一种带有防污涂层的环保利器盒的制作方法
1.本发明涉及医疗废物处理领域,更具体地说,它涉及一种带有防污涂层的环保利器盒。
2.
背景技术:
3.利器盒是一种医用收纳盒,用于收集注射器、小玻璃制品、刀片、缝合针等锐器,利器盒为一次性使用,按国家要求,规定在24小时内必须由医疗废物处置单位回收,在48小时内彻底安全焚化。
4.在利器盒使用使用完毕之后会被运输到专门的焚烧车间统一焚烧,在焚烧利器盒的过程中对焚烧具有一定的要求,通常要求利器盒焚烧要彻底,焚烧速度要尽可能块,这样才能避免医疗废物中的病毒或者细菌免于传播。
5.现有的焚烧利器盒的做法是在利器盒表面喷洒燃料进行焚烧,喷洒的燃料通常为汽油,但是采用在外部喷洒燃料进行焚烧的做法一方面会增大操作的强度,另一方面由于燃料都位于利器盒外部,容易导致利器盒燃烧不彻底,换句话说,就算利器盒得以彻底燃烧,也会间接影响利器盒的焚烧速率。
6.
技术实现要素:
7.针对现有技术存在的不足,本发明的目的在于提供一种带有防污涂层的环保利器盒,以解决背景技术中提到的问题。
8.为实现上述目的,本发明提供了如下技术方案:一种带有防污涂层的环保利器盒,包括盒体和盒盖,所述盒体上具有与所述盒体一体成型的凸出筒部,所述凸出筒部内开设有供放置燃料的燃料槽,所述凸出筒部上具有与所述燃料槽相互连通的加料管,所述凸出筒部在位于所述燃料槽的内部具有与所述凸出筒部一体成型的第一分割环和第二分割环,所述凸出筒部上还具有与所述燃料槽相互连通的塑料弯管,所述塑料弯管远离所述凸出筒部的一端穿过盒体伸入到所述盒体内部并与环形塑料管相互连通,所述环形塑料管上还开设有若干个燃料出口,所述塑料软管上还设置有阀门。
9.通过采用上述技术方案,盒体上的凸出筒部中的燃料槽可以注入燃料如汽油,当燃料经过加料管加入到燃料槽中时,燃料会从第一分割环和第二分割环之间的空隙进入到燃料槽槽底;当工人进行焚烧之前,可以打开塑料弯管上的阀门,燃料槽内的燃料会从塑料弯管进入到环形塑料管,再从环形塑料管上的燃料出口流出到盒体内部,这样在利器盒整体焚烧时就能够内外同步燃烧,能加快焚烧速率,使得燃烧更加彻底。
10.进一步地,所述盒盖上开设有供投入利器的弧形投入口,所述盒盖内部还开设有弧形滑槽,所述弧形滑槽内滑移连接有供遮挡所述弧形投入口的弧形挡板,所述弧形滑槽
槽底和所述弧形挡板之间连接有弧形弹簧。
11.通过采用上述技术方案,在弧形弹簧的弹力作用下会推动弧形堵板在弧形滑槽内滑移,故在正常情况下盒盖上的弧形投入口会被弧形堵板堵住,能有效防止盒体内部的医疗废物无故流出。
12.进一步地,所述盒体的开口外缘具有与所述盒体一体成型的第一凸环,所述盒盖在靠近所述盒体的一端具有与所述盒盖一体成型的第二凸环,所述第二凸环的正截面为l形,所述第二凸环螺纹连接在所述第一凸环的外部,所述盒盖和所述盒体上共同开设有放置槽,在位于所述盒盖的所述放置槽内嵌设固定有密封垫圈。
13.通过采用上述技术方案,在将盒盖盖在盒体端部时,盒盖和盒体的端部首先会先抵触,之后利用第二凸环螺纹连接在第一凸环外部能使得盒盖和盒体之间得到固定,第一凸环和第二凸环的设置增大了盒体内部废物想要从盒盖和盒体缝隙流出的流程,故间接的增大了密封效果,且在放置槽和密封垫圈的作用下,能实现良好的密封。
