用于消毒预制型坯或由此成型的容器的方法及设备与流程
1.本发明涉及一种消毒方法及消毒设备,这种消毒方法及消毒设备用于消毒型坯(“预制型坯”),所述型坯/预制型坯是用于制造通过气动压力(吹塑压力)或液动压力(特别是要填充的流体的压力)成型的容器,或者这种消毒方法及消毒设备用于消毒以此方式成型的容器。
2.本发明此外还涉及一种用于由型坯来制造通过气动压力(吹塑压力)或液压压力(特别是要填充的流体的压力)成型的容器的方法及设备,其中,利用上述消毒方法及消毒设备来消毒型坯或消毒由型坯通过气动压力或液动压力而成型的容器。
背景技术:
3.吹塑成型的容器通常如此制造,其方式是,由热塑性材料(例如pet聚对苯二甲酸乙二醇酯)制成的型坯(“预制型坯”)通过施加吹塑压力膨胀成吹塑成型模(blasform),以便随后在后续填充站中可填充填料(特别是流体)。除了多个其他制造步骤之外,在此视应用目的和填料而定,在引入填料之前,也需要对预制型坯或由此吹塑成型的容器进行消毒。出于该目的,已知这样的方法及设备:利用该方法及设备使得型坯(或容器)经受消毒剂,该消毒剂例如是消毒蒸汽,该消毒蒸汽具有过氧化氢(h2o2)或过乙酸或其他化学消毒剂以及水蒸气。这种类型的方法及设备在文献de102010032336、ep1941913、us 2008/0152538、ep2394950公开。
4.此外已知的是,将型坯通过要填充的流体的压力膨胀成吹塑成型模,从而成型及填充是共同的工艺过程。用于由型坯制造经填充的容器的相应设备(也即:组合式成型及填充设备)由文献wo 2011/076167已知。根据填料的类型,在此一般也需要对型坯(或容器)进行消毒。
5.在此,对于消毒的问题可能在于,至少少量的消毒剂未到达要消毒的预制型坯(或容器)中、而是到达周围环境区域中,并且到达所涉及的消毒空间(或消毒设备)的其他部件或构件(例如输送及传送装置、引导装置等)上。此外,因为消毒剂通常具有相比于这些区域及部件而言提高的温度(例如处于大约100℃至大约130℃之间),因而存在如下危险,即(蒸汽态)消毒剂在这些区域以及在这些部件或构件上发生冷凝。
6.特别是在消毒剂具有过氧化氢的情况下,冷凝物于是可能会导致难以清除的盐状沉积物(ablagerung),并且可能会引起由于腐蚀所导致的损坏以及其他问题。
7.此外,由于冷凝物在位于要消毒的预制型坯(或容器)的开口上方的这些部件或构件上集聚,也存在冷凝物滴入到预制型坯(或容器)中的危险。这可能会导致在预制型坯或后续填充的容器中消毒剂的提高的浓度,这自然是非期望的。
技术实现要素:
8.本发明因此的任务在于,提出一种消毒方法及消毒设备,所述消毒方法及消毒设备用于消毒型坯(预制型坯),所述型坯(预制型坯)是用于制造通过气动压力或液动压力而
成型的容器,或者所述消毒方法及消毒设备用于消毒以此方式成型的容器,借此能够至少部分避免上述沉积物和结合消毒蒸汽所不期望的冷凝(或冷凝物发生集聚)的问题。
9.该任务利用按照权利要求1的消毒方法和按照权利要求8的消毒设备解决。
10.因此,按照本发明,至少部分阻止消毒蒸汽在这样的部分和构件上的冷凝,在这些部分和构件上的冷凝是不期望的,其方式是,要么将这些部件或构件加热到优选至少如消毒蒸汽的冷凝温度那么高的温度;和/或使至少一部分消毒蒸汽通过在冷却元件(下文也称为“冷凝阱”)上冷凝而液化,并且借此避免上述不期望的冷凝。
