用于制造牙齿替换部件的方法与流程
1.本发明涉及一种用于制造牙齿替换部件的方法、一种cam加工装置、一种cad/cam加工系统以及一种用于控制用于制造牙齿替换部件的cam加工装置的计算机程序。
背景技术:
2.通常使用合适的加工装置(例如,单主轴cam加工装置)由坯件制造牙齿替换部件,例如牙冠、牙桥或嵌体。这种坯件包括由牙齿修复材料制成的坯件本体。
3.为了制造牙齿替换部件,使用旋转销状材料去除加工工具机加工坯件本体,该旋转销状材料去除加工工具例如能够在三个正交空间方向上移动。这些空间方向之一通常是加工工具的旋转轴线。由于天然牙齿的决定性结构,牙齿替换部件通常同样具有复杂的外表面结构,并且在存在凹部或内腔的情况下还具有复杂的内表面结构,该外表面结构和内表面结构特别地可以是弯曲的。为了能够由坯件本体机加工相应的弯曲表面,特别是底切,加工工具通常必须从不同的空间方向与坯件本体接合。然而,这与以下问题相关联:一方面,对应的加工相对较长,另一方面,由于不准确,经常需要对表面过渡部手动进行二次机加工。在从不同空间方向使用加工工具时,例如由工具偏转引起对应的不准确性,所述工具偏转通常由机加工加工工具在其外表面处执行的切削引起。
4.de 10 2009 001 428 a1公开了一种用于由牙坯制造牙齿修复体的牙科机器。在牙科机器中,两个牙科工具布置在牙坯的相对两侧上并在公共工具轴线上排列,并且牙坯布置在相对于工具轴线倾斜一角度的进给轴线上。
5.wo 2018/029244 a1公开了一种用于制造牙齿替换部件的坯件。
6.wo 2014/058874 a1公开了一种用于由工件铣削制造牙科物品的铣床。在铣床中,在工件的相对两侧上布置有两个牙科工具,并且每个牙科工具均具有三个自由度,其中工件在空间上是固定的。
技术实现要素:
7.本发明的目的是使得能够由坯件改进制造牙齿替换部件。
8.该目的是通过根据权利要求1所限定的方法来实现的。进一步的发展在从属权利要求中限定。
9.本发明提供一种使用cam加工装置由坯件制造牙齿替换部件的方法。坯件包括由牙齿修复材料制成的坯件本体。cam加工装置包括用于将坯件定位在加工位置中的保持装置。
10.cam加工装置还包括能够绕第一纵向工具轴线旋转的第一销状材料去除加工工具和能够绕第二纵向工具轴线旋转的第二销状材料去除加工工具,用于由坯件机加工牙齿替换部件。
11.两个纵向工具轴线在机加工期间彼此耦合(coupled),使得两个纵向工具轴线彼此平行地定向。
12.在加工位置中,两个加工工具在机加工期间至少暂时地同时从相对两侧与坯件本体相接触,并且根据待机加工的牙齿替换部件的形状,沿着垂直于两个纵向工具轴线的第一运动轴线和平行于两个纵向工具轴线的第二运动轴线移动。
13.该方法包括改变加工位置中的坯件本体相对于两个加工工具的取向的步骤。改变步骤包括将坯件本体和加工工具相对于彼此从第一加工取向定向成第二加工取向的第一定向。相对于坯件本体在第二加工取向上相对于两个加工工具的取向,坯件本体在第一加工取向上相对于两个加工工具的取向绕垂直于两个运动轴线的枢转轴线枢转。
14.在此,“牙齿替换部件”被理解为是指用于修复牙科的假牙,例如牙冠、牙桥或嵌体。
[0015]“cam加工装置”在此被理解为特别是指用于加工坯件以便制造牙齿替换部件的程序控制的机器。本加工装置构造成同时使用至少两个加工工具。因此,在存在两个加工工具的情况下,加工装置是双主轴加工装置。
[0016]“加工工具”,也称为“材料去除加工工具”,被理解为特别是指用于cam加工装置的工具,该工具用于机加工坯件以制造牙齿替换部件。
