温热器具的制作方法
1.本发明涉及一种温热器具。
背景技术:
2.本技术人先前已提出了一种具有印刷部的发热器具(参照专利文献1)。该温热器具是在具有使用时朝向使用者的身体侧的身体侧片材和使用时朝向外侧的外侧片材的包装材料内,配置有含有易氧化性金属的发热部,该外侧片材及/或该身体侧片材在其至少一部分由具有通过接触印刷而形成的印刷部的无纺布构成。另外,通过使用基重为25~60g/m2、无纺布密度为0.01~0.04g/cm3、且按照kes测得的压缩载荷
‑
压缩应变曲线的线性的lc值为0.4~0.8的无纺布作为该无纺布,温热器具发挥由印刷部产生的图案或文字等看起来非常立体的视觉上有利的效果。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2011
‑
250873号公报
技术实现要素:
6.本发明提供一种温热器具,其具备:主体部,其具有使用时覆盖使用者的双眼的形状;发热体,其设置于该主体部;及一对挂耳部,其安装于该主体部且可以维持该主体部对使用者的双眼的覆盖状态。
7.所述主体部具备:表面片材,其位于靠近使用者的肌肤一侧;及背面片材,其位于远离使用者的肌肤一侧。
8.所述发热体保持在所述表面片材与所述背面片材之间。
9.所述背面片材的每单位面积的空隙量为1000cm3/m2以上6000cm3/m2以下。
附图说明
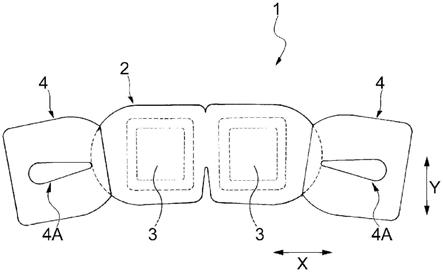
10.图1是表示本发明的温热器具的实施方式的俯视图。
11.图2是图1所示的温热器具的分解立体图。
12.图3是图1所示的温热器具的沿着长度方向的剖视图。
13.图4是图3所示的温热器具的放大剖视图。
14.图5是表示本发明的温热器具的另一实施方式的放大剖视图。
15.图6是表示本发明的温热器具的另一实施方式的俯视图。
具体实施方式
16.专利文献1中记载的温热器具是使自片状发热体产生的温热经由身体侧片材赋予使用者的温热器具,但该温热会经由外侧片材向外部散热,关于温热对使用者的赋予效率的提高存在改善的余地。另一方面,在以温热的赋予效率的提高为目的,使用纤维间的空隙
较多的外侧片材的情况下,在外侧片材的外表面无法顺利地进行文字或图案等的印刷,因此,关于温热器具的印刷性的提高存在改善的余地。
17.本发明涉及一种保温性及印刷性兼顾且优异的温热器具。以下,对于本发明基于其优选的实施方式一边参照附图一边进行说明。图1中示出本发明的温热器具的一个实施方式。该图所示的温热器具1是所谓的眼罩型的温热器具,以覆盖人的双眼的方式抵接,用于将加热至特定温度的水蒸气对眼睛及其周围赋予温热。
18.如图1所示,温热器具1具备:主体部2,其具有使用时覆盖使用者的双眼的形状且在横向x较长;发热体3,其设置于主体部2;及一对挂耳部4、4。挂耳部4设置于主体部2的横向x的两外端区域,且可以朝向横向x的外侧翻转。由此,将各挂耳部4、4分别挂在使用者的耳朵,可以维持主体部2对使用者的双眼的覆盖状态。从佩戴性的提高的观点考虑,构成挂耳部4的片材优选为具有伸缩性的片材。
19.图2中示出温热器具1的分解立体图。另外,图3中示出温热器具1的沿着横向x(长度方向)的剖视图。这些图所示的温热器具1中的主体部2具备:表面片材5,其位于靠近使用者的肌肤一侧;及背面片材6,位于远离使用者的肌肤一侧。即,该图中上方为靠近使用者的肌肤一侧,该图中下方为远离使用者的肌肤一侧。背面片材6中的远离使用者的肌肤一侧的面,即形成温热器具1的外表面的面成为可以印刷文字或图案等的印刷面6s。以下的说明中,将相当于温热器具1的长度方向的方向也称为横向x,将与横向x正交的方向也称为纵向y。
20.图2及图3所示的表面片材5及背面片材6是在将这些重叠的状态下利用热熔胶等粘合剂7相互接合,由此,在两片材5、6之间可以在长度方向相互隔开地保持2个发热体3、3。表面片材5及背面片材6均具有透气性。
21.保持在表面片材5与背面片材6之间的发热体3包含易氧化性金属、反应促进剂、电解质及水。作为发热体3,可以使用具备发热片材或发热组合物的发热体,该发热片材由包含易氧化性金属、反应促进剂、纤维状物、电解质及水的纤维片材构成,该发热组合物包含易氧化性金属、反应促进剂、保水剂、电解质及水。发热片材及发热组合物也可以将这些单独使用,可以使用将发热片材及发热组合物的至少一者收容于将多个片材贴合成的袋体内的物质。作为构成发热片材或发热组合物的各种材料,例如也可以使用日本特开2003
‑
102761号公报及日本特开2006
‑
340928号公报中记载的材料。
22.图3所示的剖视图中示出了发热片材收容于袋体内而形成的发热体3的固定状态。该图所示的发热体3与温热器具1中的背面片材6的内侧的面利用粘合剂7形成粘合固定部7a、7a而被固定,其以外的面不与背面片材6固定。各粘合固定部7a、7a设置于温热器具1的横向x的中央区域,且沿着温热器具1的纵向y延伸。通过具有这样的结构,从而在温热器具1使用时在使用者的双眼及其附近顺利地配置发热体3。
23.返回图2,该图所示的挂耳部4由片材构成,在该片材形成有在横向x延伸的插通部4a。插通部4a是用于将挂耳部4挂于耳朵时供耳朵通过的孔。替代其,插通部4a也可以由可以供耳朵通过的贯通狭缝等形成。如图2及图4所示,挂耳部4在横向x的两外端区域,接合于主体部2中的表面片材5的外表面,由此,形成有主体部2与挂耳部4接合而成的接合区域9。接合区域9也作为使挂耳部4以接合端部9s为轴进行翻转时的折弯部发挥作用。