14.进一步地,所述燃料槽和所述盒体内部之间开设有相互连通的通孔,所述通孔内插接有弹性堵塞,所述弹性堵塞上固定有l形杆,所述l形杆上固定有拉杆,所述拉杆的外部还套设有拉簧,所述拉簧的一端固定在l形杆上,所述拉簧的另一端固定在所述燃料槽槽壁。
15.通过采用上述技术方案,当拉动拉杆带动拉簧压缩时,弹性堵塞能够脱离通孔,燃料槽内的燃料可以经过通孔流入到盒体内部,增大了燃料槽内燃料流入到盒体内部的选择。
16.进一步地,所述加料管的端部螺纹连接有塑料堵盖,所述加料管外部还具有与所述加料管一体成型的轴肩,所述轴肩和所述塑料堵盖的外部共同螺纹连接有塑料螺纹环套。
17.通过采用上述技术方案,通过利用塑料堵盖、轴肩和塑料螺纹环套能够实现对加料管处的密封。
18.进一步地,所述盒体的底部设置有底座,所述底座内开设有凹槽,所述盒体的底部螺纹连接在所述凹槽内,所述底座内还开设有供放置燃料的空槽。
19.通过采用上述技术方案,在盒体底部设置有底座能够增大利器盒放置的稳定性,且底座内的空槽内也可以存放燃料,增大了燃料存放体积。
20.进一步地,所述底座上还开设有与所述底座上的所述空槽相互连通的圆孔,所述圆孔内插接有弹性堵头,所述弹性堵头上固定有手持杆。
21.通过采用上述技术方案,通过拉动圆孔内的弹性堵头能够打开圆孔,通过圆孔向空槽内注入燃料。
22.进一步地,所述盒盖的外壁还涂覆有一层防污涂层,所述防污涂层由如下方法制备:取以下以重量计各组分原料备用:聚乙烯38
‑
41份、聚氯乙烯35
‑
38份、己二酸二甲酯12
‑
14份、油酸钾8
‑
10份、乙酸乙酯6
‑
8份、羟乙基化脂肪胺5
‑
8份、二苯基乙酮6
‑
9份、二乙氧基苯乙酮酯5
‑
8份、苯甲酸钠5
‑
8份;s1、炼化:将聚乙烯、聚氯乙烯、己二酸二甲酯、乙酸乙酯、羟乙基化脂肪胺和二乙氧基苯乙酮酯混合均匀,高速搅拌充分混合,置于密炼机于134
‑
136℃炼化30min,得到第一
预制备液;s2、配置第二预制备液:将油酸钾、二苯基乙酮和苯甲酸钠混合搅拌均匀,加入到反应釜中,保持反应釜内温度在87
‑
89℃,保温30min,得到第二预制备液;s3、制备防污涂层溶液:将si得到的第一预制备液和s2得到的第二预制备液混合搅拌均匀,得到防污涂层溶液;s4、涂覆:利用喷枪将s3得到的防污涂层溶液喷涂在盒盖的表面;s5、烘干:将s4得到的盒盖在通风状态下进行烘干10
‑
12h。
23.进一步的,所述s1中将聚乙烯、聚氯乙烯、己二酸二甲酯、乙酸乙酯、羟乙基化脂肪胺和二乙氧基苯乙酮酯混合均匀,高速搅拌充分混合,置于密炼机于135℃炼化30min,得到第一预制备液。
24.进一步的,所述s2中将油酸钾、二苯基乙酮和苯甲酸钠混合搅拌均匀,加入到反应釜中,保持反应釜内温度在88℃,保温30min,得到第二预制备液。
25.通过采用上述技术方案,盒盖上的防污涂层能避免盒盖表面变得过于脏污。
26.综上所述,本发明主要具有以下有益效果:盒体上的凸出筒部中的燃料槽可以注入燃料如汽油,当燃料经过加料管加入到燃料槽中时,燃料会从第一分割环和第二分割环之间的空隙进入到燃料槽槽底;当工人进行焚烧之前,可以打开塑料弯管上的阀门,燃料槽内的燃料会从塑料弯管进入到环形塑料管,再从环形塑料管上的燃料出口流出到盒体内部,这样在利器盒整体焚烧时就能够内外同步燃烧,能加快焚烧速率,使得燃烧更加彻底。
27.附图说明
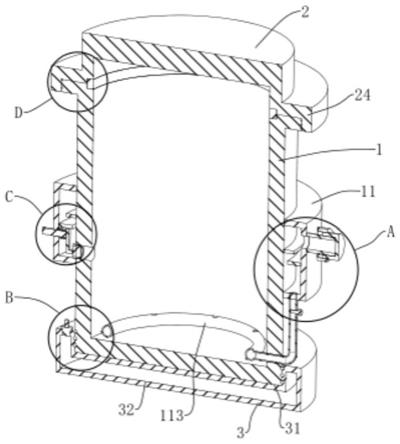