[0017]
这种类型的加工工具可以是例如铣削工具,所述铣削工具具有至少一个轮廓分明的切削刃,该切削刃被设定为由于铣削工具的旋转、例如由于铣削工具绕铣削工具的纵向轴线的旋转而旋转。这种加工工具例如可以是磨削工具,与铣削工具相比,磨削工具不具有轮廓分明的切削刃,而是具有由研磨加工表面形成的轮廓不明确的切削刃。例如,加工表面可以用研磨颗粒覆盖,例如具有特定粒度的金刚石,由此形成轮廓不明确的切削刃。轮廓不明确的切削刃被设定为由于研磨工具的旋转、例如由于磨削工具绕磨削工具的纵向轴线的旋转而旋转。在上述两个实施例中,可能有利的是,使用加工工具的外表面而不是端面,特别地不是端面的中心区域来执行机加工。在绕加工工具的纵向轴线旋转的情况下,外表面具有最大的旋转速度,而端面的中心的旋转速度接近于零。
[0018]
这些实施例可以具有以下优点:它们使得能够通过两个加工工具同时加工坯件,特别是从相对两侧同时加工坯件。因此,与仅使用一个加工工具的加工相比,从坯件本体机加工牙齿替换部件所需的加工时间可以显著减少。在理想情况下,加工时间因此减半。例如,两个加工工具从相对两侧加工坯件本体,其中,一个加工工具例如机加工牙齿替换部件的上侧,而第二个加工工具机加工牙齿替换部件的下侧。
[0019]
机加工期间两个纵向工具轴线的耦合使得可以使用紧凑的cam加工装置,可以使得其机械结构比较简单,这是因为例如不需要两个加工工具的旋转轴线能够彼此独立地枢转离开平行取向。
[0020]
对应简化的结构不仅经济,而且同时减少了可能的磨损部件和/或故障的数量,由此装置整体上不易于出现故障并因此需要较少的维护。特别地,因此也可以延长使用寿命。
[0021]
然而,同时,这些实施例还可以改变加工工具在坯件本体处的接触角。在此,加工工具在坯件本体上的放置在加工期间连续地改变,例如以便能够在待机加工的牙齿替换部件的赤道之后进行机加工。以这种方式,可以避免在由各个加工工具加工的牙齿替换部件的区域之间的待机加工的表面的曲率中出现硬过渡部,例如不规则形式的硬过渡部,诸如非连续部。不同的接触角是因坯件本体相对于两个加工工具的取向的改变而引起的。在此,坯件本体原则上可以相对于两个加工工具绕枢转轴线枢转,和/或两个加工工具可以与其
耦合的旋转轴线一起同时地相对于坯件本体绕枢转轴线枢转。改变接触角使得能够在不改变加工工具与坯件本体接触的空间方向的情况下到达待机加工的牙齿替换部件的不同区域。同时,通过改变接触角,可以确保加工工具始终通过其外表面接触坯件材料并机加工坯件材料,而不受待机加工的牙齿替换部件的表面几何形状的影响。这具有可以显著延长加工工具的使用寿命的优点,这是因为外表面具有最大旋转速度。相比之下,加工工具的端面的中心区域的旋转速度为零或接近于零,所述中心区域位于加工工具的旋转轴线上。在这些区域与牙齿修复材料接触的情况下,所述区域经受对应加工工具的最大加载,这可能导致快速磨损。
[0022]
根据实施例,第一定向包括使坯件本体相对于两个加工工具的取向从第一加工取向枢转成第二加工取向,同时在机加工期间两个加工工具中的至少一个进给移动通过坯件本体的牙齿修复材料。
[0023]
这些实施例可以具有以下优点:通过在两个加工工具中的至少一个移动通过牙齿修复材料的同时改变取向,使得在机加工期间接触角可以连续地改变。而且在待加工的牙齿替换部件的表面区域的曲率变化的情况下,接触角因此可以以适应曲率变化的方式改变。结果,可以确保始终使用最佳接触角。当选择接触角时优化接触角,使得加工工具的端面的中心区域不与牙齿修复材料接触,或者倘若加工工具端面与牙齿修复材料接触,则使得所述加工工具不垂直于其端面的中心区域进给。