24.图4是表示接合区域9的形态的剖视图。图2及图4所示的主体部2与挂耳部4的接合
区域9自接合区域9中的作为横向x的内侧端的接合端部9s连续地接合至主体部2的横向x的外端部,且呈半椭圆的形状。如图4所示,接合区域9是表面片材5与挂耳部4接合而形成的区域。接合区域9也作为使挂耳部4以接合端部9s为轴进行翻转时的折弯部发挥作用。图2及图4所示的接合区域9是连续地接合而形成,但也可以代替其,间断地接合而形成。
25.本发明的温热器具的特征之一在于使用具有特定空隙量的背面片材6。本说明书中的空隙量是背面片材的每单位面积的空气的体积。详细而言,背面片材6的空隙量优选为1000cm3/m2以上,更优选为1500cm3/m2以上,进一步优选为2000cm3/m2以上,进一步优选为2500cm3/m2以上,且优选为6000cm3/m2以下,更优选为5000cm3/m2以下,进一步优选为4000cm3/m2以下,进一步优选为3000cm3/m2以下。这样的空隙量例如可以通过利用热风法以将构成片材的纤维不压密且变蓬松的方式制造,或者使用后述的卷曲纤维、中空纤维或异形纤维来实现。
26.根据配置有具有特定空隙量的背面片材的本实施方式的温热器具,保温性及印刷性兼顾且优异。详细而言,如果将背面片材设为致密结构,则因油墨的附着性的提高,可以清晰地印刷文字或图案等,印刷性提高,但由于片材内的空隙较少,因此,难以显现利用空气的隔热效果,其结果,温热器具的保温性下降。另一方面,如果使背面片材蓬松,增加片材内的空隙,则容易显现隔热效果,且保温性提高,但油墨对片材的附着不良好,印刷性下降。关于这些方面,通过温热器具使用具有特定空隙量的背面片材,可以兼顾有助于保温性的隔热效果与有助于印刷性的片材的致密性,因此,难以使自发热体产生的温热向外部逸出而可以提高温热器具的保温性,并且可以提高印刷性。尤其是温热器具的技术领域中,迄今为止还未知空隙率的参数对于温热器具的保温性与对片材的印刷性的兼顾是支配性因素。
27.空隙量例如可以利用以下的方法测定。首先,将测定对象的片材以成为特定面积a(m2)的方式切出,在3.7gf/cm2(36.28mn/cm2)的负荷下测定片材的厚度b(m)。另外,测定切出的测定对象的片材的质量c(g),将构成片材的材料的密度设为d(g/m3)时,空隙量(cm3/m2)可以利用以下的式(1)求出。再者,“质量c/面积a”与切出的测定对象的片材的基重e(g/m2)相同含义,因此,空隙量也可以作为以下的式(2)而测定。在使用多种构成片材的树脂等材料的情况下,密度d设为根据构成树脂的真密度及其含有质量比率算出的值。
28.空隙量(cm3/m2)=(a
×
b-c/d)
×
106/a
···
(1)
29.空隙量(cm3/m2)=(b-e/d)
×
106···
(2)
30.可以用于背面片材6的片材只要是上述空隙量的范围,则并无特别限制,可以使用无纺布、机织物、纸等纤维片材、树脂发泡片材、金属片材或这些的组合等。另外,这些片材也可以将纤维的原料、纤维的粗细、纤维的卷曲程度等不同的纤维混合多种而使用或组合多种片材以显现所期望的性质。背面片材6可以为由以一种纤维层构成的一片片材构成的单一结构、或者为由将两种以上的片材或纤维层无法剥离地重叠而成的一片片材构成的单一结构,也可以为将两种以上的片材或纤维层可以剥离地重叠而成的复合结构。从容易形成显现所期望的性质的背面片材6,并且充分显现片材强度的观点考虑,优选使用具有两种以上的纤维层且各层间无法剥离地形成的单一结构的片材。
31.在使用无纺布作为背面片材6的情况下,例如可以使用进行热风、热粘合、针刺的至少一种处理而制得的无纺布,优选为通过热风处理及热粘合处理的组合而制得的无纺布。在使用这样的无纺布作为背面片材6的情况下,例如对自梳棉机供给的原料纤维吹送经
过加热的空气流而成为纤维结构体,其后,利用热辊对纤维结构体的一个面实施热粘合处理,由此可以实现上述空隙量的范围。通过使用实施了热粘合处理的无纺布作为背面片材6,可以提高存在于进行过热粘合处理的无纺布的面上的纤维彼此的致密性,因此,可以进一步提高印刷性。
32.可以用于发热体3、挂耳部4及表面片材5的片材只要考虑这些的透气性、透湿性、手感、伸缩性、强度、或发热片材及发热组合物的构成材料的漏出防止等性质而适当决定即可,例如使用无纺布、机织物、纸等纤维片材、树脂发泡片材、金属片材或这些的组合等。作为透气度较高的片材,优选使用熔喷无纺布。作为以使手感良好的目的使用的片材,优选使用热风无纺布或热粘合无纺布。作为以显现伸缩性的目的使用的片材,例如可以使用包含聚对苯二甲酸乙二酯等聚酯、聚乙烯、聚丙烯等合成纤维的热风无纺布或纺粘无纺布、热粘合无纺布等。作为以赋予强度的目的使用的片材,优选使用纺粘无纺布或水刺无纺布。除了上述无纺布以外或代替其可以使用将无纺布利用硅酮或表面活性剂等进行了表面处理而成的无纺布,或者使用以聚乙烯或聚氨酯等热塑性树脂为原料的发泡片材等。另外,这些片材也可以将纤维的原料、纤维的粗细、纤维的卷曲程度等不同的纤维混合多种来使用或者组合多种片材以显现所期望的性质。发热体3、挂耳部4及表面片材5可以由一种纤维层构成,或者是由将两种以上的纤维层无法剥离地重叠而成的一片片材构成的单一结构,也可以是将两种以上的片材可以剥离地重叠而成的复合结构。
