一种纸尿裤及其生产工艺的制作方法
1.本申请涉及纸尿裤的领域,更具体地说,它涉及一种纸尿裤及其生产工艺。
背景技术:
2.纸尿裤的用户群体包括有婴儿和成年人两大类,随着近年来中国老年人口的不断增加,失禁患者的人数也在增长,对于成年人纸尿裤的产量和性能需求也在不断提高。
3.纸尿裤的核心关键技术在于“芯体”,市面上的纸尿裤棉芯层普遍由绒毛浆和高分子吸水树脂混合在一起构成吸收层,再通过面层和底层上下包裹压合而成。目前,棉芯部分的吸收材料多选用普通无纺布,纸尿裤对尿液的吸收速率较慢,尿液的下渗速率不能满足成人排尿量和排尿速率的要求,引起侧漏、不适等困扰。
技术实现要素:
4.为了提高纸尿裤对水分的吸收效率,本申请提供一种纸尿裤及其生产工艺。
5.第一方面,本申请提供一种纸尿裤,采用如下的技术方案:一种纸尿裤,包括面料底膜、侧翼护围、前腰贴、后腰贴和芯体,所述芯体包括第一棉芯和第二棉芯,所述第二棉芯层设于第一棉芯的中部,所述第一棉芯背向第二棉芯的上表面贴覆有非织造类材料,所述非织造类材料采用表面处理剂浸轧处理而得,所述表面处理剂由以下步骤制备而成:将重量份数为56份
‑
62份甲基丙烯酸十八烷基酯与重量份数为16份
‑
25份聚乙二醇超声混合,超声时间为5min
‑
10min,随后滴加重量份数为3份
‑
8份的乙烯基双硬脂酰胺,在130℃
‑
145℃温度条件下搅拌2h
‑
3h,即得表面处理剂。
6.通过采用上述技术方案,表面处理剂对纤网进行浸轧处理过程中,甲基丙烯酸十八烷基酯含有大量的羟基亲水基团,利用聚乙二醇将甲基丙烯酸十八烷基酯结合到非织造类材料的纤维表面,提高亲水性,使水分子与非织造类材料纤维的结合度提高,提高吸水率和下渗效果,从而使水分在纸尿裤芯体的渗透速率提高。
7.优选的,所述第一棉芯和第二棉芯采用超声波粘合复合而成,所述非织造类材料和第一棉芯采用超声波粘合复合而成,所述第一棉芯朝向第二棉芯一面以及非织造类材料朝向第一棉芯的一面经针刺或起毛处理,使其具有单面毛羽结构,所述第一棉芯的毛羽结构伸入第二棉芯内部,所述非织造类材料的毛羽结构伸入第一棉芯内部。
8.通过采用上述技术方案,使非织造类材料的毛羽深入第一棉芯内,第一棉芯的毛羽深入第二棉芯内部,毛羽吸水效果好,利用毛羽对水流提供连接和导流作用,作为芯体内部的水分子流动通道,加快水流在不同层之间的渗透速率,提高纸尿裤对水分的吸收速率。
9.优选的,所述非织造类材料为纤网,所述纤网采用水刺非织造布工艺制备而成,所述纤网的面密度为80g/m2‑
120g/m2。
10.通过采用上述技术方案,采用水刺非织造工艺生产纤网,其生产效率高,缠结点多,不损伤纤维,可以获得高韧性、高强度和吸收性好的纤网。
11.优选的,所述纤网由高湿模量粘胶纤维、壳聚糖纤维和羧甲基纤维素钠纤维按质
量比为6:3:2的比例制备而成。
12.通过采用上述技术方案,限定高湿模量粘胶纤维、壳聚糖纤维和羧甲基纤维素钠纤维按质量比为6:3:2的比例制备纤网,由于高湿模量粘胶纤维、羧甲基纤维素钠纤维和壳聚糖纤维均具有较高的吸水和锁水性能,增加纤网纤维与水分子的亲和度,可以获得吸水速率快的纸尿裤。
13.优选的,所述第一棉芯朝向非织造类材料一面胶黏有沸石粉。
14.通过采用上述技术方案,沸石粉的吸水性能优越,可以快速吸收水分,并将水分传递到下层的吸水树脂,可以保证纸尿裤与皮肤接触部位的干爽性,纸尿裤的吸水量和下渗速率提高。
15.优选的,所述第一棉芯由绒毛浆纤维、交联聚丙烯酸和贝壳粉按质量比为25:20:3的比例制备而成。