28.图1为本发明提供的一种实施方式的结构剖视图;图2为图1中a部的放大结构示意图;图3为图1中b部的放大结构示意图;图4为图1中c部的放大结构示意图;图5为图1中d部的放大结构示意图;图6为本发明提供的一种实施方式的结构正剖图;图7为本发明提供的一种实施方式的主视图;图8为图7中d
‑
d方向的剖视图;图9为本发明提供的一种实施方式的结构示意图。
29.图中:1、盒体;2、盒盖;11、凸出筒部;110、燃料槽;111、加料管;1101、第一分割环;1102、第二分割环;112、塑料弯管;113、环形塑料管;1130、燃料出口;1120、阀门;21、弧形投入口;22、弧形滑槽;23、弧形挡板;220、弧形弹簧;12、第一凸环;24、第二凸环;10、放置槽;101、密封垫圈;1103、通孔;1104、弹性堵塞;1105、l形杆;1106、拉簧;1107、挂杆;1110、塑料堵盖;1111、轴肩;1112、塑料螺纹环套;3、底座;31、凹槽;32、空槽;321、圆孔;322、弹性堵头;3221、手持杆。
30.具体实施方式
31.以下结合附图1
‑
9对本发明作进一步详细说明。
32.实施例1参考图1、图2和图3,一种带有防污涂层的环保利器盒,包括盒体1和盒盖2,其中在盒体1上具有与盒体1一体成型的凸出筒部11,在凸出筒部11内开设有供放置燃料的燃料槽110,为了方便向凸出筒部11中的燃料槽110内加注燃料,在凸出筒部11上具有与燃料槽110相互连通的加料管111,其中加料管111为塑料管,并且凸出筒部11在位于燃料槽110的内部具有与凸出筒部11一体成型的第一分割环1101和第二分割环1102,在凸出筒部11底端还具有与燃料槽110相互连通的塑料弯管112,其中塑料弯管112远离凸出筒部11的一端穿过盒体1伸入到盒体1内部并与环形塑料管113相互连通,在环形塑料管113上还开设有八个燃料出口1130,为了控制燃料槽110内燃料的流动,在塑料软管上还设置有阀门1120,阀门1120也是塑料材质;因为盒体1上的凸出筒部11中的燃料槽110可以注入燃料如汽油,当燃料经过加料管111加入到燃料槽110中时,燃料会从第一分割环1101和第二分割环1102之间的空隙进入到燃料槽110槽底,第一分割环1101和第二分割环1102会对进入到燃料槽110槽底的燃料有隔挡作用;当工人进行焚烧之前,可以打开塑料弯管112上的阀门1120,燃料槽110内的燃料会从塑料弯管112进入到环形塑料管113,再从环形塑料管113上的燃料出口1130流出到盒体1内部,这样在利器盒整体焚烧时就能够内外同步燃烧,能加快焚烧速率,使得燃烧更加彻底。
33.参考图7、图8和图9,在盒盖2上开设有供投入利器的弧形投入口21,为了在正常状况下对弧形投入口21进行封堵,在盒盖2内部还开设有弧形滑槽22,同时在弧形滑槽22内滑移连接有供遮挡弧形投入口21的弧形挡板23,在弧形滑槽22槽底和弧形挡板23之间连接有弧形弹簧220,由于在弧形弹簧220的弹力作用下会推动弧形堵板在弧形滑槽22内滑移,故在正常情况下盒盖2上的弧形投入口21会被弧形堵板堵住,能有效防止盒体1内部的医疗废物无故流出。