33.在使用无纺布作为表面片材5及背面片材6的情况下,表面片材5的基重优选为10g/m2以上,更优选为20g/m2以上,且优选为200g/m2以下,更优选为130g/m2以下。另外,背面片材6的基重优选为15g/m2以上,更优选为30g/m2以上,且优选为105g/m2以下,更优选为75g/m2以下。在表面片材5及背面片材6具有层叠结构的情况下,只要片材整体的基重为上述的范围即可。
34.背面片材6优选具有上述空隙量,并且如图5所示,具备位于靠近使用者的肌肤一侧的第1纤维层6a及位于远离使用者的肌肤一侧的第2纤维层6b。即,背面片材6优选构成为单一结构或者构成为复合结构,所述单一结构由具有第1纤维层6a和第2纤维层6b且各层间无法剥离地构成的一片片材构成,所述复合结构为至少具备构成第1纤维层6a的片材和构成第2纤维层6b的片材且可以剥离地构成的片材的层叠体。在该情况下,关于背面片材6的空隙量,只要背面片材6整体的空隙量满足上述范围,则发挥本发明的效果。
35.在背面片材6为单一结构的情况下,构成背面片材6的纤维层可以仅为第1纤维层6a及第2纤维层6b,也可以除了第1纤维层6a及第2纤维层6b以外还具有其他纤维层。在任一实施方式中,单一结构中的各纤维层均相互无法剥离地构成。
36.在背面片材6为复合结构的情况下,背面片材6可以仅由构成第1纤维层6a的一片片材和构成第2纤维层6b的一片片材构成,也可以除了构成第1纤维层6a的一片片材和构成第2纤维层6b的一片片材以外进一步包含其他片材而构成。在任一实施方式中,复合结构中的各片材间均可以剥离地构成。
37.第1纤维层6a及第2纤维层6b的纤维种类互相不同。纤维种类不同,不仅包括构成纤维的树脂的种类不同的情况,也包括树脂的种类相同但纤维的粗细及/或长度不同的情况。在该情况下,构成第1纤维层6a的片材的基重优选为10g/m2以上,更优选为20g/m2以上,且优选为70g/m2以下,更优选为50g/m2以下。同样地,构成第2纤维层6b的片材的基重优选为
5g/m2以上,更优选为10g/m2以上,且优选为35g/m2以下,更优选为25g/m2以下。
38.图5所示的第1纤维层6a以其靠近使用者的肌肤的面与发热体3相对的方式配置。另外,第2纤维层6b配置于第1纤维层6a的远离使用者的肌肤的面侧,且构成温热器具1的外表面。第2纤维层6b的外表面为印刷面6s。第1纤维层6a及第2纤维层6b的接合可以通过例如利用粘合剂的粘合、热融合、压接或这些的组合等来进行。通过具有这样的构成,可以更简便地调整背面片材6的空隙量,其结果,能够以较高的制造效率制造保温性及印刷性优异的温热器具。
39.在使用具有第1纤维层6a及第2纤维层6b的无纺布作为背面片材6时,第2纤维层6b的构成纤维优选其纤维粗细小于第1纤维层6a的构成纤维的粗细。一般而言,使用了细直径的纤维的无纺布由于纤维密度较高且容易成为致密的结构,因此,印刷性提高,但存在保温性下降的倾向。相对于此,使用了粗直径的纤维的无纺布由于纤维密度较低且容易成为蓬松的结构,因此,片材内的空隙较多,保温性提高,但存在印刷性下降的倾向。为了兼顾这些特性,作为背面片材6的构成,使构成温热器具1的外表面的第2纤维层6b优选以细直径的纤维构成,使与发热体3相对的第1纤维层6a优选以与细直径纤维相同或直径比该纤维粗的纤维构成,由此可以利用致密结构的第2纤维层6b进一步提高印刷性,并且利用蓬松结构的第1纤维层6a进一步提高隔热效果。其结果,温热器具成为保温性及印刷性更优异的温热器具。
40.尤其是作为背面片材6,通过使用至少包含第1纤维层6a及第2纤维层6b的片材,且使构成第2纤维层6b的纤维的粗细小于第1纤维层6a的构成纤维的粗细,从而第1纤维层6a成为通过较粗的纤维彼此的缠绕而形成的具有较高空隙率的蓬松结构,且成为主要用于提高保温性的层。另外,第2纤维层6b成为通过较细的纤维彼此的缠绕而形成的致密性较高的结构,且成为主要有助于提高油墨的附着性等提高印刷性的层。即,通过将第1纤维层6a设为主要用于提高保温性的层且将第2纤维层6b设为主要用于提高印刷性的层,容易在各纤维层显现不同的性质,可以容易地获得保温性与印刷性以较高水平显现的背面片材6,因此,能够以较高的生产率获得保温性及印刷性更优异的温热器具。
41.构成第2纤维层6b的纤维的粗细以与第1纤维层6a的构成纤维的粗细相同或比其小为条件,利用细度表示优选为0.8dtex以上,更优选为1.0dtex以上,且优选为2.0dtex以下,更优选为3.0dtex以下。同样地,构成第1纤维层6a的纤维的粗细以细度计优选为1.5dtex以上,更优选为2.0dtex以上,且优选为10.0dtex以下,更优选为5.0dtex以下。在第1纤维层6a及第2纤维层6b包含两种以上的具有不同纤维粗细的纤维的情况下,各纤维层6a、6b的构成纤维的粗细设为将纤维粗细最小的纤维彼此进行比较。
42.从使背面片材蓬松以提高隔热效果,进一步提高温热器具的保温性的观点考虑,背面片材6优选包含卷曲的纤维作为其构成纤维。如图5所示,在背面片材6具有层叠结构的情况下,优选第1纤维层6a及第2纤维层6b的至少一者包含卷曲纤维,更优选第1纤维层6a及第2纤维层6b两者包含卷曲纤维。