16.通过采用上述技术方案,采用绒毛浆纤维和交联聚丙烯酸制备芯体的第一棉芯,可以提高纸尿裤的吸水量;同时采用贝壳粉在第一棉芯内部自然吸附水分子,可以将水分锁在第一棉芯内部,避免水分子渗漏到非织造类材料表面,从而可以提高纸尿裤的干爽性。
17.优选的,所述第二棉芯由木浆纤维和交联聚丙烯酸按质量比为4:3的比例混合而成。
18.通过采用上述技术方案,采用绒毛浆纤维和交联聚丙烯酸制备芯体的第二棉芯,可以提高纸尿裤的吸水量。
19.第二方面,本申请提供一种纸尿裤的生产工艺,采用如下的技术方案:一种纸尿裤的生产工艺,包括以下步骤:s1、将所述非织造类材料浸入表面处理剂中,控制温度体系为85℃
‑
95℃,浸轧时间为40min
‑
60min,随后水洗4次
‑
6次,在温度为60℃
‑
75℃条件下热风烘干;s2、在成型仓中采用所述第一棉芯包裹第二棉芯,在所述第一棉芯外表面包裹步骤一获得的非织造类材料,并进行压合、分切,即得成型的所述芯体;s3、分切拒水布形成立体护围结构,分切pe膜形成侧翼,将侧翼与立体围护复合形成侧翼护围;s4、制备前腰贴和后腰贴;s5、分切pe膜形成面料底膜;s6、将面料底膜、侧翼护围、前腰贴、后腰贴和芯体复合形成纸尿裤。
20.通过采用上述技术方案,将非织造类材料预先经过表面处理剂浸轧处理,可以提高非织造类材料纤维与水分子的结合度,从而提高水分子在纸尿裤的扩散速率。
21.优选的,所述步骤s2中,在所述第一棉芯包裹在第二棉芯外侧后,对所述第一棉芯和第二棉芯采用超声波粘合复合,对所述第一棉芯朝向第二棉芯一面做针刺或起毛处理;在所述非织造类材料包裹在第一棉芯外侧后,对所述非织造类材料和第一棉芯采用超声波粘合复合,对所述非织造类材料朝向第一棉芯的一面做针刺或起毛处理。
22.通过采用上述技术方案,利用超声波粘合方式复合,可以减少胶黏剂的使用量,提高纸尿裤的透气性,通过对非织造类材料和第一棉芯做针刺或起毛处理,以形成毛羽结构,毛羽结构可以对水分子提供导流通道,加快水分子的扩散,提高纸尿裤的吸收速率。
23.优选的,在所述步骤s2中,在所述非织造类材料包裹第一棉芯之前,在所述第一棉
芯背向第二棉芯的上表面胶黏沸石粉。
24.通过采用上述技术方案,费石粉可以增加纸尿裤的吸水量,同时提高芯体表面的干爽性,提高穿戴舒适感。
25.综上所述,本申请具有以下有益效果:1、表面处理剂对纤网进行浸轧处理过程中,甲基丙烯酸十八烷基酯含有大量的羟基亲水基团,利用聚乙二醇将甲基丙烯酸十八烷基酯结合到非织造类材料的纤维表面,提高亲水性,使水分子与非织造类材料纤维的结合度提高,提高吸水率和下渗效果,从而使水分在纸尿裤芯体的渗透速率提高。
26.2、使非织造类材料的毛羽深入第一棉芯内,第一棉芯的毛羽深入第二棉芯内部,毛羽吸水效果好,利用毛羽对水流提供连接和导流作用,作为芯体内部的水分子流动通道,加快水流在不同层之间的渗透速率,提高纸尿裤对水分的吸收速率。
27.3、采用贝壳粉在第一棉芯内部自然吸附水分子,可以将水分锁在第一棉芯内部,避免水分子渗漏到非织造类材料表面,从而可以提高纸尿裤的干爽性。
附图说明
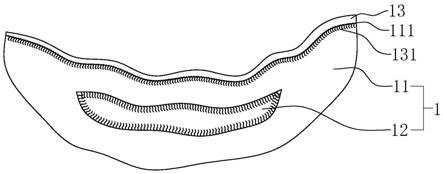
28.图1是本申请实施例中的一种纸尿裤中芯体的剖面结构示意图。
29.图中,1、芯体;11、第一棉芯;111、沸石粉;12、第二棉芯;13、纤网;131、毛羽结构。
具体实施方式
30.以下结合实施例对本申请作进一步详细说明。
