一种人工关节髋臼杯及其制备方法与流程
1.本发明涉及医疗领域的骨科植入物,尤其涉及一种复合金属材料人工关节髋臼杯及其制备方法。
背景技术:
2.人工髋关节置换术是医治晚期髋关节疾病的最有效途径。髋关节全款置换假体一般由四个核心部件组成,如图1所示,包括:
3.髋臼杯01:内置于骨盆的半圆形金属假体,外接宿主股,内接聚乙烯或陶瓷摩擦衬垫02;
4.摩擦衬垫02:外接髋臼杯01,内接关节球头03;
5.球头03:约2/3的球状体,一般为金属或陶瓷材料,球头03的外表面与摩擦衬垫02组成髋关节的摩擦副,球头03的空心锥部与关节柄04的颈部对接;
6.关节柄04:置于股骨髓内腔的假体,一般为金属材料。
7.人工关节置换术的成功率取决于如下几个要素:
8.第一,假体与宿主股之间的固定及抗松动能力;
9.第二,摩擦副的活动度及抗脱位能力;
10.第三,摩擦衬垫02的抗磨损能力。
11.而关节的活动度是衡量人工关节功能性的最主要指标,球头03越大,关节的活动度越高,抗脱位能力也越强。
12.制约球头03大小的主要因素如下:
13.第一,病人躯体解剖后的结构,特别是女性及亚洲人种,骨骼的尺寸一般小于欧美人种;
14.第二,髋臼杯01的厚度(外、内径之差),髋臼杯01一般为钛或钛合金,必须具备一定的厚度以抗衡在植入骨盆过程中的变形,目前市场上流行的钛合金髋臼杯01的厚度不小于5mm;
15.第三,摩擦衬垫02的厚度(外、内径之差),在抗磨损要求的制约下,摩擦衬垫02的厚度不能低于5mm。因此,在保证抗变型能力的前提下,如何降低髋臼杯01的厚度是提高球头03大小的有效途径之一。
16.髋臼杯01在手术过程中的变型主要发生在臼杯01开口的直径部位,与该部位接触的宿主骨密度最高,刚度和强度最大。该部位的变形将严重影响摩擦衬垫02与臼杯01之间的固定及摩擦衬垫02本身的变形。因此,在保证臼杯01开口部位的抗变型能力的前提下,如何降低髋臼杯01开口部位的厚度是提高球头03大小的最有效途径。
17.早在20世纪80年代,比钛合金弹性模量高一倍以上的钴铬钼合金(cocrmo)就被广泛的应用于髋臼杯的制造,但是钴铬钼合金与宿主骨之间的生物相容性远低于钛合金,自上世纪90年代逐渐被钛合金取代。尤其是进入本世纪,以多孔钛金属为主的仿生骨小梁技术得到普遍的应用,钛基合金的优势进一步得到骨科医生的认可,因此,为了提高臼杯的抗
变型能力而放弃钛金属,重新回到钴铬钼合金是不可能的。
18.故而如何提升髋臼杯的抗变形能力,以及有效降低髋臼杯厚度是现阶段医疗领域急需突破的技术难题。
19.因此,亟需提出一种新的技术方案来解决上述问题。
技术实现要素:
20.本发明的目的是解决现有技术中存在的问题,提供一种人工关节髋臼杯及其制备方法,采用的技术方案是:
21.一种人工关节髋臼杯的制备方法,包括如下步骤:
22.制备预成型臼杯:所述预成型臼杯包括臼杯加强体和臼杯主体,所述臼杯主体采用3d打印制得,所述臼杯加强体采用机加工或3d打印制得,所述臼杯主体形成于所述臼杯加强体的表面,或所述臼杯加强体形成于所述臼杯主体的表面;
23.进一步的,对所述预成型臼杯进行清洁、再加工,获得成型臼杯;
24.进一步的,对所述成型臼杯进行热处理;
25.进一步的,对所述成型臼杯进行表面清洁和灭菌处理,获得人工关节髋臼杯。
26.上述技术方案进一步的,制备预成型臼杯,具体包括:
27.通过3d打印制得臼杯主体,对所述臼杯主体进行表面清洁;
28.将所述臼杯主体置于3d打印机内,并通过打印在所述臼杯主体表面形成臼杯加强体,获得预成型臼杯。
29.进一步的,所述臼杯主体通过激光或电子束3d打印成型;