[0024]
根据实施例,改变坯件本体相对于两个加工工具的取向包括通过保持装置使坯件本体绕枢转轴线枢转。
[0025]
这些实施例可以具有以下优点:在通过坯件的保持装置实施枢转的情况下,可以更简单地构造用于保持和旋转加工工具的保持和驱动装置。换言之,加工工具的对应保持和驱动装置不必能够绕另外的轴线旋转来实现枢转。特别地,因此可以降低对应元件或装置的复杂性。坯件本体的保持装置例如构造成使坯件独立于加工工具的保持和驱动装置的运动而枢转,无需额外实施进一步旋转,例如无需额外实施与加工工具一样的进一步旋转。
[0026]
根据实施例,改变坯件本体相对于两个加工工具的取向包括使两个加工工具绕枢转轴线枢转。
[0027]
这些实施例可以具有仅加工工具或加工工具的保持和驱动装置构造成执行旋转或枢转运动的优点。因此,可以减少能够彼此独立运动的装置元件的数量。特别地,可以简单地构造坯件本体的保持装置,这是因为它不必实施额外的旋转或枢转运动。
[0028]
根据实施例,进行取向的改变至少是为了通过第一加工工具机加工牙齿替换部件的外表面的第一区域,所述第一区域包括第一重叠区域,该第一重叠区域将由两个加工工具加工。
[0029]
实施例可以具有以下优点:尽管要被机加工的牙齿替换部件的表面具有变化曲率,但是通过改变取向,可以使得被称为重叠区域的牙齿替换部件的加工区域能够被两个加工工具接近。例如,对应的弯曲部可以具有底切。如果加工工具之一对于给定的接触角在平行于特定加工工具的旋转轴线的表面区域的方向上进给时,由于曲率而导致不能通过沿正交空间轴线的最大三轴运动到达所述表面区域,则提供对应的底切。在此,这些实施例可以特别具有以下优点:可以由两个加工工具从相反方向加工对应的重叠区域,由此可以使该区域中的过渡部更加均匀。对应的重叠区域构成了只能由两个加工工具中的一个加工工
具加工(即单独地加工)的区域之间的边界区域。通过将只能由单个加工工具加工的区域之间的边界区域形成为重叠区域,可以在单独地加工的对应区域之间提供均匀的过渡部。特别地,因此可以在该区域中机加工均匀的曲率,由此可以最小化或完全避免二次机加工的需要或费用。
[0030]
根据实施例,改变取向还包括使坯件本体和加工工具相对于彼此在第三加工取向上定向的第二定向。相对于坯件本体在第二加工取向上相对于两个加工工具的取向,坯件本体在第三加工取向上相对于两个加工工具的取向沿着与第一枢转角相反的枢转方向绕枢转轴线枢转了第二枢转角。提供第二定向至少是为了通过第二加工工具二次机加工由第一加工工具机加工的第一重叠区域。
[0031]
这些实施例可以具有以下优点:通过取向的第二次改变,可以确保在重叠区域的区域中,特别是在第一重叠区域中,通过两个加工工具进行加工。特别地,可以确保两个加工工具可以以相同和/或相当的接触角与牙齿修复材料相接触。因此,相同的曲率可以由两个加工工具以相同的接触角利用相反的进给运动加工。
[0032]
根据实施例,第二定向包括将坯件本体相对于两个加工工具的取向从第二加工取向枢转成第三加工取向,同时在机加工期间两个加工工具中的至少一个进给通过坯件本体的牙齿修复材料。
[0033]
这些实施例可以具有以下优点,即第二加工工具的接触角可以随着所述第二加工工具与坯件本体的接触而改变,同时由该特定加工工具进行机加工。接触角因此可以在机加工期间改变并且最佳地适应于在重叠区域的区域中待机加工的牙齿替换部件的表面的曲率,特别是变化的曲率。
[0034]