11.这两种措施可以根据消毒剂的类型、消毒空间(或消毒设备)的构型以及其他因素彼此独立地或相互组合地应用。
12.该解决方案不仅能够用于消毒预制型坯,而且能够用于消毒由预制型坯通过气动压力或液动压力而成型的容器,并且优选是用于由热塑性材料吹塑成型为容器的吹塑成型设备(或吹塑成型方法)的组成部分。
13.此外,该解决方案也能够是用于由预制型坯制造经填充的容器的制造设备(或制造方法)的组成部分,其中,预制型坯通过要填充的流体的(液动)压力膨胀为吹塑成型模,从而容器的成型及填充是共同的工艺过程。
14.从属权利要求包括本发明的有利的改进方案。
15.冷凝阱(kondensationsfallen)优选仅仅是设定用于上述目的的冷却元件,这些冷却元件例如结合收集盆槽(auffangwanne)进行应用,该收集盆槽如此布置,使得所形成的冷凝物目的明确地滴入到该收集盆槽中或从该收集盆槽中被导走。
16.这种收集盆槽可以包含用于稀释或中和所收集的冷凝物的介质(例如水或其他液体),或者可以包含催化剂,用于将冷凝物分解成不太有化学侵蚀性的物质。
17.在过氧化氢作为消毒剂的情况下,这样的催化剂例如可以是铂,这种铂结合到引入在收集盆槽中的承载基质上。代替或附加于铂,也可以应用重金属离子(如例如mn
2+
离子)或者酶催化剂或其他催化剂,由此将过氧化氢分解为水和氧气。
18.备选或附加地,优选加热这样的部件或构件:消毒剂落在这些部件或构件上是特别不利的,或者对于进一步生产工艺而言很关键,例如是开篇提及的元件,这些元件位于要消毒的预制型坯(或容器)的开口上方。
19.此外,冷凝阱和/或经加热的部件或构件优选可更换地装配,从而生产过程不必为了清洁冷凝阱(或经加热的部件或构件)而中断。
20.此外,冷凝阱优选地设计为空心体,液态或气态冷却介质可被导送通过该空心体。
21.经加热的部件或构件同样可以设计为空心体,液态或气态加热介质被导送通过该空心体。
22.优选地,这些部件或构件然而可电加热或设有电加热源(例如电阻加热器),这种电加热源也还可以后续装配在这些部件或构件上和/或可更换地装配。
23.冷凝阱优选地布置在消毒剂的至少一个输出装置的流动区域中。
24.根据一种改进方案,消毒蒸汽通过一个或多个静止布置的输出装置(如特别是喷嘴)输出,预制型坯在这些输出装置旁沿着直线的、圆形的、弯曲的或其他输送路径受引导,在这种情况下,冷凝阱和/或经加热的部件或构件优选同样以位置固定的方式并且优选沿着至少一部分输送路径布置。
25.根据一种改进方案,消毒蒸汽通过一个或多个可运动地布置的输出装置(如特别是布置在轮上的喷嘴)输出,这些输出装置在输出消毒蒸汽期间沿着预制型坯的一部分输送路径跟随该预制型坯,在这种情况下,附加或备选于上述位置固定的冷凝阱和/或位置固定的经加热的部件或构件,优选设有这样的冷凝阱和/或经加热的部件或构件:它们布置成至少沿着一部分输送路径与这些输出装置一同行进。
26.优选地,不仅冷凝阱而且经加热的部件或构件都由金属形成或具有金属表面。
附图说明
27.本发明另外的细节、特征和优点由优选实施形式根据附图的如下描述产生。其中:
28.图1:按照本发明的设备的第一实施形式的第一3d视图;
29.图2:按照图1的第一实施形式的第二3d视图;
30.图3:按照本发明的设备的第二实施形式的第一3d视图;
31.图4:按照图3的第二实施形式的第二3d视图;
