315 641中描述另外的优选的玻璃-陶瓷,其除了硅酸锂晶相之外还包含低石英晶相。
[0066]
在一个优选的实施方案中,根据本发明的坯料具有硅酸锂玻璃的整体的层、具有核的硅酸锂玻璃的整体的层、偏硅酸锂玻璃-陶瓷的整体的层或焦硅酸锂玻璃-陶瓷的整体的层。
[0067]
术语“整体的”是指连续的并且因此不同于不连续的层如颗粒层如粉末或颗粒材料层的层。根据本发明使用的整体的层也可以称为玻璃和玻璃-陶瓷的固体层。
[0068]
在根据本发明的第一方面的坯料中整体的层的存在还导致以下事实:通过热处理可以将其转化为期望的高强度牙科修复体而没有显著的收缩。相比之下,在常规坯料的情况下存在的不连续的层如粉末或颗粒材料的压制层,仍必须被致密烧结,以制备最终的牙科修复体。然而,这种致密的烧结导致显著的收缩。为了制备精确匹配的牙科修复体,因此必须首先制备修复体的扩大形式,然后对该扩大形式进行致密烧结。然而,这种程序很复杂
并且容易失败。它还首先需要精确确定每种情况下要选择的放大系数,这尤其取决于精确的烧结条件和所用坯料的类型。
[0069]
根据第二方面,优选的是,根据本发明的坯料的层基于二氧化硅玻璃、具有核的二氧化硅玻璃或二氧化硅玻璃-陶瓷,或由其组成。特别优选其中这些层基于二氧化硅玻璃-陶瓷或由其组成的坯料。可以相对简单地通过机械加工将期望的牙科修复体的形状赋予这种坯料,甚至是完全结晶的形式的坯料。在该情况下,在机械加工之后热处理不再是必须的,由此这种坯料是特别有利的。
[0070]
特别优选地,二氧化硅玻璃、具有核的二氧化硅玻璃或二氧化硅玻璃-陶瓷以指定的量包含以下组分中的至少一种并且优选所有以下组分:
[0071][0072]
其中me
i2
o特别地选自na2o、k2o、rb2o和/或cs2o;me
ii
o特别地选自mgo、cao、sro和/或zno;me
iii2
o3特别地选自al2o3、b2o3、y2o3、la2o3、ga2o3和/或in2o3;me
iv
o2特别地选自zro2、geo2、ceo2、tio2和/或sno2;me
v2
o5特别地选自v2o5、ta2o5和/或nb2o5;并且me
vi
o3特别地选自wo3和/或moo3。
[0073]
特别优选地,二氧化硅玻璃-陶瓷包含作为主晶相的sio2,特别是低石英、方石英或其混合物。
[0074]
wo 2015/173394 a1中描述了进一步优选的二氧化硅玻璃、具有核的二氧化硅玻璃或二氧化硅玻璃-陶瓷。
[0075]
根据第二方面的坯料优选具有二氧化硅玻璃的整体的层、具有核的二氧化硅玻璃的整体的层或二氧化硅玻璃-陶瓷的整体的层。
[0076]
根据第三方面,优选的是,根据本发明的坯料的第一和第二层包含未烧结的氧化锆或预烧结的氧化锆。
[0077]
特别优选地,根据第三方面的坯料以指定的量包含以下组分中的至少一种并且优选所有以下组分:
[0078] 单位第一层第二层zro2+hfo2重量%86.77-96.5086.28-93.00
y2o3重量%3.5-8.07.0-10.0al2o3重量%0.0-1.00.0-0.1sio2重量%≤0.02≤0.02na2o重量%≤0.04≤0.04tio2重量%≤0.10≤0.10cao重量%≤0.10≤0.10fe2o3重量%0.001-0.2000.002-0.100mn2o3重量%0.000-0.0010.000-0.001cr2o3重量%0.00-0.010.000-0.005pr2o3重量%0.000-0.0030.00-0.002tb2o3重量%0.00-0.020.000-0.015er2o3重量%0.0-1.00.0-0.5coo重量%0.0-0.040.0-0.04nio重量%≤0.10≤0.10yb2o3重量%≤1.0≤1.0la2o3重量%≤1.0≤1.0mgo重量%≤0.10≤0.10其他氧化物重量%≤0.50≤0.50
[0079]
根据本发明的坯料,包括根据本发明的第一、第二和第三方面的坯料,优选以块、长方体、盘或圆柱体如圆形圆柱体或具有椭圆形底部的圆柱体的形式存在。以这些形式,它们可以特别简单地进一步处理成期望的牙科修复体。特别优选地,根据本发明的坯料以块的形式存在。