根据实施例,牙齿替换部件的赤道延伸穿过第一重叠区域,并且在坯件本体的第二加工取向上限定牙齿替换部件垂直于两个工具轴线的最大范围。作为由两个加工工具加工的结果,第一重叠区域至少沿着垂直于赤道的方向具有连续的曲率。
[0035]
这些实施例可以具有以下优点:可以在赤道的区域中机加工连续曲率。例如,这种赤道构成了牙齿替换部件的外表面中的底切。由于赤道的切线不与赤道正上方或正下方的垂直于绕牙齿替换部件的赤道的周向方向的任何表面相交,因此带有与切线重合或平行于切线延伸的旋转轴线的加工工具在三轴运动的情况下最多也可能与赤道一侧的表面接触。赤道通常体现为一条线并绕牙齿替换部件延伸。根据实施例,赤道可以与牙齿替换部件的制备线重合。根据替代实施例,赤道不具有与牙齿替换部件的制备线相交的任何交点。根据实施例,封闭赤道的直径至少在一些区段中大于封闭制备线的直径。
[0036]
根据实施例,与包括第一重叠区域的牙齿替换部件的第一区域的机加工同时地,牙齿替换部件的外表面的第二区域由第二加工工具机加工并且包括第二重叠区域。第二重叠区域可由两个加工工具加工。牙齿替换部件的赤道延伸穿过第二重叠区域,两个区域布置在牙齿替换部件的相互相对的两侧上。
[0037]
这些实施例可以具有以下优点:两个加工工具沿着平行的加工路径加工坯件本体,其中对应加工路径的开始区域和结束区域均由重叠区域形成,例如形成在牙齿替换部件的赤道的区域中。因此可以确保由两个加工工具在它们各自的加工路径的开始区域和结束区域中执行加工,这是因为两个加工工具的加工路径在该区域重叠。因此可以使一个加工工具的开始区域和另一个加工工具的结束区域之间的过渡部是均匀的,即具有连续的曲
率。例如,因此可以减少和/或完全避免在这些区域中执行二次机加工的需要。
[0038]
进行取向的改变至少是为了在牙齿替换部件的表面中机加工出底切。
[0039]
根据实施例,其中机加工出底切的表面是牙齿替换部件中的凹部中的内表面。如果坯件本体和两个加工工具相对于彼此定向在第二加工取向上,则待机加工的底切包括凹部的区域,在沿第一运动轴线到凹部中的方向考虑时凹部的该区域垂直于第一运动轴线的范围增大。
[0040]
这些实施例可以具有以下优点:底切不仅可以在牙齿替换部件的外表面的区域中被机加工,例如以赤道线的形式,而且也可以在凹部或内腔的内表面中被机加工。这里的原理与外表面的情况相同。通过改变坯件本体和加工工具的相对取向,至少机加工对应凹部的加工工具的接触角可以改变。因此也可以在待机加工的相应凹部的内表面中机加工底切。特别地,可以优化接触角,即可以确保加工工具的端面不与牙齿修复材料相接触,或者可以最小化对应的接触。
[0041]
与底切无关,这些实施例还可具有以下优点:通过在牙齿替换部件的凹部中加工陡峭的和/或甚至竖直的表面区域的情况下改变接触角,可以确保防止加工工具的端面与牙齿修复材料相接触和/或将发生这种情况的风险降至最低。由此可以减小加工工具上的应力,并增加使用寿命。
[0042]
根据实施例,两个加工工具均在垂直于两个工具轴线的平行运动平面中以多个加工路径沿着两个加工轴线相继地移动通过牙齿修复材料。对于多个加工路径中的每个,单独执行坯件本体相对于两个加工工具的取向的改变。
[0043]
这些实施例可以具有以下优点:可以从坯件本体中有效且高效地分区段机加工牙齿替换部件,其中可以确保在机加工有问题的区域(例如陡峭的外表面、内表面和/或底切)时,可以以使得最小化或甚至防止加工工具的端面和牙齿修复材料之间接触的方式优化接触角。
[0044]