31.表1
‑
实施例中原料的来源和型号原料名称型号厂家甲基丙烯酸十八烷基酯rt4498济南普莱华化工有限公司乙烯基双硬脂酰胺cas:110
‑
30
‑
5南通润丰石油化工有限公司交联聚丙烯酸诺誉940广州共桦化工有限公司聚丙烯酸酯——寿光市昊诚防水材料有限公司甲基纤维素cas:9004
‑
67
‑
5佛山化工有限公司制备例制备例1一种表面处理剂,由以下步骤制备而成:将58kg甲基丙烯酸十八烷基酯与25kg聚乙二醇超声混合,超声时间为5min,随后滴加3kg的乙烯基双硬脂酰胺,在145℃温度条件下搅拌2h,即得表面处理剂。
32.制备例2一种表面处理剂,由以下步骤制备而成:将56kg甲基丙烯酸十八烷基酯与16kg聚乙二醇超声混合,超声时间为10min,随后滴加5kg的乙烯基双硬脂酰胺,在130℃温度条件下搅拌3h,即得表面处理剂。
33.制备例3一种表面处理剂,由以下步骤制备而成:将62kg甲基丙烯酸十八烷基酯与22kg聚乙二醇超声混合,超声时间为10min,随后滴加8kg的乙烯基双硬脂酰胺,在135℃温度条件
下搅拌3h,即得表面处理剂。实施例
34.实施例1
‑
3一种纸尿裤,参照图1,采用以下生产工艺制备获得:s1、制备芯体1原材料:s1.1利用热轧非织造布工艺制备而成纤网13,纤网13由表2所示原料制备而成,纤网13的面密度参照表2,将纤网13浸入制备例1获得的表面处理剂中,按表2所记载控制体系温度,浸轧时间参照表2所示,随后水洗,水洗次数参照表2所示,在表2所示温度条件下热风烘干;s1.2将木浆纤维粉碎后,加入聚丙烯酸酯,随后在成型仓中成型第一棉芯11,木浆纤维和聚丙烯酸酯的质量比为5:4;s1.3将木桨纤维粉碎后,加入甲基纤维素,随后在成型仓中成型第二棉芯12,木浆纤维和甲基纤维素的质量比为4:3;s2、在成型仓中采用第一棉芯11包裹第二棉芯12,第二棉芯12层设于第一棉芯11的中部,对第一棉芯11和第二棉芯12采用超声波粘合复合,在第一棉芯11上表面贴覆步骤一获得的纤网13,对纤网13和第一棉芯11采用超声波粘合复合,并进行压合、分切,即得成型的芯体1;s3、分切拒水布形成立体护围结构,分切pe膜形成侧翼,将侧翼与立体围护复合形成侧翼护围;s4、制备前腰贴和后腰贴;s5、分切pe膜形成面料底膜;s6、将面料底膜、侧翼护围、前腰贴、后腰贴和芯体1复合形成纸裤。
35.表2
‑
实施例1
‑
3中各组分、含量及工艺参数汇总
项目实施例1实施例2实施例3表面处理剂制备例1制备例2制备例3s1中纤网原料高湿模量粘胶纤维羧甲基纤维素钠纤维高湿模量粘胶纤维s1中纤网面密度(g/m2)80100120s1中体系温度(℃)958590s1中浸轧时间(min)405060s1中水洗次数(次)465s1中烘干温度(℃)756065
实施例4一种纸尿裤,参照图1,与实施例3的区别在于,在步骤s2中,对第一棉芯11和第二棉芯12采用超声波粘合复合后,对第一棉芯11朝向第二棉芯12一面做针刺或起毛处理,使其具有单面毛羽结构131,第一棉芯11的毛羽结构131伸入第二棉芯12内部;对纤网13和第一棉芯11采用超声波粘合复合后,对纤网13朝向第一棉芯11的一面做针刺或起毛处理,使其具有单面毛羽结构131,纤网13的毛羽结构131伸入第一棉芯11内部。
36.实施例5一种纸尿裤,参照图1,与实施例3的区别在于,纤网13由针刺非织造布工艺制备而
成。
37.实施例6一种纸尿裤,参照图1,与实施例3的区别在于,纤网13由水刺非织造布工艺制备而成。