30.所述臼杯加强体通过激光或电子束镕丝3d打印成型,或所述臼杯加强体通过激光或电子束镕粉3d打印成型。
31.进一步的,制备预成型臼杯,具体包括:
32.通过机加工制作臼杯加强体;
33.将所述臼杯加强体置于打印支撑板上,通过3d打印于所述臼杯加强体的表面,在所述臼杯加强体的表面形成臼杯主体,获得预成型臼杯。
34.进一步的,在所述臼杯加强体的表面形成臼杯主体,具体包括:
35.利用激光或电子束3d打印机在所述臼杯加强体的表面通过打印形成臼杯主体,获得预成型臼杯;
36.将所述预成型臼杯进行再加工获得成型臼杯,具体包括:
37.通过机加工对所述预成型臼杯进行再加工处理,获得与目标设计臼杯的形状及参数均一致的成型臼杯;
38.对所述预成型臼杯和成型臼杯进行清洁是清除所述预成型臼杯表面和成型臼杯表面的游离粉末和夹杂物。
39.进一步的,所述臼杯加强体的材质为钴基合金或不锈耐酸钢;
40.所述臼杯主体的材质为钛金属。
41.本发明还提供一种人工关节髋臼杯,包括:臼杯主体和臼杯加强体;
42.所述臼杯主体为曲面薄壳结构,所述曲面薄壳结构具有内腔,以及与所述内腔连通的开口,所述臼杯加强体固定连接在所述开口处,或所述臼杯加强体自所述开口处延伸
至所述内腔的腔壁上;
43.所述臼杯加强体为环形结构,所述环形结构的尺寸与所述开口相适应;
44.所述臼杯主体为钛金属主体,所述臼杯加强体为钴基合金加强体。
45.上述技术方案进一步的,所述臼杯加强体具有上环端面、下环端面、侧环面和中间通孔,
46.进一步的,上环端面和下环端面相对设置,所述侧环面与所述中间通孔的孔壁相对设置,所述中间通孔贯穿所述上环端面和下环端面,并依次与所述开口和内腔连通;
47.进一步的,所述下环端面与所述臼杯主体的开口对应连接。
48.进一步的,所述臼杯加强体还具有半球形面,所述半球形面具有端面和外球面,所述端面连接在所述下环端面靠近所述中间通孔的一侧,所述外球面与所述臼杯主体的内腔腔壁固定连接;
49.所述臼杯加强体的下环端面的外径大于所述上环端面的外径,且所述下环端面的内径小于所述上环端面的内径。
50.进一步的,所述臼杯主体为曲面薄壳结构,所述曲面薄壳结构的外表面为粗糙无孔表面或粗糙多孔表面,所述臼杯主体的最小厚度为1mm;
51.所述臼杯加强体的上环端面和下环端面的间距范围为2~10mm;
52.所述臼杯加强体的侧环面与所述中间通孔的孔壁的间距范围为2~10mm。
53.与现有技术相比,本发明具有如下有益效果中的一个或多个:
54.1.本发明提供一种人工关节髋臼杯的制备方法,制得的髋臼杯由两种弹性模量不同的金属材料组成,臼杯主体的材质为钛或钛合金,臼杯的开口直径部位的臼杯加强体为弹性模量更高的钴铬钼合金或不锈钢,所述臼杯加强体为环形或梯度环形结构,该环形结构在径向积压力作用下的抗变型能力与环形结构的材料的弹性模量的1/2次方成正比,与环形结构的外内半径之差(厚度)成正比,形成了复合型臼杯,抗变形能力更强;
55.2.本发明制得的成型臼杯具有两种不同材料,对于两种不同材料的环形结构,在相同的挤压力作用下保持相同的变形量,环形结构的相对厚度(h1/h2)与两种材料的相对弹性模量的1/2次方成反比(e2/e1),钛合金如ti6al4v的弹性模量为100gpa(e1),钴铬钼合金的弹性模量为220gpa(e2),在相同挤压力的作用下具有相同的变形量,由钴铬钼制成的环形结构的厚度将比钛合金环形结构的厚度至少降低40%,因此,本发明的复合金属材料髋臼杯的厚度可以比传统的钛金属髋臼杯的厚度至少降低40%,在髋臼杯外径相同的条件下,钴铬钼臼杯的内径可以比传统钛金属臼杯的内径大至少40%;