根据实施例,各个加工路径均被划分为路径区段。多个加工路径均包括至少一个第一路径区段,其中,当通过所述第一路径区段时,坯件本体相对于两个加工工具的取向从第一加工取向枢转成第二加工取向。加工路径还均包括至少一个第二路径区段,其中,当通过所述第二路径区段时,坯件本体和两个加工工具相对于彼此在第二加工取向上定向。
[0045]
这些实施例可以具有以下优点:第一路径区段内的接触角是变化的,而经过第二路径区段时接触角保持恒定。接触角的变化因此可以被限制在必要的范围内,由此可以简化运动顺序并且因此使得不易于出现故障。
[0046]
根据实施例,多个加工路径均包括第三路径区段,其中,当通过所述第三路径部分时,坯件本体相对于两个加工工具的取向从第二加工取向枢转成第三加工取向。
[0047]
这些实施例可以具有以下优点:接触角可以在加工的开始区域和结束区域两者中通过第一路径区段和第二路径区段改变,该第一路径区段和第二路径区段分别对应于由加工工具对牙齿替换部件进行加工的开始区域和对应加工的结束区域。特别地,接触角因此可以在第一加工工具的加工和第二加工工具的加工之间的过渡区域中改变。这些过渡区域尤其可以实施为重叠区域,所述重叠区域由两个加工工具加工。
[0048]
根据实施例,对于两个加工工具中的至少一个,加工路径均包括第四路径区段和第五路径区段。当通过第四路径区段时,坯件本体相对于两个加工工具的取向从第二加工
取向枢转成第四加工取向,并且从第四加工取向枢转返回到第二加工取向。当通过第五路径区段时,坯件本体相对于两个加工工具的取向从第二加工取向枢转成第五加工取向,并且从第五加工取向枢转返回到第二加工取向。
[0049]
相对于坯件本体在第二加工取向上相对于两个加工工具的取向,坯件本体在第四加工取向上相对于两个加工工具的取向绕枢转轴线枢转了第三枢转角。
[0050]
相对于坯件本体在第二加工取向上相对于两个加工工具的取向,坯件本体在第五加工取向上相对于两个加工工具的取向沿着与第三枢转角相反的枢转方向绕枢转轴线枢转了第四枢转角。
[0051]
牙齿替换部件的外表面的第一重叠区域和第二重叠区域在第一路径区段和第三路径区段内被加工。在第四路径区段和第五路径区段内在牙齿替换部件的凹部中加工出底切。
[0052]
这些实施例可以具有以下优点:在第四加工步骤和第五加工步骤中,例如,通过改变坯件本体和加工工具的相对取向,即通过改变加工工具的接触角,可以在牙齿替换部件的凹部的相对内表面上加工出底切。根据实施例,加工路径进一步可以仅包括对应的第四路径区段,而没有对应的第五路径区段。
[0053]
根据实施例,两个加工工具至少暂时地沿着第一运动轴线以镜像反转的方式移动。这些实施例可以具有以下优点:可以实施坯件本体的镜像反转加工,由此与仅通过单个加工工具加工坯件本体相比,可以显著提高加工速度并且相应地缩短所引起的加工时间。
[0054]
根据实施例,该方法还包括使两个加工工具和坯件本体之间沿着平行于枢转轴线的第三运动轴线相对运动。这些实施例可以具有以下优点:加工工具沿正交空间轴线的三轴运动可以仅通过加工工具的运动来实施,无需额外移动坯件本体。
[0055]
根据实施例,两个加工工具均沿着第三运动轴线移动。根据实施例,用于定位坯件的保持装置构造成使坯件本体沿着第三运动轴线移动。
[0056]
这些实施例可以具有以下优点:可以通过坯件的运动来实施沿着第三轴线的运动。换言之,例如可以通过加工工具的运动来实施双轴运动,并且可以通过坯件本体的运动来实施沿着第三轴线的相对运动,由此产生三轴运动。
[0057]
根据实施例,第一加工工具机加工牙齿替换部件的上侧,第二加工工具机加工牙齿替换部件的下侧。
[0058]