32.图5:按照本发明的设备的第三实施形式的第一3d视图;
33.图6:按照图5的第三实施形式的第二3d视图;以及
34.图7:按照图5的第三实施形式的第三3d视图。
具体实施方式
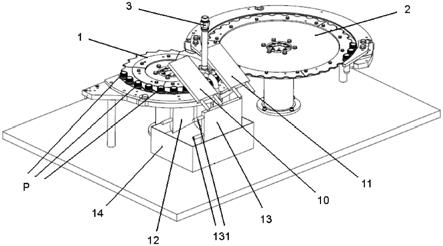
35.图1和2示出按照本发明的设备的第一实施形式的原理结构,该设备通常布置在将该设备包围的消毒空间中。
36.基本的构件是第一轮1以及第二轮2,其中,要消毒的预制型坯p供给至该第一轮1,并且该第一轮1在图1和2的俯视图中逆时针转动地受驱动,第二轮2沿着顺时针转动,并且从第一轮1承接经消毒的预制型坯p,并且将这些预制型坯p供给至位于用于容器吹塑成型的设备内的另一加工站。
37.这两个轮1、2通常以凹部轮的形式构成,并且具有沿着其圆周布置的空隙(凹部),这些空隙(凹部)如此确定大小,从而,在这些空隙(凹部)中能够分别使预制型坯p各自以其开口基本上竖直地向上定向地保持。这两个轮1、2也可以实施成钳式轮在这些钳式轮上将预制型坯借助钳式元件保持。
38.将预制型坯p供给且置入到第一轮1的凹部中,将经消毒的预制型坯p转交给第二轮2,以及继续输出给下一加工站,这些过程以自身已知的方式实现进而在此不进一步阐明。
39.在第一轮1上方设有用于消毒剂的供给装置3,消毒剂通常是消毒蒸汽并且例如具有过氧化氢、过乙酸和/或其他化学消毒剂以及水和热空气并且例如具有处于大约100℃至大约130℃之间的温度。
40.供给装置3终止于固定的喷嘴,该喷嘴位于第一轮1的凹部上方,并且朝向在喷嘴下方传送经过的那些预制型坯p的开口,从而,从喷嘴出来的消毒蒸汽到达预制型坯p中。
41.因为消毒蒸汽被连续输出,因而该蒸汽在第一轮1转动期间也进入到各两个相邻的预制型坯p之间的间隙中,并且随后特别是在第一轮1的部件上以及在位于其下的引导件
上和消毒空间的其他构件及区域上发生冷凝。由此(如上所述地)导致了盐状沉积物,并且也导致在消毒空间中的腐蚀损坏。在脉冲式输出消毒蒸汽的情况下,该危险也存在。
42.为了避免这一点,在图1和2中示出的第一实施形式中设有冷凝阱,该冷凝阱具有至少一个冷却元件10、11、12、13,通过所述冷却元件经由连接端131分别导送具有这样的温度的液态或气态冷却介质(例如冷水),以至于到达该冷却元件的消毒蒸汽尽可能在其上发生冷凝。
43.至少一个冷却元件如此布置,使得该冷却元件位于喷嘴的流动区域(或周围环境)中,也即:被尽可能大部分消毒剂进行加载,这部分消毒剂未到达那些在喷嘴下方引导经过的预制型坯p。
44.示例性地,在图1和2中各自设有四个这种冷却元件10、11、12、13,其中,第一冷却元件10和第二冷却元件11位于第一轮1上方,而第三冷却元件12和第四冷却元件13位于第一轮1下方。
45.此外,在这些冷却元件下方布置有用于收集从这些冷却元件滴落的冷凝物的盆槽14。
46.第一冷却元件10和第二冷却元件11各自相对于水平平面在第一轮1的径向方向上斜向外地倾斜,从而,落在这些冷却元件10、11上的冷凝物不会滴到第一轮1和预制型坯p的开口上,而是流入到盆槽14中。
47.第三冷却元件12和第四冷却元件13各自基本上垂直地布置在第一轮1下方并且完全地或部分地布置在盆槽14上方,从而落下的冷凝物直接流入到盆槽14中。
48.如上所述,这种收集盆槽例如可以包含水或其他液体或催化剂,借此稀释或中和(或化学分解)所接收的冷凝物,以便至少降低其化学侵蚀性。