[0080]
在另一优选的实施方案中,根据本发明的坯料具有用于固定在处理设备中的固定件。固定件允许将坯料固定在处理设备如特别是铣削或研磨设备中。固定件通常为栓的形式,并且固定件优选地由金属或塑料组成。
[0081]
本发明还涉及用于制备根据本发明的坯料的方法。
[0082]
用于制备根据第一方面的根据本发明的坯料,即,具有硅酸锂玻璃、具有核的硅酸锂玻璃或偏硅酸锂玻璃-陶瓷的层,特别是整体的层的坯料,或者根据第二方面的根据本发明的坯料,即,具有二氧化硅玻璃、具有核的二氧化硅玻璃或二氧化硅玻璃-陶瓷的层,特别是整体的层的坯料的方法,其特征在于
[0083]
(a1)在模具中提供具有至少为6.6pa
·
s的粘度的硅酸锂玻璃、具有核的硅酸锂玻璃、偏硅酸锂玻璃-陶瓷、二氧化硅玻璃、具有核的二氧化硅玻璃或二氧化硅玻璃-陶瓷的第一层,
[0084]
(b1)将所述第一层的表面成形以提供坯料的第一和第二层的边界表面的期望的走向,以及
[0085]
(c1)将硅酸锂玻璃、具有核的硅酸锂玻璃、偏硅酸锂玻璃-陶瓷、二氧化硅玻璃、具有核的二氧化硅玻璃或二氧化硅玻璃-陶瓷的第二层施加至述第一层的表面。
[0086]
特别优选地,在步骤(a1)中,在模具中提供玻璃,特别是硅酸锂玻璃或二氧化硅玻璃的第一层。
[0087]
在步骤(b1)中进行的所述第一层的表面的成形可以优选通过用结构化的反向模具,例如由石墨制成的模具压制实现。由于在步骤(a1)中优选地使用的玻璃的强度相对低,因此在步骤(b1)中,例如小于10mpa的轻微压制力足以实现期望的成形。
[0088]
此外,优选的是,在步骤(c1)中,将玻璃,特别是硅酸锂玻璃或二氧化硅玻璃的第二层施加至成形的第一层。该施加例如可以通过玻璃的浇铸实现。
[0089]
进一步优选的是,在边界表面的成形和用第二层的材料涂覆之间,坯料不经受任何用于形成结晶相的热处理。相反,优选的是,在步骤(c1)之后,整个坯料经受热处理,例如用于形成晶相,例如偏硅酸锂玻璃-陶瓷或二氧化硅玻璃-陶瓷。
[0090]
在供选择的方法中,可以通过将粉末形式的起始材料逐渐填充到压制模具中制备根据第一或第二方面的坯料。
[0091]
用于制备根据第三方面的根据本发明的坯料,即,具有氧化锆的层的坯料的方法,其特征在于:
[0092]
(a2)在模具中提供未烧结的或分散的氧化锆的第一层,
[0093]
(b2)将所述第一层的表面成形以提供坯料的第一和第二层的边界表面的期望的走向,以及
[0094]
(c2)将未烧结的或分散的氧化锆的第二层施加至所述第一层的表面。
[0095]
术语“分散的”是指均匀地分布在液体介质如水性或有机溶剂中的悬浮液中的氧化锆。悬浮液的粘度优选如此高,以致在步骤(b2)中成形之后,保持表面的成形形式。
[0096]
特别优选地,在步骤(c2)之后,整个坯料经受热处理,以提供预烧结的坯料,并因此在随后的用于制备牙科修复体的机械加工的情况下改善可加工性和提高精度。
[0097]
由于它们的性质,根据本发明的坯料特别适合于进一步加工成牙科修复体。
[0098]
因此,本发明还涉及用于制备牙科修复体的方法,其中
[0099]
(d1)根据本发明的第一方面的坯料通过机械加工被赋予牙科修复体的形状,
[0100]
(e1)进行至少一次热处理,以将硅酸锂玻璃、具有核的硅酸锂玻璃或偏硅酸锂玻璃-陶瓷转化为焦硅酸锂玻璃-陶瓷,和
[0101]
(f1)任选地,抛光所获得的牙科修复体的表面
[0102]
或在供选择的实施方案中
[0103]
(d2)根据本发明的第二方面的坯料通过机械加工被赋予牙科修复体的形状,
[0104]
(e2)任选地,进行热处理,以将二氧化硅玻璃或具有核的二氧化硅玻璃转化为二氧化硅玻璃-陶瓷或增加二氧化硅玻璃-陶瓷的晶体含量,并且
[0105]
(f2)任选地,抛光所获得的牙科修复体的表面
[0106]
或在供选择的实施方案中
[0107]