这些实施例可以具有以下优点:每个加工工具均从相反方向以平行取向与坯件本体相接触。因此可以确保加工工具可以根据先前解释的实施例通过改变相对取向而呈现相同的接触角。
[0059]
根据实施例,两个加工工具均具有端面,其中所述端面在机加工期间沿相反方向定向。
[0060]
实施例还包括一种用于由坯件制造牙齿替换部件的cam加工装置。该坯件包括由牙齿修复材料形成的坯件本体。cam加工装置包括用于将坯件定位在加工位置中的保持装置。
[0061]
cam加工装置还包括能够绕第一纵向工具轴线旋转的第一销状材料去除加工工具和能够绕第二纵向工具轴线旋转的第二销状材料去除加工工具,用于由坯件加工牙齿替换部件。两个纵向工具轴线在机加工期间彼此耦合,使得两个纵向工具轴线彼此平行定向。
[0062]
cam加工装置还包括用于控制两个加工工具对坯件的机加工的控制器。控制器构造成控制加工,使得在机加工期间两个加工工具在加工位置中至少暂时地同时从相对两侧与坯件本体相接触。根据待机加工的牙齿替换部件的形状,两个加工工具沿着垂直于两个纵向工具轴线的第一运动轴线以及沿着平行于两个纵向工具轴线的第二运动轴线进一步移动。
[0063]
控制器还构造成改变坯件本体在加工位置中相对于两个加工工具的取向。改变包括将坯件本体和加工工具相对于彼此从第一加工取向定向为第二加工取向的第一定向。坯件本体在第一加工取向上相对于两个加工工具的取向相对于坯件本体在第二加工取向上相对于两个加工工具的取向绕枢转轴线枢转了第一枢转角,该枢转轴线垂直于两个运动轴线定向。
[0064]
根据实施例,cam加工装置构造成执行用于制造牙齿替换部件的方法的前述实施例中的一个或多个。
[0065]
实施例还包括一种cad/cam加工系统,该系统包括根据前述实施例中任一个所述的cam加工装置和用于产生cad文件的cad装置。cad文件规定待制造的牙齿替换部件的cad模型,所述牙齿替换部件在牙齿替换部件的凹部的内表面中具有至少一个底切。当坯件本体和两个加工工具相对于彼此在第二加工取向上定向时,底切包括凹部的区域,该区域的垂直于第一运动轴线的范围在沿着第一运动轴线到凹部中的方向上考虑时是增大的。
[0066]
这些实施例可以具有以下优点:待制造的牙齿替换部件的cad模型可用于坯件本体的加工,该cad模型在牙齿替换部件的凹部的内表面中限定了底切。在不改变根据前述实施例的坯件本体和加工工具的相对取向的情况下,不能机加工对应的底切。因此,必须随后在其中形成底切,例如手动形成底切。在这种情况下,传统的cad模型将限定没有底切的凹部,使得所述底切只能在二次机加工步骤中形成。这些实施例可以具有以下优点:它们可以完全自动化并且另外能够在几个加工步骤中实现更快的加工,这是因为可以在机加工的过程期间机加工出底切。
[0067]
实施例还包括一种用于控制用于由坯件制造牙齿替换部件的cam加工装置的计算机程序。坯件包括由牙齿修复材料形成的坯件本体。cam加工装置包括用于将坯件定位在加工位置中的保持装置。
[0068]
cam加工装置还包括能够绕第一纵向工具轴线旋转的第一销状材料去除加工工具和能够绕第二纵向工具轴线旋转的第二销状材料去除加工工具,用于由坯件机加工牙齿替换部件。两个纵向工具轴线在机加工期间彼此耦合,使得两个纵向工具轴线彼此平行地定向。
[0069]
计算机程序包括机器可读程序指令,用于控制由cam加工装置借助于两个加工工具对坯件进行的机加工。程序指令控制加工,使得在机加工期间两个加工工具在加工位置中至少暂时地同时从相对两侧与坯件本体相接触。根据待机加工的牙齿替换部件的形状,两个加工工具沿着垂直于两个纵向工具轴线的第一运动轴线以及沿着平行于两个纵向工具轴线的第二运动轴线移动。