38.实施例7一种纸尿裤,参照图1,与实施例3的区别在于,纤网13由高湿模量粘胶纤维、壳聚糖纤维和羧甲基纤维素钠纤维按质量比为5:1:3的比例制备而成。
39.实施例8一种纸尿裤,参照图1,与实施例3的区别在于,纤网13由高湿模量粘胶纤维、壳聚糖纤维和羧甲基纤维素钠纤维按质量比为6:4:3的比例制备而成。
40.实施例9一种纸尿裤,参照图1,与实施例3的区别在于,纤网13由高湿模量粘胶纤维、壳聚糖纤维和羧甲基纤维素钠纤维按质量比为6:3:2的比例制备而成。
41.实施例10一种纸尿裤,参照图1,与实施例3的区别在于,在步骤s2中,在纤网13包裹第一棉芯11之前,在第一棉芯11背向第二棉芯12的上表面胶黏有沸石粉111。
42.实施例11一种纸尿裤,参照图1,与实施例3的区别在于,在步骤s1.2中,木浆纤维采用绒毛浆纤维替代,聚丙烯酸酯采用交联聚丙烯酸替代。
43.实施例12一种纸尿裤,参照图1,与实施例3的区别在于,在步骤s1.2中,木浆纤维采用绒毛浆纤维替代,聚丙烯酸酯采用交联聚丙烯酸替代,还添加有贝壳粉,贝壳粉与交联聚丙烯酸同时加入体系中,绒毛浆纤维、交联聚丙烯酸和贝壳粉的质量比为25:20:3。
44.实施例13一种纸尿裤,参照图1,与实施例3的区别在于,在步骤s1.2中,木浆纤维采用绒毛浆纤维替代,甲基纤维素采用交联聚丙烯酸替代。
45.实施例14一种纸尿裤,参照图1,采用以下生产工艺制备获得:s1、制备芯体1原材料:s1.1利用水刺非织造布工艺制备而成纤网13,纤网13由高湿模量粘胶纤维、壳聚糖纤维和羧甲基纤维素钠纤维按质量比为6:3:2的比例制备而成,纤网13的面密度为120g/m2,将纤网13浸入制备例3获得的表面处理剂中,控制体系温度为90℃,浸轧时间为60min,随后水洗5次,,在65℃温度条件下热风烘干;s1.2将绒毛浆纤维粉碎后,加入交联聚丙烯酸和贝壳粉,随后在成型仓中成型第一棉芯11,绒毛浆纤维、交联聚丙烯酸和贝壳粉的质量比为25:20:3;s1.3将绒毛浆纤维粉碎后,加入交联聚丙烯酸,随后在成型仓中成型第二棉芯12,绒毛浆纤维和交联聚丙烯酸的质量比为4:3;s2、在成型仓中采用第一棉芯11包裹第二棉芯12,第二棉芯12位于第一棉芯11的中部,对第一棉芯11和第二棉芯12采用超声波粘合复合,并对第一棉芯11朝向第二棉芯12
一面做针刺或起毛处理,使其具有单面毛羽结构131,第一棉芯11的毛羽结构131伸入第二棉芯12内部;在第一棉芯11背向第二棉芯12的上表面胶黏沸石粉111,随后在第一棉芯11上表面贴覆步骤一获得的纤网13,对纤网13和第一棉芯11采用超声波粘合复合,并对纤网13朝向第一棉芯11的一面做针刺或起毛处理,使其具有单面毛羽结构131,纤网13的毛羽结构131伸入第一棉芯11内部,最后进行压合、分切,即得成型的芯体1;s3、分切拒水布形成立体护围结构,分切pe膜形成侧翼,将侧翼与立体围护复合形成侧翼护围;s4、制备前腰贴和后腰贴;s5、分切pe膜形成面料底膜;s6、将面料底膜、侧翼护围、前腰贴、后腰贴和芯体1复合形成纸尿裤。
46.对比例对比例1一种纸尿裤,参照图1,与实施例3的区别在于,纤网13未经制备例3获得的表面处理剂浸轧处理。