49.图3和4示出按照本发明的设备的第二实施形式的原理结构。与在第一实施形式中那样的相同或彼此相应的部分和构件以各自相同的附图标记表示。
50.该实施形式的基本特征在于,代替于第一冷却元件10和第二冷却元件11,设有静止布置的电加热元件20、21,该加热元件20、21具有电连接端22。该加热元件20、21优选包括电加热源21(例如呈电阻加热器的形式),该电加热源21通过经由连接端22供给电流而产生热。加热源21装配在金属顶面20上,从而所产生的热通过热传导而分布在这些顶面20上。
51.这些顶面20位于被置入到第一轮1中的那些预制型坯p的开口上方,并且在蒸汽喷嘴3的两侧沿着第一轮1的圆周(或预制型坯p的另一走向的输送路径)的至少一部分延伸。
52.利用这些顶面20通常阻止了灰尘或其他污物会落入到预制型坯p中。
53.通过这些顶面20的加热还阻止了冷凝物在这些顶面20上集聚且滴入到预制型坯中。这例如也涉及到这样的冷凝物,该冷凝物自身形成在消毒空间的在附图中未示出的部件或构件上,这些部件或构件位于预制型坯的开口上方,并且该冷凝物滴落到经加热的顶面20上,因为该冷凝物在这些顶面20上立刻又会蒸发。
54.如上所述,原则上也可以应用经加热的顶面或其他加热元件,这些顶面或其他加热元件例如如图1和2中的冷却元件那样构造成空心体,并且通过供给热液体或热气体被加热。
55.此外,该第二实施形式优选也设有冷却元件12、13,也即:相应于在图1和2中的第三和第四冷却元件12、13,该第二实施形式的冷却元件12、13又基本上垂直地布置在第一轮
1下方并且完全地或部分地布置在盆槽14上方,从而落下的冷凝物直接流入到盆槽14中并且(如上所述)如果必要可在该处被稀释、中和或化学分解。
56.图5至7示出按照本发明的设备的第三实施形式的原理结构。与在第一和第二实施形式中那样的相同或彼此相应的部分和构件也在此又以各自相同的附图标记表示。
57.与第一和第二实施形式的基本区别在于,不是设置一个静止的、而是设置多个与预制型坯p的输送一同行进的第一上喷嘴31,通过该第一上喷嘴31将消毒剂输出到预制型坯p中。
58.另一区别在于,第三实施形式优选也具有多个第二下喷嘴32,这些第二下喷嘴32同样不是静止地、而是与预制型坯p的输送一同行进地布置,并且用于给预制型坯的外侧加载消毒蒸汽。
59.第一嘴31和第二喷嘴32优选地通过共同的供给装置3或者通过彼此独立的上供给装置和下供给装置馈送消毒蒸汽。
60.最后,该第三实施形式优选地也设有静止的冷却元件12,该静止的冷却元件12又基本上垂直地布置在第一轮1下方以及静止的盆槽14上方,从而下落的冷凝物直接流入到盆槽14中并且(如上所述)如果必要可在该处被稀释、中和或化学分解。然而有别于第一和第二实施形式,在此冷却元件12进而盆槽14优选地沿着预制型坯的输送路径(也即:按照图5至7沿着第一轮1的圆周)的至少一部分延伸,消毒蒸汽沿着该部分从第一喷嘴31和第二喷嘴32输出到预制型坯p上。
61.在该第三实施形式中一般不存在如下危险,即:污物或冷凝物会到达预制型坯的开口中,从而可以省去按照第二实施形式的经加热的顶面20。在需要情况下,然而也可以在第三实施形式中布置这种经加热的顶面20。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1