[0070]
机器可读程序指令进一步控制坯件本体在加工位置中相对于两个加工工具的取向的改变。改变包括使坯件本体和加工工具相对于彼此从第一加工取向定向为第二加工取向的第一定向。坯件本体在第一加工取向上相对于两个加工工具的取向相对于坯件本体在
第二加工取向上相对于两个加工工具的取向绕枢转轴线枢转了第一枢转角,所述枢转轴线垂直于两个运动轴线定向。
[0071]
根据实施例,计算机程序产品构造成执行用于制造牙齿替换部件的方法的前述实施例中的一个或多个。
附图说明
[0072]
本发明的实施例将参照附图在下文中更详细地解释,其中:
[0073]
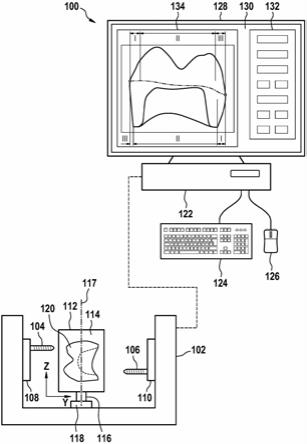
图1示出了用于制造牙齿替换部件的加工系统的示意性框图;
[0074]
图2示出了用于制造牙齿替换部件的示例性坯件;
[0075]
图3示出了用于保持坯件的示例性保持适配器;
[0076]
图4示出了坯件本体的示例性取向;
[0077]
图5示出了用于制造牙齿替换部件的示例性加工路径;
[0078]
图6示出了示例性路径区段的示意性划分;
[0079]
图7示出了坯件本体的示例性取向;
[0080]
图8示出了用于制造牙齿替换部件的示例性方法;
[0081]
图9示出了坯件本体的示例性取向;
[0082]
图10示出了用于制造牙齿替换部件的示例性方法;
[0083]
图11示出了示例性底切;和
[0084]
图12示出了加工路径的示例性轨迹。
具体实施方式
[0085]
以下实施例中彼此对应的元件将用相同的附图标记表示。
[0086]
图1示出了用于制造牙齿替换部件120的加工系统100的示意性框图。为了制造牙齿替换部件120,使用了cam加工装置102,该cam加工装置由计算机122控制。计算机122例如包括一个或多个处理器和一个或多个存储器,所述存储器中存储了用于控制cam加工装置102的机器可读程序指令。此外,计算机122可以构造为cad装置并且可以包括用于创建cad模型134的机器可读程序指令。一个或多个对应的cad模型134存储在计算机122的存储器中并且以3d模型的形式限定待制造的一个或多个牙齿替换部件。这些cad模型134或者通过自身构造为cad装置的计算机122创建,或者通过一个或多个外部cad装置(未示出)创建。在后一种情况下,cad模型134将已经被提供给计算机122用于从外部cad装置、例如经由网络或借助于可交换数据载体进行存储。对应的3d模型例如可以包括定义牙齿替换部件的表面、即外表面和(如果适用)内表面的三维跨越的三角形网格。对应的cad模型可以例如以通用数据格式提供,用于在各个cad/cam系统之间交换3d cad模型。这种类型的通用数据格式(诸如stl格式)例如仅包含表面和对应3d模型的三角形网格,没有进一步的附加信息。由计算机122的处理器执行机器可读程序指令,促使计算机122例如致动cam加工装置102,使得cam加工装置由坯件本体114机加工牙齿替换部件120。为此,用于加工工具104、106的控制路径由计算机122优化,以便尽可能精确和快速地并且以对加工工具104、106尽可能温和的方式由坯件112机加工牙齿替换部件120。另外,在对应路径上的枢转角被限定以便改变加工工具104、106与坯件本体114的接触角。特别地,高横向作用力和作用在加工工具104、106