43.背面片材中所包含的卷曲纤维可以使用二维或三维地卷曲的纤维。作为卷曲纤维,例如可以列举通过将以收缩率不同的两种热塑性树脂作为成分的同心芯鞘型或偏心芯鞘型复合纤维、或者并列型复合纤维等潜在卷曲纤维加热,从而显现螺旋状的卷曲的纤维等。作为热塑性树脂,可以列举聚乙烯(pe)、聚丙烯(pp)、聚对苯二甲酸乙二酯(pet)及聚对
苯二甲酸丁二酯(pbt)等聚酯、聚酰胺或这些的组合等。作为其他例子,可以列举日本特开平9
‑
296325号公报等中记载的热塑性树脂。作为收缩率不同的2种热塑性树脂,可以列举芯鞘纤维中的芯的部分使用熔点较高的树脂,芯鞘纤维中的鞘的部分使用熔点比芯低的树脂的纤维,具体而言,作为芯/鞘,可以列举聚丙烯/乙烯
‑
丙烯共聚物、聚对苯二甲酸乙二酯/聚乙烯、聚对苯二甲酸乙二酯/聚丙烯等组合。
44.纤维的卷曲程度例如可以作为jis l 0208中规定的卷曲率及卷曲数来评价。卷曲率以拉伸纤维时的长度w1与原本的纤维的长度w2的差相对于拉伸纤维时的长度w1的百分率来定义,根据“100
×
(w1-w2)/w1(%)”的式子而算出。原本的纤维的长度w2是指纤维自然状态下以直线将纤维的两端部连结的长度。自然状态是指将纤维的一个端部固定于水平的板,利用纤维的自重向下方垂下的状态。拉伸纤维时的长度w1是指拉伸至无纤维的卷曲时的最小载荷时的长度。
45.构成背面片材6的卷曲纤维的卷曲率优选为5%以上,更优选为10%以上,进一步优选为30%以上,且优选为80%以下,更优选为70%以下,进一步优选为60%以下。另外,卷曲数每1cm优选为1个以上,更优选为2个以上,且优选为10个以下,更优选为8个以下。为了设为这样的卷曲率及卷曲数,例如可以通过适当调整纤维的制造工序中实施的卷曲处理、潜在卷曲纤维的材质、加热处理的温度等来进行。作为具有满足卷曲率及卷曲数的卷曲纤维的背面片材6,例如可以使用将具有上述芯鞘结构的潜在卷曲纤维提供于热风法而制得的无纺布。在将背面片材6设为片材的层叠体,且各片材中包含卷曲纤维的情况下,上述卷曲率及卷曲数设为各片材分别独立满足。
46.背面片材6的构成纤维可以其一部分为卷曲纤维,也可以构成纤维全部为卷曲纤维。从提高保温性的观点考虑,背面片材6中所包含的卷曲纤维的比率优选为20%以上,更优选为30%以上,且优选为100%以下,更优选为80%以下。关于卷曲纤维的比率,例如自测定对象的片材随机取出10根纤维,将同时满足上述卷曲率及卷曲数的纤维设为卷曲纤维,将不满足卷曲率或卷曲数的任一者的纤维设为未卷曲的纤维时,可以作为卷曲纤维的根数的比率以根数基准算出。
47.从使背面片材6内的空隙增加提高隔热效果,进一步提高温热器具的保温性的观点考虑,背面片材6优选除了实心的纤维以外或代替其包含中空的纤维作为其构成纤维。如图5所示,在背面片材6具有层叠结构的情况下,优选第1纤维层6a及第2纤维层6b的至少一者中包含中空纤维,更优选至少第1纤维层6a中包含中空纤维。
48.中空纤维是在纤维的内部具有由单孔或多孔构成的空洞的丝状体。从提高温热器具的保温性的观点考虑,中空纤维的作为空洞部分的面积相对于中空纤维的横截面(纤维的与长度方向正交的截面)整体的面积的百分率的中空率优选为10%以上,更优选为15%以上,且优选为50%以下,更优选为40%以下。这样的中空纤维例如可以通过一边将成为中空纤维的原料的热塑性树脂的熔融物或熔解物自喷嘴呈筒状喷出,一边使喷出的筒状的熔融物或熔解物的一端融合来进行制造。中空纤维的横截面的形状并无特别限制,例如可以列举正圆形或后述的非正圆形等。中空纤维的横截面的形状可以通过纤维的制造时使用的喷嘴的大小或形状而适当变更。中空纤维也可以通过使用上述潜在卷曲纤维所使用的原料而制成中空且卷曲的纤维。中空且卷曲的纤维例如可以通过对具有上述同心或偏心的芯鞘结构且在芯部分形成有在纤维的长度方向延伸的空洞的潜在卷曲纤维实施加热处理而得
到。
49.背面片材6的构成纤维可以为将中空纤维与实心纤维混合的纤维,也可以为构成纤维的全部为实心纤维或中空纤维的任一者。从提高保温性的观点考虑,背面片材6中所含的中空纤维的比率优选为30%以上,更优选为40%以上,且优选为100%以下,更优选为80%以下。关于背面片材6中所包含的中空纤维的比率,例如可以自测定对象的片材随机取出10根纤维,利用扫描型电子显微镜观察上述纤维的横截面(与纤维的长度方向正交的截面)时,作为纤维内部具有相对于横截面的总面积为10%以上的空洞的纤维的根数的比率以根数基准算出。
50.从使保温性及印刷性更优异的观点考虑,背面片材6优选除了纤维的横截面的形状为正圆形的纤维以外或代替其包含纤维的横截面的形状为非正圆形的异形纤维作为其构成纤维。如图5所示,在背面片材6具有层叠结构的情况下,更优选第1纤维层6a及第2纤维层6b的至少一者中包含异形纤维,进一步优选至少构成温热器具1的外表面的片材包含异形纤维。另外,更优选第2纤维层6b中至少包含异形纤维。
51.作为异形纤维的横截面形状,例如可以列举三角形、四边形、五边形及六边形等凸多边形或正多边形、星形多边形、椭圆形、多叶形、w字形、x字形等,只要发挥本发明的效果,则并无特别限定。