(d3)根据本发明的第三方面的坯料通过机械加工被赋予牙科修复体的形状,
[0108]
(e3)进行至少一次热处理,以将未烧结的或预烧结的氧化锆转化成致密烧结的氧化锆,并且
[0109]
(f3)任选地,抛光所获得的牙科修复体的表面。
[0110]
可以通过机械加工简单地从根据本发明的坯料中雕刻出期望形状的牙科修复体。根据本发明的第一方面,特别是具有具有核的硅酸锂玻璃或偏硅酸锂玻璃-陶瓷的层的坯料(步骤(d1)),或者,根据第二方面,特别是具有二氧化硅玻璃-陶瓷的层的坯料(步骤
(d2)),或者,根据本发明的第三方面,特别是具有预烧结的氧化锆的层的坯料(步骤(d3))用于此。
[0111]
机械加工通常通过材料去除过程,并且特别是通过铣削和/或研磨实现。优选的是,使用计算机控制的铣削和/或研磨设备进行机械加工。特别优选地,在cad/cam工艺过程中进行机械加工。
[0112]
在步骤(e1)中,坯料经受热处理,以导致焦硅酸锂的受控结晶,并且因此形成焦硅酸锂玻璃-陶瓷。热处理特别是在750至950℃并且优选在800至900℃的温度下进行。热处理特别地进行1至30分钟,优选2至15分钟的持续时间。
[0113]
在步骤(e2)中,坯料任选地经受热处理。然而,在基于二氧化硅玻璃-陶瓷的坯料的情况下,优选的是,不进行根据(e2)的热处理。这样的过程特别简单并且成本有效,因此是特别优选的。
[0114]
在步骤(e3)中,坯料经受热处理,以导致致密烧结的氧化锆陶瓷的形成。热处理特别是在1050至1600℃,并且优选在1450至1550℃的温度下进行。热处理特别地进行0至240分钟,优选5至180分钟,特别优选30至120分钟的持续时间,其中术语“持续时间”涉及最高温度的保持时间。
[0115]
在进行步骤(e1)或(e2)或(e3)之后,牙科修复体中存在具有优异机械性质和高化学稳定性的焦硅酸锂玻璃-陶瓷、二氧化硅玻璃-陶瓷或氧化锆陶瓷的层。另外,由于多个层在颜色上不同,它们允许极好地模拟天然牙齿材料的光学性质,例如模拟从牙质到切缘的颜色梯度。最后,借助于步骤(d1)至(f1)或(d2)至(f2),还可以由根据本发明的坯料制备修复体而没有显著的收缩。这特别是由于以下事实:根据第一和第二方面的根据本发明的坯料具有整体的层而不是不连续的层如粉末或颗粒材料层,由此可以省去成形后的烧结和相关的收缩。通过使用根据本发明的坯料,因此可以特别简单地制备出具有精确期望尺寸的牙科修复体。在根据第三方面的根据本发明的坯料的情况下,可以解决步骤(e3)中发生的烧结收缩的问题,因为第一和第二层在步骤(e3)期间具有基本相同的总收缩。总收缩的这种设定可以这样进行,即在热处理之前和之后在两个层中的起始和最终密度在每种情况下都是相同的。特别地,关于烧结的开始,各个层可以通过它们的组成,特别是通过添加烧结活化剂和/或抑制剂彼此匹配。由于第一和第二层的边界表面的倾斜走向,因此要制备的牙科修复体的配合特别由根据本发明的坯料的第一层的配合,且因此由其烧结收缩确定,该坯料模拟牙质层,并且与具有水平层序列的常规坯料的情况相比,受各个层中可能的不同烧结收缩行为的影响不太强烈。
[0116]
根据本发明制备的牙科修复体优选选自牙冠、基牙、基牙冠、嵌体、高嵌体、饰面、小面和牙桥,以及用于多部分修复体框架的上覆结构(overstructure),其可以由例如氧化物陶瓷、金属或牙科合金组成。
[0117]
在任选的步骤(f1)、(f2)和(f3)中,仍然可以抛光牙科修复体的表面。特别是仍然可以在700至850℃的温度下进行釉烧或抛光修复体。另外,也可以施加由玻璃和/或玻璃-陶瓷制成的层叠材料。
[0118]
由于所描述的根据本发明的坯料的特殊性质,这些坯料特别适合于制备牙科修复体。因此,本发明还涉及用于制备牙科修复体,并且特别是牙冠、基牙、基牙冠、嵌体、高嵌体、饰面、小面和牙桥以及上覆结构的坯料的用途。根据本发明的用于制备在前牙区域中的
牙科假体例如前牙冠的坯料的用途是特别优选的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1