34.参考图1和图4,为了增大盒体1和盒盖2之间连接的密封性,在盒体1的开口外缘具有与盒体1一体成型的第一凸环12,盒盖2在靠近盒体1的一端具有与盒盖2一体成型的第二凸环24,其中第二凸环24的正截面为l形,第二凸环24螺纹连接在所述第一凸环12的外部,在盒盖2和盒体1上共同开设有放置槽10,同时在位于盒盖2的放置槽10内嵌设固定有密封垫圈101,在将盒盖2盖在盒体1端部时,盒盖2和盒体1的端部首先会先抵触,之后利用第二凸环24螺纹连接在第一凸环12外部能使得盒盖2和盒体1之间得到固定,第一凸环12和第二凸环24的设置增大了盒体1内部废物想要从盒盖2和盒体1缝隙流出的流程,故间接的增大了密封效果,且在放置槽10和密封垫圈101的作用下,能实现良好的密封。
35.参考图1和图5,为了使得燃料槽110内的燃料可以更快速的流入到盒体1内部,在燃料槽110和盒体1内部之间开设有相互连通的通孔1103,并在通孔1103内插接有弹性堵塞1104,为了方便操控弹性堵塞1104,在弹性堵塞1104上固定有l形杆1105,在l形杆1105上固定有拉杆,并在拉杆的外部还套设有拉簧1106,其中拉簧1106的一端固定在l形杆1105上,拉簧1106的另一端固定在燃料槽110槽壁,当拉动拉杆带动拉簧1106压缩时,弹性堵塞1104
能够脱离通孔1103,燃料槽110内的燃料可以经过通孔1103流入到盒体1内部,增大了燃料槽110内燃料流入到盒体1内部的选择。
36.参考图1和图2,为了在正常使用过程中对加料管111端部密封,在加料管111的端部螺纹连接有塑料堵盖1110,同时在加料管111外部还具有与加料管111一体成型的轴肩1111,并在轴肩1111和塑料堵盖1110的外部共同螺纹连接有塑料螺纹环套1112,通过利用塑料堵盖1110、轴肩1111和塑料螺纹环套1112能够实现对加料管111处的密封。
37.参考图1和图3,为了增大燃料的布置量,在盒体1的底部设置有底座3,在底座3内开设有凹槽31,其中盒体1的底部螺纹连接在凹槽31内,同时在底座3内还开设有供放置燃料的空槽32,在盒体1底部设置有底座3能够增大利器盒放置的稳定性,且底座3内的空槽32内也可以存放燃料,增大了燃料存放体积;为了方便向底座3内的空槽32中注入染料,在底座3上还开设有与底座3上的空槽32相互连通的圆孔321,为了堵住圆孔321,在圆孔321内插接有弹性堵头322,并在弹性堵头322上固定有手持杆3221,通过拉动圆孔321内的弹性堵头322能够打开圆孔321,通过圆孔321向空槽32内注入燃料。
38.同时将装置中采用的底座3、l形杆1105、拉杆、弹簧、拉簧1106等皆采用塑料材质,采用塑料材质能保证利器盒能够焚烧彻底,且聚丙烯材料在焚烧时产生的有毒物质较少,相对来说较为环保。
39.实施例2与实施例1的不同之处在于在盒盖2的表面涂覆有一层防污涂层,由于盒盖2可能会与利器产生接触,为了避免盒盖2变得脏污,在盒盖2表面涂覆有一层防污涂层,其中防污涂层由如下方法制备:取以下以重量计各组分原料备用:聚乙烯38份、聚氯乙烯35份、己二酸二甲酯12份、油酸钾8份、乙酸乙酯6份、羟乙基化脂肪胺5份、二苯基乙酮6份、二乙氧基苯乙酮酯5份、苯甲酸钠5份;s1、炼化:将聚乙烯、聚氯乙烯、己二酸二甲酯、乙酸乙酯、羟乙基化脂肪胺和二乙氧基苯乙酮酯混合均匀,高速搅拌充分混合,置于密炼机于135℃炼化30min,得到第一预制备液;s2、配置第二预制备液:将油酸钾、二苯基乙酮和苯甲酸钠混合搅拌均匀,加入到反应釜中,保持反应釜内温度在88℃,保温30min,得到第二预制备液;s3、制备防污涂层溶液:将si得到的第一预制备液和s2得到的第二预制备液混合搅拌均匀,得到防污涂层溶液;s4、涂覆:利用喷枪将s3得到的防污涂层溶液喷涂在盒盖2的表面;s5、烘干:将s4得到的盒盖2在通风状态下进行烘干10h。