52.从使温热器具的外观良好的观点考虑,优选在背面片材6中的作为远离使用者的肌肤一侧的面的印刷面6s实施有印刷。实施印刷是指使油墨附着于背面片材6的印刷面6s的一部分或全部,将背面片材6着色为与该片材的底色相同或不同的颜色,从而可以视觉辨认文字、记号、图形、图案、花纹、轮廓、图像、或这些的组合等。如上所述,本发明的温热器具由于具备具有特定空隙量的背面片材,因此,可以清晰地印刷所期望的文字或花纹等,其结果,温热器具的外观变得良好。作为对背面片材的印刷方法,只要是可以将油墨附着于片材的方法,则并无特别限制,例如可以列举喷墨印刷、旋转印刷、柔版印刷、丝网印刷、凹版印刷等。油墨的涂布量以基于油墨的干燥质量的基重计可以设为0.5g/m2以上1.5g/m2以下左右。
53.温热器具1中的挂耳部4的形态只要是可以将主体部2固定于使用者的双眼的形态,则并不限定于图1及图2所示的片状的构件。例如,也可以如图6所示,采用由绳状的构件构成的挂耳部4,或者采用由丝状或带状的构件构成的挂耳部4。从提高温热器具的贴合感的观点考虑,优选使用橡胶等弹性体,制成可以伸缩的挂耳部4。
54.上述温热器具1中的发热体3的形态是设为2个发热体3隔开地保持的形态而进行了说明,但只要可以对使用者的双眼及这些的周围赋予温感,则温热器具的形态并无特别限定。例如,也可以具有可以覆盖使用者的双眼及其周围的形状及大小的1个发热体保持在表面片材5与背面片材6之间,也可以3个以上的发热体保持在表面片材5与背面片材6之间。
55.另外,图2及图3所示的发热体3仅其一部分固定在温热器具1的横向x的中央区域,但并不限于该实施方式。例如,可以将发热体3与背面片材6利用粘合剂在所述中央区域及所述中央区域以外的区域连续地或间断地接合,也可以在背面片材6中的要配置发热体3的位置的整个面涂布粘合剂来接合。
56.以上,对本发明基于其优选实施方式进行了说明,但本发明并不限制于上述实施方式。例如,背面片材6中可以包含的中空纤维及卷曲纤维可以分别独立地包含这些纤维,
或者也可以包含多根中空且卷曲的一根纤维。在设为中空且卷曲的纤维的情况下,该纤维优选包含于第1纤维层6a及第2纤维层6b的至少一者,更优选包含于第1纤维层6a及第2纤维层6b两者。这些背面片材6的各形态中也可以进一步包含实心的纤维。关于中空且卷曲的纤维,适当应用上述中空纤维及卷曲纤维的说明。在任一情况下均充分发挥本发明的效果。
57.关于上述本发明的实施方式,进一步公开以下的温热器具。
58.<1>
59.一种温热器具,其中,所述温热器具具备:主体部,其具有使用时覆盖使用者的双眼的形状;发热体,其设置于该主体部;及一对挂耳部,其安装于该主体部且可以维持该主体部对使用者的双眼的覆盖状态,
60.所述主体部具备:表面片材,其位于靠近使用者的肌肤一侧;及背面片材,其位于远离使用者的肌肤一侧,
61.所述发热体保持在所述表面片材与所述背面片材之间,
62.所述背面片材的每单位面积的空隙量为1000cm3/m2以上6000cm3/m2以下。
63.<2>
64.如上述<1>所述的温热器具,其中,所述温热器具具备相当于长度方向的横向以及与该横向正交的纵向,
65.在所述表面片材与所述背面片材之间,在横向相互隔开地保持有多个所述发热体。
66.<3>
67.如上述<1>或<2>所述的温热器具,其中,所述表面片材及所述背面片材均具有透气性。
68.<4>
69.如上述<1>至<3>中任一项所述的温热器具,其中,所述发热体包含易氧化性金属、反应促进剂、电解质及水。
70.<5>
71.如上述<4>所述的温热器具,其中,所述发热体是由进一步包含纤维状物的纤维片材构成的发热片材。
72.<6>
73.如上述<4>所述的温热器具,其中,所述发热体由进一步包含保水剂的发热组合物构成。
74.<7>
75.如上述<1>至<6>中任一项所述的温热器具,其中,所述温热器具具备相当于长度方向的横向以及与该横向正交的纵向,
76.所述背面片材与所述发热体经由粘合固定部而固定,且所述粘合固定部设置于所述温热器具的横向中央区域。
77.<8>
78.如上述<1>至<7>中任一项所述的温热器具,其中,所述温热器具具备相当于长度方向的横向以及与该横向正交的纵向,
79.所述挂耳部在横向的两外端区域,接合于所述表面片材的外表面,形成有所述主
体部与所述挂耳部接合而成的接合区域。
80.<9>
81.如上述<8>所述的温热器具,其中,所述接合区域是所述主体部与所述挂耳部连续地或间断地接合而形成的。
82.<10>
83.如上述<1>至<9>中任一项所述的温热器具,其中,所述背面片材的每单位面积的空隙量优选为1000cm3/m2以上,更优选为1500cm3/m2以上,进一步优选为2000cm3/m2以上,进一步优选为2500cm3/m2以上,且优选为6000cm3/m2以下,更优选为5000cm3/m2以下,进一步优选为4000cm3/m2以下,进一步优选为3000cm3/m2以下。
84.<11>
85.如上述<1>至<10>中任一项所述的温热器具,其中,所述背面片材是实施了热风处理、热粘合处理及针刺处理中的至少一种处理的无纺布。
86.<12>
87.如上述<1>至<11>中任一项所述的温热器具,其中,所述背面片材为实施了热风处理及热粘合处理的无纺布。
88.<13>
89.如上述<1>至<12>中任一项所述的温热器具,其中,所述表面片材为无纺布,
