钉棒系统表面处理方法及钉棒系统与流程
1.本申请涉及医疗器械技术领域,具体而言,涉及一种钉棒系统表面处理方法及钉棒系统。
背景技术:
2.椎弓根钉内固定术的作用就是固定椎体。当椎体发生骨折的时候,需要作切开复位内固定,利用带有椎弓根钉的钉棒系统固定住椎体,骨折部位就可以逐渐愈合,进而实现康复。
3.现有技术中钉棒系统的表面除了打磨光滑外没有其他的处理工艺,这导致钉棒系统在椎弓根钉内固定术中的抗炎效果不佳。
技术实现要素:
4.本申请实施例的目的在于提供一种钉棒系统表面处理方法,其能够有效降低组织创面炎性反应,提高治愈效果。
5.第一方面,本申请实施例提供一种钉棒系统表面处理方法,所述钉棒系统包括两根弯圆棒、可调横联器和多根椎弓根钉;每根所述弯圆棒上设置至少两根椎弓根钉;所述可调横联器连接两根所述弯圆棒;每个所述椎弓根钉包括钉座和螺钉,所述钉座和螺钉通过螺塞和嵌置在所述钉座内的垫片固定在所述弯圆棒上;
6.所述表面处理方法如下步骤:
7.a、喷丸处理:采用120-220目的丸粒对所述弯圆棒、所述螺塞和所述钉座进行喷丸处理,压缩空气压力为2-6bar,直至所述弯圆棒、所述螺塞和所述钉座的表面粗糙度ra<0.8μm;
8.b、喷砂处理:采用30-80目的丸粒对所述垫片进行喷砂处理,压缩空气压力为2-6bar,直至所述垫片的表面粗糙度ra<3.0μm;
9.c、抛丸处理:采用30-120目的丸粒对所述螺钉进行抛丸处理,抛丸处理时间为10-40min,直至所述螺钉的表面粗糙度ra<0.8μm。
10.在上述实现过程中,对钉棒系统中的弯圆棒、螺塞、钉座、垫片和螺钉采用喷丸、喷砂或抛丸等技术对表面进行适当糙化处理,从而能够改善上述各部件的机械性能,有效提高各部件的抗疲劳特性。通过上述糙化处理工艺,使钉棒系统中各部件的表面形成微观改良结构,从而能够有效降低组织创面炎性反应,提高治愈效果。
11.在一种可能的实施方案中,所述可调横联器包括两个主体、顶丝和连接棒;每个所述主体卡设在一根所述弯圆棒上的两侧椎弓根钉的中间位置,连接棒的一端穿设在其中一个主体上,另一端穿设在另一个主体上,连接棒的两个端部通过顶丝固定在与其对应的主体上;
12.在步骤c中,还包括:采用30~120目的丸粒对所述连接棒进行抛丸处理,抛丸处理时间为10-40min,直至所述连接棒的表面粗糙度ra<0.8μm;
13.以及在完成c步骤前,还包括步骤:
14.d、上色处理:利用阳极氧化法使所述弯圆棒、主体、顶丝、连接棒、椎弓根钉和所述螺塞分别进行着色。
15.在一种可能的实施方案中,对所述弯圆棒、主体、顶丝、螺塞和钉座使用阳极氧化法进行着色包括:氧化电压为0-110v,氧化时间为30-50s;
16.对所述螺钉和所述连接棒使用阳极氧化法进行着色包括黑灰色阳极氧化,氧化电压为0-250v,氧化时间为5-10min;
17.在一种可能的实施方案中,所述阳极氧化法采用酸性介质进行氧化着色。
18.在一种可能的实施方案中,在步骤a中,所述丸粒为玻璃丸,玻璃丸的粒径为50-150μm。
19.在一种可能的实施方案中,在所述步骤b中,所述喷砂物为30-80目的金刚砂,金刚砂的粒径为150-650μm。
20.在一种可能的实施方案中,在步骤c中,所述丸粒为陶瓷丸,所述陶瓷丸的直径为100-600μm。
21.根据本申请的另一方面,还提供了一种钉棒系统,包括两根弯圆棒、可调横联器和多根椎弓根钉;每根所述弯圆棒上设置至少两根椎弓根钉;所述可调横联器连接两根所述弯圆棒;每个所述椎弓根钉包括钉座和螺钉,所述钉座和螺钉通过螺塞和嵌置在所述钉座内的垫片固定在所述弯圆棒上;所述弯圆棒、所述螺塞、所述钉座、所述垫片和所述螺钉的表面为经如上所述的任一表面处理方法处理过的表面。
22.在一种可能的实施方案中,所述可调横联器包括两个主体、顶丝和连接棒;
23.每个所述主体卡设在一根所述弯圆棒上的两侧椎弓根钉的中间位置,连接棒的一端穿设在其中一个主体上,另一端穿设在另一个主体上,连接棒的两个端部通过顶丝固定在与其对应的主体上。