47.性能检测试验1、吸收速率性能试验:取20kg水、0.4kg尿素和0.2kg无机盐,搅拌混合,制得模拟尿液样品,针对不同实施例和对比例获得的纸尿裤试验品,取120ml模拟尿液样品,在3s内全部倒入纸尿裤中部,从开始倒水计时,直至纸尿裤的芯体表面无水时停止计时,记录得到渗水时间t(s);2、干爽性能试验:取20kg水、0.4kg尿素和0.2kg无机盐,搅拌混合,制得模拟尿液样品,针对不同实施例和对比例获得的纸尿裤试验品,取120ml模拟尿液样品,在15s内全部倒入纸尿裤中部,20s后,取直径为5cm的圆形单层纸巾作为实验纸巾,称取初始重量为m0,以25n的力向下马上弹回,称取纸巾重量m1,得到差重
△
m=m1‑
m0;3、吸水率性能试验:采用gb/t21655.1
‑
2008《纺织品吸湿速干性的评定》检测实施例和对比例中纸尿裤芯体的吸水率(%)。
48.表3
‑
实施例和对比例的试验数据汇总检测项目渗水时间t(s)纸巾差重
△
m(g)吸水率(%)实施例18.90.28280实施例27.80.26290实施例37.50.25290实施例45.30.15310实施例57.80.25290实施例67.10.18290实施例77.10.23290实施例87.00.20280实施例95.70.17320实施例106.30.21295实施例116.30.22330实施例126.20.16340
实施例136.20.21330实施例144.80.09350对比例113.10.42260根据表3中实施例3和对比例1的数据对比可知,通过采用制备例3获得的表面处理剂对纤网13进行浸轧处理,甲基丙烯酸十八烷基酯含有大量的羟基亲水基团,利用聚乙二醇将甲基丙烯酸十八烷基酯结合到纤网13的纤维表面,提高亲水性,使水分子与纤网13纤维的结合度提高,提高吸水率和下渗效果,从而使水分在纸尿裤芯体1表面的渗透速率提高。
49.根据表3中实施例3
‑
4的数据对比可知,通过对纤网13和第一棉芯11采用针刺或起毛处理,使纤网13的毛羽结构131深入第一棉芯11内,第一棉芯11的毛羽结构131深入第二棉芯12内部,毛羽结构131吸水效果好,利用毛羽结构131对水流提供连接和导流作用,作为芯体1内部的水分子流动通道,加快水流在不同层之间的渗透速率,提高纸尿裤对水分的吸收速率。
50.根据表3中实施例3、7
‑
9的数据对比可知,通过采用高湿模量粘胶纤维、壳聚糖纤维和羧甲基纤维素钠纤维按质量比为6:3:2的比例制备纤网13,由于高湿模量粘胶纤维、羧甲基纤维素钠纤维和壳聚糖纤维具有较高的吸水和锁水性能,同时增加纤网13纤维与水分子的亲和度,可以获得吸水率和下渗速率高的纸尿裤。
51.根据表3中实施例3、10的数据对比可知,通过在第一棉芯11上表面胶黏沸石粉111,沸石粉111的吸水性能优越,可以快速吸收水分,并将水分传递到下层的吸水树脂,可以保证纸尿裤与皮肤接触部位的干爽性,纸尿裤的吸水率和下渗速率提高。
52.根据表3中实施例3、11、13的数据对比可知,采用绒毛浆纤维和交联聚丙烯酸制备芯体1的吸水层,可以提高纸尿裤的吸水率。
53.根据表3中实施例11和12的数据对比可知,将贝壳粉加入到第一棉芯11的原料组分中,采用贝壳粉在第一棉芯11内部自然吸附水分子,可以将水分锁在第一棉芯11内部,避免水分子渗漏到纤网13表面,从而可以提高纸尿裤的干爽性。
54.本具体实施例仅仅是对本申请的解释,其并不是对本申请的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本申请的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1