56.3.本发明提出一种复合金属材料髋臼杯及其制备方法,以解决常规钛金属髋臼杯在植入人体过程中的变型问题,经本发明所述方法制备的髋臼杯,不仅使得髋关节全款置换假体中的核心部件的可替换性增加,还降低了臼杯的厚度,增大球头,使得关节假体的活动度提高,抗脱位能力增强。
附图说明
57.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以
根据这些附图获得其它附图。
58.图1是全髋关节置换的核心假体部件的结构示意图;
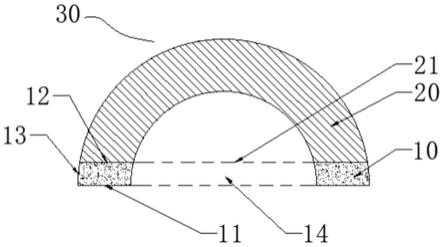
59.图2是一种实施例下复合金属材料髋臼杯的截面结构示意图;
60.图3是另一种实施例下复合金属材料髋臼杯的截面结构示意图;
61.图4是又一种实施例下复合金属材料髋臼杯的截面结构示意图;
62.图5是再一种实施例下复合金属材料髋臼杯的截面结构示意图;
63.图6为最小型号(44mm)传统钛合金髋臼杯及其相匹配的摩擦衬垫及球头的最大尺寸组合的截面结构示意图;
64.图7为复合金属材料最小型号(44mm)髋臼杯及其相匹配的摩擦衬垫及球头的最大尺寸组合的截面结构示意图;
65.图8为传统钛合金材料最常用型号(50mm)髋臼杯及其相匹配的摩擦衬垫及球头的最大尺寸组合的截面结构示意图;
66.图9为复合金属材料最常用型号(50mm)髋臼杯及其相匹配的摩擦衬垫及球头的最大尺寸组合的截面结构示意图。
67.其中,01-髋臼杯;02-摩擦衬垫;03-关节球头;04-关节柄;05-传统钛合金髋臼杯;06-摩擦衬垫;07-球头;
68.10-臼杯加强体;11-上环端面;12-下环端面;13-侧环面;14-中间通孔;15-半球形面;20-臼杯主体;21-开口;30-成型臼杯;40-球头;50-摩擦衬垫。
具体实施方式
69.下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
70.在本发明的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或者元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
71.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
72.下面结合附图与实施例进一步说明本发明要旨。
73.实施例1:
74.针对现有技术中存在的问题,本发明提供一种人工关节髋臼杯的制备方法,以解决常规钛金属髋臼杯在植入人体过程中的变型问题,一种髋臼杯的制备方法,该方法包括在机加工成型的臼杯加强体10(钴铬钼环形结构)的基础上,通过激光或电子束3d打印技术
直接将半圆形的钛或钛合金臼杯主体20打印到钴铬钼环形结构之上,制得的成型的髋臼杯的截面结构可以是图2-5中的任意一个,具体包括如下步骤:
75.步骤1:通过机加工制作臼杯加强体10(钴铬钼或不锈钢环形结构);
76.步骤2:将该臼杯加强体10置于激光或电子束3d打印机的主支撑板之内;
77.步骤3:在臼杯加强体10的表面直接打印半圆形的钛金属臼杯主体20,获得预成型臼杯;
78.步骤4:取出打印后的预成型臼杯(复合结构),去除游离粉末或夹杂物;
79.步骤5:通过机加工将预成型臼杯最后成型,以获得满足产品设计标准的成型臼杯30;
80.步骤6:对成型臼杯30进行必要的清洁;
81.步骤7:对清洁后的产品进行选择性的热处理,以消除残余应力,进一步清除游离金属及夹杂物;
82.步骤8:包装和灭菌处理,获得人工关节髋臼杯。
83.实施例2:
84.本发明提供还另一种人工关节髋臼杯的制备方法,该方法包括通过激光或电子束3d打印技术首先打印出半圆形的钛或钛合金臼杯主体20,然后在钛金属臼杯主体20的开口21部位通过激光或电子束3d打印技术打印出环形的臼杯加强体10(钴铬钼或不锈钢结构),制得的成型的髋臼杯的截面结构可以是图2-5中的任意一个,具体包括如下步骤:
85.步骤1:通过激光或电子束3d打印半圆形的钛金属臼杯主体20;
86.步骤2:取出打印后的钛金属臼杯主体20,去除游离粉末或夹杂物;
87.步骤3:将该钛金属臼杯主体20置于激光或电子束镕丝或镕粉的快速成型3d打印机内,将臼杯加强体10(钴铬钼或不锈钢的环形结构)直接打印到钛金属臼杯主体20之上,获得预成型臼杯;
88.步骤4:通过机加工将预成型臼杯最后成型,以获得满足产品设计标准的成型臼杯30;
89.步骤5:对成型臼杯30进行必要的清洁;
90.步骤6:对清洁后的成型臼杯30进行选择性的热处理,以消除残余应力,进一步清除游离金属及夹杂物;
91.步骤7:包装和灭菌处理,获得人工关节髋臼杯。
92.实施例3:
93.本发明提出一种人工关节髋臼杯,继续参见图2-5,其包括:臼杯主体20和臼杯加强体10;
94.所述臼杯主体20为曲面薄壳结构,所述曲面薄壳结构具有内腔,以及与所述内腔连通的开口21,所述臼杯加强体10固定连接在所述开口21处,或所述臼杯加强体10自所述开口21处延伸至所述内腔的腔壁上;
95.所述臼杯加强体10为环形结构,所述环形结构的尺寸与所述开口21相适应;
96.所述臼杯主体20为钛金属主体,所述臼杯加强体10为钴基合金加强体。
97.在一种实施例中,本发明所述臼杯加强体10具有上环端面11、下环端面12、侧环面13和中间通孔14,
98.上环端面11和下环端面12相对设置,所述侧环面13与所述中间通孔14的孔壁相对设置,所述中间通孔14贯穿所述上环端面11和下环端面12,并依次与所述开口21和内腔连通;
99.所述下环端面12与所述臼杯主体20的开口21对应连接,见图2、3,其中图3中所述臼杯加强体10的横截面为梯形,所述臼杯加强体10的下环端面12的外径大于所述上环端面11的外径,且所述下环端面12的内径小于所述上环端面11的内径。
100.在另一种实施例中,所述臼杯加强体10还具有半球形面15,所述半球形面15具有端面和外球面,所述端面连接在所述下环端面12靠近所述中间通孔14的一侧,所述外球面与所述臼杯主体20的内腔腔壁固定连接,见图4、5,其中图4中的半球形面15的外球面为完整的半球形外球面,该完整的半球形外球面与臼杯主体20的内腔腔壁固定连接,臼杯主体20的内腔腔壁被该完整的半球形外球面完全覆盖;
101.图5中的半球形面15的外球面为部分球面,该部分球面与臼杯主体20的内腔腔壁固定连接,臼杯主体20的内腔腔壁部分被覆盖。
102.在一种实施例中,本发明所述臼杯主体20为曲面薄壳结构,所述曲面薄壳结构的外表面为粗糙无孔表面或粗糙多孔表面,所述臼杯主体20的最小厚度为1mm;
103.所述臼杯加强体10的上环端面11和下环端面12的间距范围为2~10mm;
104.所述臼杯加强体10的侧环面13与所述中间通孔14的孔壁的间距范围为2~10mm。本发明提供的一种人工关节髋臼杯的制备方法,制得的髋臼杯由两种弹性模量不同的金属材料组成,臼杯主体的材质为钛或钛合金,臼杯的开口直径部位的臼杯加强体为弹性模量更高的钴铬钼合金或不锈钢,所述臼杯加强体为环形或梯度环形结构,该环形结构在径向积压力作用下的抗变型能力与环形结构的材料的弹性模量的1/2次方成正比,与环形结构的外内半径之差(厚度)成正比,形成了复合型臼杯,抗变形能力更强。