24.在一种可能的实施方案中,一根所述弯圆棒上的螺钉相对于其对应的钉座固定;另一根所述弯圆棒上的螺钉相对于其对应的钉座能够转动。
附图说明
25.为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
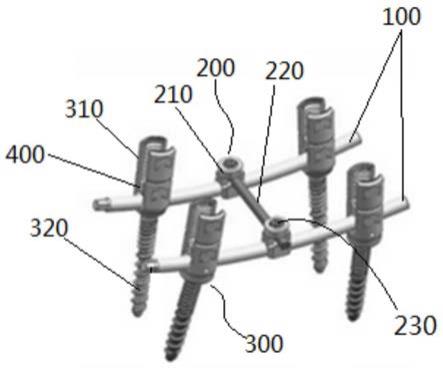
26.图1为本申请实施例示出的钉棒系统的结构示意图。
27.图标:100-弯圆棒;200-可调横联器;210-主体;220-连接棒;230-顶丝;300-椎弓根钉;310-钉座;320-螺钉;400-螺塞。
具体实施方式
28.为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本申请实施
例的组件可以以各种不同的配置来布置和设计。
29.因此,以下对在附图中提供的本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
30.根据本申请的第一个方面,提供了一种钉棒系统表面处理方法。图1为本申请实施例示出的一种钉棒系统的结构示意图。参见图1,钉棒系统包括两根弯圆棒、可调横联器和多根椎弓根钉。每根弯圆棒上设置至少两根椎弓根钉。可调横联器连接两根弯圆棒。每个椎弓根钉包括钉座和螺钉,钉座和螺钉通过螺塞和嵌置在钉座内的垫片固定在弯圆棒上。
31.对于上述结构的钉棒系统的表面处理方法包括如下步骤:
32.a、喷丸处理:采用120-220目的丸粒对弯圆棒、螺塞和钉座进行喷丸处理,压缩空气压力为2-6bar,直至弯圆棒、螺塞和钉座的表面粗糙度ra<0.8μm。
33.在该步骤中,丸粒的目数可选择地设置为120目、130目、140目、150目、160目、170目或180目、190目、200目、210目或220目。压缩空气的压力可选择地设置为2bar、2.5bar、3bar、3.5bar、4bar、4.5bar、5bar、5.5bar或6bar。
34.在该步骤中,喷丸所使用的丸粒为玻璃丸,玻璃丸的粒径为50-150μm。
35.b、喷砂处理:采用30-80目的喷砂物对垫片进行喷砂处理,压缩空气压力为2-6bar,直至垫片的表面粗糙度ra<3.0μm。在一种可能的实施方式中,垫片的表面粗糙度在1.8μm~3.0μm范围内。
36.在该步骤中,喷砂物的目数可选择地设置为30目、40目、50目或60目。压缩空气的压力可选择地设置为2bar、2.5bar、3bar、3.5bar或4bar、4.5bar、6bar。
37.在该步骤中,喷砂所使用的丸粒为30~80目的金刚砂,金刚砂的粒径为150-650μm。
38.c、抛丸处理:采用30-120目的丸粒对所述螺钉进行抛丸处理,抛丸处理时间为10-40min,直至螺钉的表面粗糙度ra<0.8μm。
39.在该步骤中,丸粒的目数可选择地设置为30目、40目、50目或60目。抛丸处理时间可选择地设置为10min、15min、20min、25min、30min、35min或40min。
40.在该步骤中,丸粒为陶瓷丸,陶瓷丸的粒径为100~600μm。
41.在上述实现过程中,对钉棒系统中的弯圆棒、螺塞、钉座、垫片和螺钉采用喷丸、喷砂或抛丸等技术对表面进行适当糙化处理,从而能够改善上述各部件的机械性能,有效提高各部件的抗疲劳特性。通过上述糙化处理工艺,使钉棒系统中各部件的表面形成微观改良结构,该微观改良结构的表面特征结构的改变可以促进早期肉芽形成,并通过促进局部干细胞和骨祖细胞分化为成骨细胞,从而能够有效降低组织创面炎性反应,促进炎症期后骨愈合的进展,提高治愈效果。
42.在一种可能的实现方式中,参见图1,可调横联器200包括两个主体210、顶丝230和连接棒220。每个主体卡设在一根弯圆棒100上的两侧椎弓根钉的中间位置,连接棒的一端穿设在其中一个主体210上,另一端穿设在另一个主体210上,连接棒的两个端部通过顶丝230旋入主体210内而实现与主体210固定的固定。