90.所述表面片材的基重优选为10g/m2以上,更优选为20g/m2以上,且优选为200g/m2以下,更优选为130g/m2以下。
91.<14>
92.如上述<1>至<13>中任一项所述的温热器具,其中,所述背面片材为无纺布,
93.所述背面片材的基重优选为15g/m2以上,更优选为30g/m2以上,且优选为105g/m2以下,更优选为75g/m2以下。
94.<15>
95.如上述<1>至<14>中任一项所述的温热器具,其中,所述背面片材具备:第1纤维层,其位于靠近使用者的肌肤一侧;及第2纤维层,其位于远离使用者的肌肤一侧,
96.第2纤维层的构成纤维的纤维粗细小于第1纤维层的构成纤维的粗细。
97.<16>
98.如上述<15>所述的温热器具,其中,所述背面片材为由具有第1纤维层与第2纤维层的片材构成的单一结构。
99.<17>
100.如上述<15>所述的温热器具,其中,所述背面片材为将构成第1纤维层的片材与构成第2纤维层的片材重叠而成的复合结构。
101.<18>
102.如上述<17>所述的温热器具,其中,构成第1纤维层的片材的基重优选为10g/m2以上,更优选为20g/m2以上,且优选为70g/m2以下,更优选为50g/m2以下。
103.<19>
104.如上述<17>或<18>所述的温热器具,其中,构成第2纤维层的片材的基重优选为5g/m2以上,更优选为10g/m2以上,且优选为35g/m2以下,更优选为25g/m2以下。
105.<20>
106.如上述<15>至<19>中任一项所述的温热器具,其中,构成第1纤维层的纤维的细度优选为1.5dtex以上,更优选为2.0dtex以上,且优选为10.0dtex以下,更优选为5.0dtex以下。
107.<21>
108.如上述<15>至<20>中任一项所述的温热器具,其中,第2纤维层的构成纤维的细度优选为0.8dtex以上,更优选为1.0dtex以上,且优选为2.0dtex以下,更优选为3.0dtex以下。
109.<22>
110.如上述<1>至<21>中任一项所述的温热器具,其中,所述背面片材包含卷曲纤维。
111.<23>
112.如上述<15>至<21>中任一项所述的温热器具,其中,第1纤维层及第2纤维层的至少一者中包含卷曲纤维。
113.<24>
114.如上述<15>至<21>中任一项所述的温热器具,其中,第1纤维层及第2纤维层两者中包含卷曲纤维。
115.<25>
116.如上述<22>至<24>中任一项所述的温热器具,其中,所述卷曲纤维包含同心芯鞘型或偏心芯鞘型的复合纤维,
117.所述复合纤维中的芯/鞘的组合为聚丙烯/乙烯
‑
丙烯共聚物、聚对苯二甲酸乙二酯/聚乙烯、或聚对苯二甲酸乙二酯/聚丙烯。
118.<26>
119.如上述<22>至<25>中任一项所述的温热器具,其中,所述卷曲纤维的卷曲率优选为5%以上,更优选为10%以上,进一步优选为30%以上,且优选为80%以下,更优选为70%以下,进一步优选为60%以下。
120.<27>
121.如上述<22>至<26>中任一项所述的温热器具,其中,所述卷曲纤维的卷曲数每1cm优选为1个以上,更优选为2个以上,且优选为10个以下,更优选为8个以下。
122.<28>
123.如上述<22>至<27>中任一项所述的温热器具,其中,所述背面片材中所包含的卷曲纤维的比率以根数基准计优选为20%以上,更优选为30%以上,且优选为100%以下,更优选为80%以下。
124.<29>
125.如上述<1>至<28>中任一项所述的温热器具,其中,所述背面片材包含中空纤维。
126.<30>
127.如上述<15>至<21>、<23>至<28>中任一项所述的温热器具,其中,至少第2纤维层中包含中空纤维。
128.<31>
129.如上述<29>或<30>所述的温热器具,其中,所述中空纤维的中空率优选为10%以上,更优选为15%以上,且优选为50%以下,更优选为40%以下。
130.<32>
131.如上述<29>至<31>中任一项所述的温热器具,其中,所述背面片材中所包含的中空纤维的比率以根数基准计优选为30%以上,更优选为40%以上,且优选为100%以下,更优选为80%以下。
132.<33>
133.如上述<1>至<32>中任一项所述的温热器具,其中,所述背面片材包含纤维的横截面的形状为非正圆形的异形纤维。
134.<34>
135.如上述<15>至<21>、<23>至<28>、<30>至<32>中任一项所述的温热器具,其中,至少第2纤维层中包含纤维的横截面的形状为非正圆形的异形纤维。
136.<35>
137.如上述<1>至<34>中任一项所述的温热器具,其中,所述背面片材包含中空且卷曲的纤维及实心的纤维。
138.<36>
139.如上述<15>至<21>、<23>至<28>、<30>至<32>、<34>中任一项所述的温热器具,其中,第1纤维层及第2纤维层的至少一者中包含中空且卷曲的纤维及实心的纤维。
140.<37>
141.如上述<15>至<21>、<23>至<28>、<30>至<32>、<34>中任一项所述的温热器具,其中,第1纤维层及第2纤维层两者中包含中空且卷曲的纤维及实心的纤维。
142.<38>