105.本发明制得的成型臼杯具有两种不同材料,所述臼杯加强体的材质可以是钴铬钼或不锈钢环形结构,对于由两种不同材料组成的成型臼杯,在相同的挤压力作用下保持相同的变形量,臼杯主体与臼杯加强体的相对厚度(h1/h2)与两种材料的相对弹性模量的1/2次方成反比(e2/e1),钛合金如ti6al4v的弹性模量为100gpa(e1),钴铬钼合金的弹性模量为220gpa(e2),在相同挤压力的作用下具有相同的变形量,由钴铬钼制成的环形结构(臼杯加强体)的厚度将比钛合金环形结构(臼杯加强体)的厚度至少降低40%,因此,本发明的复合金属材料髋臼杯的厚度可以比传统的钛金属髋臼杯的厚度至少降低40%,在髋臼杯外径相同的条件下,钴铬钼臼杯的内径可以比传统钛金属臼杯的内径大至少40%。
106.下面结合案例说明利用本发明所述方法制得的髋臼杯的优越性:
107.一、最小型号超薄髋臼杯:
108.目前市场上流通的传统钛合金髋臼杯05的最小型号为44mm(外径d),参见图6,其最小厚度为5mm,所以该型号臼杯05的最大内径d为34mm,在摩擦衬垫06的厚度不能低于5mm的要求下,该摩擦衬垫06的内径不能超过24mm,即球头07的最大外径q为24mm。而市场上流通的球头07的标准尺寸为22、26、28、32及36mm,所以该型号的钛合金臼杯05只能容纳22mm的球头07,没有可替换性。
109.继续参见图7,本发明的复合金属材料髋臼杯30,在保持外径d为44mm的最小型号下,臼杯30的厚度可以减少至少40%,臼杯30最小厚度可达到1mm,即臼杯30的内径可以增
大至少40%,至38mm,该臼杯30可以容纳外径d为38mm的摩擦衬垫50,在摩擦衬垫50的厚度不能低于5mm的要求下,该摩擦衬垫50的内径达到28mm,恰好容纳外径q为28mm的标准球头,对于外径为44mm的最小型号髋臼杯,能够接纳28mm的球头40,如此一来便是对于外径为44mm的最小型号髋臼杯的另一组组合方式,且降低了髋臼杯的厚度。
110.二、最普遍型号超薄髋臼杯:
111.目前市场上流通的传统钛合金髋臼杯05的最普遍型号为50mm(外径d),参见图8,其最小厚度为5mm,所以该型号臼杯05的最大内径d为40mm,在摩擦衬垫06的厚度不能低于5mm的要求下,该摩擦衬垫06的内径不能超过30mm,即球头07的最大外径q为30mm。而市场上流通的球头07的标准尺寸为22、26、28、32及36mm,所以该型号的钛合金臼杯05只能容纳28mm的球头07,没有可替换性。
112.继续参见图9,本发明的复合金属材料髋臼杯30,在保持外径d为50mm的最小型号下,臼杯30的厚度可以减少至少40%,臼杯30最小厚度可达到1mm,即臼杯30的内径可以增大至少40%,至44mm,该臼杯30可以容纳外径d为44mm的摩擦衬垫50,在摩擦衬垫50的厚度不能低于5mm的要求下,该摩擦衬垫50的内径达到34mm,恰好容纳外径q为32mm的标准球头40,对于外径为50mm的最小型号髋臼杯,能够接纳32mm的球头40,如此一来便是对于外径为50mm的最普遍型号髋臼杯的另一组组合方式,且降低了髋臼杯的厚度。
113.综上,本发明提出一种复合金属材料髋臼杯及其制备方法,以解决常规钛金属髋臼杯在植入人体过程中的变型问题,经本发明所述方法制备的髋臼杯,不仅使得髋关节全款置换假体中的核心部件的可替换性增加,还降低了臼杯的厚度,增大球头,使得关节假体的活动度提高,抗脱位能力也增强了。
114.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域人员可以将本说明书中描述的不同实施例或示例进行接合和组合。
115.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1