43.在步骤c中,还包括采用30~120目的丸粒对连接棒进行抛丸处理,抛丸处理时间
为10-40min,直至连接棒的表面粗糙度ra<0.8μm。
44.在抛丸处理过程中,螺钉包括螺钉头和螺纹部分,其中,螺钉头为光滑表面,其表面粗糙度ra<0.8μm,螺纹的表面粗糙度ra<3.2μm。
45.在一种可能的实现方式中,本申请的表面处理方法还包括上色处理的步骤。在该步骤中,利用阳极氧化法使弯圆棒、主体、顶丝、连接棒、椎弓根钉和螺塞分别进行着色,且弯圆棒、主体、顶丝、钉座、螺钉和螺塞的颜色各不相同。
46.在上述实现过程中,使用阳极氧化工艺处理钉棒系统部分除垫片以外的部件表面,使其呈现色彩多样的外观,便于区分不同规格型号产品。在一种可能的实现方案中,弯圆棒的颜色为金黄色,钉座和部分螺钉的颜色为天蓝色,螺塞的颜色为金黄色,可调横联器中的主体颜色为天蓝色、顶丝颜色为金黄色,另一部分的螺钉的颜色为黑灰色。可调横联器中连接棒的颜色为黑灰色。
47.在一种可能的实施方案中,将弯圆棒、主体、顶丝、连接棒、螺塞和钉座分别放入不同的酸性介质中分别进行阳极氧化。在氧化过程中,氧化电压为0-110v,氧化时间为30-50s。
48.如,将弯圆棒进行金黄色着色,采用的酸性介质为乳酸,氧化电压为63v,氧化时间为40s。将螺塞进行天蓝色着色,采用的酸性介质为乳酸,氧化电压为29v,氧化时间为40s。
49.需要说明的是,上述酸性介质只是示例性的,凡是通过阳极氧化法使弯圆棒实现黄色着色的酸性介质均落入本申请的保护范围。与之类似地,本申请对于钉棒系统的各部件的颜色不做具体限定,可根据实际需要采用对应的酸性介质进行阳极氧化反应进行着色即可,只要能够将各个部件进行区分即可。
50.在一种可能的实施方案中,对螺钉的阳极氧化法进行着色包括采用酸性介质进行黑灰色阳极氧化反应。其中,氧化电压为0-250v,氧化时间为5-10min。
51.在该步骤中,采用的酸性介质为硫酸,氧化电压为可选择地设置为140v、160v、180v或200v。氧化时间可选择地设置为5min、6min、7min、8min、9min或10min。
52.在上述实现过程中,使用黑灰色阳极氧化工艺处理螺钉的外表面,可增强螺钉的耐磨性。
53.需要说明的是,对于弯圆棒、主体、顶丝、螺塞和钉座等的表面为彩色,其上色处理步骤在该些部件喷砂或喷丸处理之后进行,且在上色之后可不进行抛丸处理。而黑灰色部件(如螺钉的一部分及连接棒)的上色处理步骤在抛丸步骤之前。
54.根据本申请的另一方面,还提供了一种钉棒系统。参见图1,钉棒系统包括两根弯圆棒100、可调横联器200和多根椎弓根钉300。每根弯圆棒100上设置至少两根椎弓根钉300。可调横联器200连接两根弯圆棒100。每个椎弓根钉300包括钉座310和螺钉320,钉座310和螺钉320通过螺塞400和嵌置在钉座310内的垫片(由于遮挡未示出)固定在弯圆棒100上。其中,弯圆棒100、螺塞400、钉座310、垫片和螺钉320的表面为经如上述表面处理方法处理过的表面。
55.在一种可能的实现方式中,可调横联器200包括两个主体210、顶丝230和连接棒220。每个主体卡设在一根弯圆棒100上的两侧椎弓根钉的中间位置,连接棒的一端穿设在其中一个主体210上,另一端穿设在另一个主体210上,连接棒的两个端部通过顶丝230旋入主体210内而实现与主体210固定的固定。
56.在一种可能的实现方式中,一根弯圆棒100上的螺钉320相对于其对应的钉座310固定;另一根弯圆棒100上的螺钉320相对于其对应的钉座310能够转动。对于相对钉座310能够转动的螺钉320,其表面采用黑灰色阳极氧化法进行着色处理,其表面则具有耐磨黑灰色膜层。
57.以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1