40.实施例3与实施例2的不同之处在于盒盖2表面防污涂层的制备,其中防污涂层的制备方法如下:取以下以重量计各组分原料备用:聚乙烯39份、聚氯乙烯36份、己二酸二甲酯13份、油酸钾9份、乙酸乙酯6份、羟乙基化脂肪胺5份、二苯基乙酮6份、二乙氧基苯乙酮酯5份、苯甲酸钠5份;s1、炼化:将聚乙烯、聚氯乙烯、己二酸二甲酯、乙酸乙酯、羟乙基化脂肪胺和二乙
氧基苯乙酮酯混合均匀,高速搅拌充分混合,置于密炼机于135℃炼化30min,得到第一预制备液;s2、配置第二预制备液:将油酸钾、二苯基乙酮和苯甲酸钠混合搅拌均匀,加入到反应釜中,保持反应釜内温度在88℃,保温30min,得到第二预制备液;s3、制备防污涂层溶液:将si得到的第一预制备液和s2得到的第二预制备液混合搅拌均匀,得到防污涂层溶液;s4、涂覆:利用喷枪将s3得到的防污涂层溶液喷涂在盒盖2的表面;s5、烘干:将s4得到的盒盖2在通风状态下进行烘干10h。
41.实施例4与实施例2的不同之处在于盒盖2表面防污涂层的制备,其中防污涂层的制备方法如下:取以下以重量计各组分原料备用:聚乙烯39份、聚氯乙烯36份、己二酸二甲酯13份、油酸钾9份、乙酸乙酯7份、羟乙基化脂肪胺6份、二苯基乙酮7份、二乙氧基苯乙酮酯5份、苯甲酸钠5份;s1、炼化:将聚乙烯、聚氯乙烯、己二酸二甲酯、乙酸乙酯、羟乙基化脂肪胺和二乙氧基苯乙酮酯混合均匀,高速搅拌充分混合,置于密炼机于135℃炼化30min,得到第一预制备液;s2、配置第二预制备液:将油酸钾、二苯基乙酮和苯甲酸钠混合搅拌均匀,加入到反应釜中,保持反应釜内温度在88℃,保温30min,得到第二预制备液;s3、制备防污涂层溶液:将si得到的第一预制备液和s2得到的第二预制备液混合搅拌均匀,得到防污涂层溶液;s4、涂覆:利用喷枪将s3得到的防污涂层溶液喷涂在盒盖2的表面;s5、烘干:将s4得到的盒盖2在通风状态下进行烘干10h。
42.实施例5与实施例2的不同之处在于盒盖2表面防污涂层的制备,其中防污涂层的制备方法如下:取以下以重量计各组分原料备用:聚乙烯39份、聚氯乙烯36份、己二酸二甲酯13份、油酸钾9份、乙酸乙酯7份、羟乙基化脂肪胺6份、二苯基乙酮7份、二乙氧基苯乙酮酯7份、苯甲酸钠7份;s1、炼化:将聚乙烯、聚氯乙烯、己二酸二甲酯、乙酸乙酯、羟乙基化脂肪胺和二乙氧基苯乙酮酯混合均匀,高速搅拌充分混合,置于密炼机于135℃炼化30min,得到第一预制备液;s2、配置第二预制备液:将油酸钾、二苯基乙酮和苯甲酸钠混合搅拌均匀,加入到反应釜中,保持反应釜内温度在88℃,保温30min,得到第二预制备液;s3、制备防污涂层溶液:将si得到的第一预制备液和s2得到的第二预制备液混合搅拌均匀,得到防污涂层溶液;s4、涂覆:利用喷枪将s3得到的防污涂层溶液喷涂在盒盖2的表面;s5、烘干:将s4得到的盒盖2在通风状态下进行烘干10h。
43.实施例6