143.如上述<15>至<21>、<23>至<28>、<30>至<32>、<34>、<36>中任一项所述的温热器具,其中,第1纤维层中包含中空且卷曲的纤维及实心的纤维。
144.<39>
145.如上述<1>至<38>中任一项所述的温热器具,其中,在所述背面片材中的远离使用者的肌肤一侧的面实施有印刷。
146.<40>
147.如上述<1>至<39>中任一项所述的温热器具,其中,所述挂耳部由片材构成,且用于供耳朵通过的插通部形成于该片材。
148.<41>
149.如上述<1>至<39>中任一项所述的温热器具,其中,所述挂耳部由绳状、丝状或带状的构件构成。
150.<42>
151.如上述<41>所述的温热器具,其中,所述构件为弹性体。
152.实施例
153.以下,利用实施例对本发明更详细地进行说明。然而,本发明的范围并不限制于该
实施例。
154.〔实施例1〕
155.作为表面片材5,以单层使用如下的针刺无纺布:包含以聚丙烯为原料且细度为1.0dtex的实心的纤维及以聚丙烯和乙烯
‑
丙烯共聚物为原料且细度为2.2dtex的粘合纤维,且基重为80g/m2。
156.作为背面片材6,使用以下的片材。即,将第1原料集合体(基重20g/m2)和第2原料集合体(基重10g/m2)混合,该第1原料集合体仅包含以聚对苯二甲酸乙二酯(以下,也称为聚酯)为芯且以聚乙烯为鞘的偏心且中空的潜在卷曲芯鞘纤维(细度2.8dtex,中空率15%),该第2原料集合体仅包含以聚酯为芯且以聚乙烯为鞘的实心的芯鞘纤维(细度2.8dtex),对于这些原料集合体吹送140℃的空气流10秒进行热风处理,制造包含卷曲纤维的一片纤维集合体。其后,使用表面温度为124℃的热辊,以0.3mpa按压上述纤维集合体,进行热粘合处理,制成由一片片材构成的背面片材6。该背面片材6为如下的单一结构的片材:源自第1原料集合体的中空且卷曲的纤维与源自第2原料集合体的实心的纤维混合存在,且各集合体间无法剥离。背面片材6的基重为30g/m2,卷曲纤维及中空纤维的比率为50%,空隙量为1635cm3/m2。
157.发热体3按照日本特开2003
‑
102761号公报中记载的材料及方法来制作,制成包含易氧化性金属、保水材料、纤维状物、电解质及水的发热片材。以第2纤维层6b配置于远离使用者的肌肤的面的方式配置背面片材6,在该状态下在表面片材5与背面片材6之间保持片状的发热体3,制造图1所示的温热器具。
158.〔实施例2〕
159.除了使用以下的片材作为背面片材6以外,与实施例1同样地制造温热器具。
160.作为背面片材6,将第1原料纤维集合体(基重20g/m2)与第2原料纤维集合体(基重10g/m2)重叠而制成原料层叠体,该第1原料纤维集合体包含以聚酯为芯、以聚乙烯为鞘的偏心且中空的潜在卷曲芯鞘纤维(细度2.8dtex,中空率15%)以及以聚酯为芯、以聚乙烯为鞘的实心的芯鞘纤维(细度2.8dtex)这两种纤维,该第2原料纤维集合体仅包含以聚酯为芯、以聚乙烯为鞘的实心的芯鞘纤维(细度1.7dtex),对于该原料层叠体,在与实施例1同样的条件下进行热风处理,制造包含卷曲纤维且由多个纤维层构成的层叠体。其后,在与实施例1同样的条件下,对上述层叠体的存在第2原料片材一侧的面进行热粘合处理,制成由多个纤维层构成且各层间无法剥离的单一结构的背面片材6。详细而言,该背面片材6为由具有第1纤维层6a与第2纤维层6b这两个纤维层的一片片材构成的单一结构的片材,该第1纤维层6a具有中空且卷曲的纤维与实心的纤维两者,该第2纤维层6b仅具有实心的纤维。本实施例的背面片材6的基重为30g/m2,空隙量为1695cm3/m2。
161.〔实施例3〕
162.除了使用以下的片材作为背面片材6以外,与实施例1同样地制造温热器具。
163.作为背面片材6,将第1原料纤维集合体(基重30g/m2)与第2原料纤维集合体(基重15g/m2)重叠制成原料层叠体,该第1原料纤维集合体包含以聚酯为芯、以聚乙烯为鞘的偏心且中空的潜在卷曲芯鞘纤维(细度2.8dtex,中空率15%)以及以聚酯为芯、以聚乙烯为鞘的实心的芯鞘纤维(细度2.8dtex)这两种纤维,该第2原料纤维集合体仅包含以聚酯为芯、以聚乙烯为鞘的实心的芯鞘纤维(细度1.7dtex),对于该原料层叠体,在与实施例1同样的
条件下进行热风处理,制造包含卷曲纤维且由多个纤维层构成的层叠体。其后,在与实施例1同样的条件下,对上述层叠体的存在第2原料纤维集合体一侧的面进行热粘合处理,制成由多个纤维层构成且各层间无法剥离的单一结构的背面片材6。该背面片材6为由具有第1纤维层6a与第2纤维层6b这两个纤维层的一片片材构成的单一结构的片材,该第1纤维层6a具有中空且卷曲的纤维与实心的纤维两者,该第2纤维层6b具有实心的纤维。本实施例的背面片材6的基重为45g/m2,空隙量为2533cm3/m2。
164.〔实施例4〕
165.除了使用以下的片材作为背面片材6以外,与实施例1同样地制造温热器具。
166.作为背面片材6,将第1原料纤维集合体(基重30g/m2)与第2原料纤维集合体(基重15g/m2)重叠制成原料层叠体,该第1原料纤维集合体包含以聚酯为芯、以聚乙烯为鞘的偏心且中空的潜在卷曲芯鞘纤维(细度2.8dtex,中空率15%)以及以聚酯为芯、以聚乙烯为鞘的实心的芯鞘纤维(细度2.8dtex)这两种纤维,该第2原料纤维集合体仅包含以聚酯为芯、以聚乙烯为鞘的实心的芯鞘纤维(细度1.7dtex),对于该原料层叠体,在与实施例1同样的条件下进行热风处理,制造包含卷曲纤维且由多个纤维层构成的层叠体。其后,在与实施例1同样的条件下,对上述层叠体的存在第2原料纤维集合体一侧的面进行热粘合处理,制造由各层间无法剥离的单一结构的片材构成的纤维集合体a(基重45g/m2)。