与实施例2的不同之处在于盒盖2表面防污涂层的制备,其中防污涂层的制备方法如下:取以下以重量计各组分原料备用:聚乙烯41份、聚氯乙烯38份、己二酸二甲酯14份、油酸钾9份、乙酸乙酯7份、羟乙基化脂肪胺6份、二苯基乙酮7份、二乙氧基苯乙酮酯7份、苯甲酸钠7份;s1、炼化:将聚乙烯、聚氯乙烯、己二酸二甲酯、乙酸乙酯、羟乙基化脂肪胺和二乙氧基苯乙酮酯混合均匀,高速搅拌充分混合,置于密炼机于135℃炼化30min,得到第一预制备液;s2、配置第二预制备液:将油酸钾、二苯基乙酮和苯甲酸钠混合搅拌均匀,加入到反应釜中,保持反应釜内温度在88℃,保温30min,得到第二预制备液;s3、制备防污涂层溶液:将si得到的第一预制备液和s2得到的第二预制备液混合搅拌均匀,得到防污涂层溶液;s4、涂覆:利用喷枪将s3得到的防污涂层溶液喷涂在盒盖2的表面;s5、烘干:将s4得到的盒盖2在通风状态下进行烘干10h。
44.实施例7与实施例2的不同之处在于盒盖2表面防污涂层的制备,其中防污涂层的制备方法如下:取以下以重量计各组分原料备用:聚乙烯41份、聚氯乙烯38份、己二酸二甲酯14份、油酸钾10份、乙酸乙酯8份、羟乙基化脂肪胺8份、二苯基乙酮7份、二乙氧基苯乙酮酯7份、苯甲酸钠7份;s1、炼化:将聚乙烯、聚氯乙烯、己二酸二甲酯、乙酸乙酯、羟乙基化脂肪胺和二乙氧基苯乙酮酯混合均匀,高速搅拌充分混合,置于密炼机于135℃炼化30min,得到第一预制备液;s2、配置第二预制备液:将油酸钾、二苯基乙酮和苯甲酸钠混合搅拌均匀,加入到反应釜中,保持反应釜内温度在88℃,保温30min,得到第二预制备液;s3、制备防污涂层溶液:将si得到的第一预制备液和s2得到的第二预制备液混合搅拌均匀,得到防污涂层溶液;s4、涂覆:利用喷枪将s3得到的防污涂层溶液喷涂在盒盖2的表面;s5、烘干:将s4得到的盒盖2在通风状态下进行烘干12h。
45.实施例8与实施例2的不同之处在于盒盖2表面防污涂层的制备,其中防污涂层的制备方法如下:取以下以重量计各组分原料备用:聚乙烯41份、聚氯乙烯38份、己二酸二甲酯14份、油酸钾10份、乙酸乙酯8份、羟乙基化脂肪胺8份、二苯基乙酮9份、二乙氧基苯乙酮酯8份、苯甲酸钠8份;s1、炼化:将聚乙烯、聚氯乙烯、己二酸二甲酯、乙酸乙酯、羟乙基化脂肪胺和二乙氧基苯乙酮酯混合均匀,高速搅拌充分混合,置于密炼机于135℃炼化30min,得到第一预制备液;s2、配置第二预制备液:将油酸钾、二苯基乙酮和苯甲酸钠混合搅拌均匀,加入到
反应釜中,保持反应釜内温度在88℃,保温30min,得到第二预制备液;s3、制备防污涂层溶液:将si得到的第一预制备液和s2得到的第二预制备液混合搅拌均匀,得到防污涂层溶液;s4、涂覆:利用喷枪将s3得到的防污涂层溶液喷涂在盒盖2的表面;s5、烘干:将s4得到的盒盖2在通风状态下进行烘12h。
46.对实施例2
‑
8中涂覆有防污涂层的盒盖2进行表面硬度和剥离强度的测试,为了便于比较,所有实施例的数据基于实施例2的数据进行归一化。
47.表1 表面硬度剥离强度实施例2100%100%实施例399%98%实施例499%98%实施例5103%105%实施例698%102%实施例798%97%实施例8979%99%由上可知,由于实施例5中盒盖2的表面硬度和剥离强度的测试结果比其他实施例中涂覆有防污涂层的盒盖2要高,故实施例5中给出的防污涂层的制备方法是最优选择。
48.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1