167.另外,将第1原料集合体(基重20g/m2)与第2原料集合体(基重10g/m2)混合,该第1原料集合体仅包含以聚酯为芯、以聚乙烯为鞘的偏心且中空的潜在卷曲芯鞘纤维(细度2.8dtex,中空率15%),该第2原料集合体仅包含以聚酯为芯、以聚乙烯为鞘的实心的芯鞘纤维(细度2.8dtex),对于这些的基重为30g/m2的原料集合体,吹送140℃的空气流10秒来进行热风处理,制造包含卷曲纤维且由各层间无法剥离的单一结构的片材构成的纤维集合体b。
168.将所得到的纤维集合体a及纤维集合体b利用热熔胶贴合,制成由多片片材构成的基重为75g/m2且各层间无法剥离的单一结构的背面片材6。该背面片材6为如下的单一结构的片材:无法剥离地具有两层结构的第1纤维层6a与两层结构的第2纤维层6b这两层纤维层,该第1纤维层6a具有包含中空且卷曲的纤维与实心的纤维两者的纤维集合体b,该第2纤维层6b具有包含中空且卷曲的纤维与实心的纤维两者的纤维集合体a,且纤维集合体a中的第2原料片材形成印刷面。空隙量为5113cm3/m2。
169.〔比较例1〕
170.作为背面片材6,单独使用由细度为1.7dtex的聚酯纤维构成的水刺无纺布(基重40g/m2),且不对该无纺布进行热风处理及热粘合处理,除此以外,与实施例1同样地制造温热器具。背面片材6的空隙量为501cm3/m2。
171.〔保温性的评价〕
172.背面片材的保温性的评价利用以下的方法进行。作为测定样品,在具有温度传感器及热通量计的测定装置(intercross公司制造,peltier210)上,将尺寸为4cm
×
3cm的实施例或比较例中使用的背面片材以背面片材中的配置于靠近使用者的肌肤一侧的面进行面接触的方式配置,在背面片材的配置于远离使用者的肌肤一侧的面上配置与该片材相同尺寸的非透气片材(纸与树脂的层压体),将这些片材固定于测定装置。接着,在20℃、50%rh环境下,按照以下所示的温度分布(1)~(3)的顺序赋予热,经时地测定热通量(w/m2)的
变化。另外,仅在测定装置固定非透气片材作为对照样品的情况下的热通量(w/m2)的变化也同样地测定。这些测定进行2次,将各自的平均值设为平均热通量。保温性的评价是将测定样品的温度分布(3)下的平均热通量与对象样品的温度分布(3)下的平均热通量的差作为保温效果指数(w/m2)来表示。保温效果指数越高,则意味着保温性越高。将结果示于以下的表1。
173.<温度分布>
174.(1)测定前:在30℃下恒定5分钟
175.(2)测定开始(0秒)~100秒:自30℃固定升温至50℃
176.(3)100秒~280秒:在50℃下恒定
177.〔皮肤温度的评价〕
178.让人佩戴实施例及比较例的温热器具,在与表面片材5相接的部位的皮肤安装温度传感器(gram corporation制造,型号:lt
‑
8系列lt
‑
st08
‑
12),经时地测定皮肤温度(℃)的变化。测定环境均设为15℃、50%rh,测定时间设为30分钟。测定表面片材5侧的最高到达温度(℃)及38℃持续时间(分钟)。最高到达温度的测定进行2次,设为其平均值。本评价中,到达温度越高且持续时间越长意味着保温性越高。将结果示于以下的表1。
179.〔印刷性的评价〕
180.对实施例及比较例中使用的背面片材6的印刷面,通过柔版印刷使用油性柔版油墨,实施由文字构成的印刷。实施例1至4中对第2纤维层6b的外侧实施印刷。油墨的涂布量以干燥质量计为1g/m2,通过印刷的压缩度为45%。将这些的印刷性利用以下的基准进行评价。将结果示于以下的表1。
181.<评价基准>
182.a:印刷的文字的轮廓清晰,且可以容易地辨识文字。
183.b:印刷的文字的轮廓稍微模糊,但可以辨识文字。
184.c:印刷的文字飞白或文字的轮廓模糊,无法辨识文字。
185.〔使用感的评价〕
186.让5名专业评价人员佩戴实施例及比较例的温热器具,利用以下的基准评价温热器具的使用感。算出各评价人员的评价分数的算术平均值来评价使用感。如果评价分数的算术平均分数为2分以上,则表示温热器具的使用感良好。将结果示于以下的表1。
187.<使用感的评价基准>
188.3点:佩戴时感觉不到重量,使用感非常良好。
189.2点:佩戴时有时感觉到重量,但使用感良好。
190.1点:佩戴时强烈感觉到重量,不舒适。
191.[表1]
[0192][0193]
如表1所示,可知使用了具有特定空隙量的背面片材的各实施例的温热器具与比较例的温热器具相比,保温性较高,可以长时间对使用者赋予合适温度的温热。另外,也可知实施例及比较例的温热器具的印刷性较高,使用感也良好。因此,可知本发明的温热器具其保温性及印刷性兼顾且优异,除此以外,使用感也良好。
[0194]
产业上的可利用性
[0195]
根据本发明,提供一种保温性及印刷性兼顾且优异的温热器具。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1