的端面上的力可能导致加工工具104、106(例如铣削工具或磨削工具)的破损或损坏。cam加工装置的控制路径可以描述加工工具104、106沿着三个正交空间轴线x、y和z的任意运动,其中加工工具104、106沿着控制路径逐层移动并且在这样做时由坯件本体114机加工牙齿替换部件120。加工工具104、106的接触角另外还可以在这些路径上适应待机加工的牙齿替换部件120的特定几何形状和/或可以为此进行优化。
[0087]
计算机系统122还包括例如显示装置128(诸如监测器128)以及输入装置(诸如键盘124和鼠标126)。例如,用于待制造的牙齿替换部件120的待处理的cad模型134在监视器128上可视化。输入装置124、126允许用户选择、创建和/或更改对应的cad模型134。为此目的,例如在监视器128上提供图形用户界面130,该图形用户界面包括对应的操作元件132。例如,可以进一步使用输入装置124、126经由操作元件132开始cam加工装置102对坯件112的加工。
[0088]
cam加工装置102包括两个销状加工工具104、106,它们例如布置在cam加工装置102的相对两侧上。加工工具104、106的纵向轴线或对应加工工具104、106的旋转轴线彼此平行地定向。在所示的布置中,纵向轴线/旋转轴线平行于空间轴线z延伸。加工工具104、106均由保持装置108、110保持,所述保持装置构造成使加工工具104、106例如沿三个空间轴线移动。这三个空间轴线是彼此正交地布置的轴线x、y和z。如图1所示,两个轴向y和z位于绘图平面内,而轴线x垂直于绘图平面延伸。由牙齿修复材料制造坯件本体114形式的坯件112。坯件112例如进一步包括保持器116,坯件本体114借助于该保持器保持并通过保持装置118定位在cam加工装置102中。
[0089]
由于有限的运动学,在牙齿替换部件的两个加工侧之间存在联接部,该联接部由两个加工工具104、106之一加工。两个加工工具104、106的旋转轴线平行于轴线z相耦合。尽管如此,为了能够改变两个加工工具104、106的接触角,两个加工工具104、106相对于坯件本体114的取向绕枢转轴线117枢转。如果两个加工工具104都与坯件本体114接触,则两个加工工具104、106的接触角因此相同地改变。如果两个加工工具104、106中只有一个与坯件本体114相接触,则只有这一个加工工具104、106的接触角有效地改变。例如,可以在各个加工路径或控制路径的开始和结束处实现两个运动侧的同步,以及在这些区域中实现旋转轴线的同时运动,例如目的是为了使加工超出待制造的牙齿替换部件120的赤道。
[0090]
根据实施例,保持装置118可以构造成使得坯件本体绕平行于空间轴线y延伸的枢转轴线117枢转。可替代地,加工工具104、106的保持装置108、110可以构造成使加工工具104、106绕枢转轴线117枢转,同时保持旋转轴线的平行取向。通过对应地枢转,可以改变坯件本体114并由此改变待由其机加工的牙齿替换部件120相对于两个加工工具104、106的取向。特别地,加工工具104、106与坯件本体114的接触角可以改变。
[0091]
图2示出了用于制造牙齿替换部件120的示例性坯件112。例如如图2a所示的对应坯件可以由布置在销状保持器116上的长方体或立方体形坯件本体114构成。利用对应的销状保持器116,坯件112可以固定在cam加工装置102的旨在用于固定坯件的保持装置118中。坯件本体114可以具有对应于已知cam加工装置的常规坯件的尺寸。待制造的牙齿替换部件例如可以是用于植入物的全假体、假牙、全牙冠、部分牙冠、由多个全牙形成的牙桥、或嵌体。坯件本体114的示例性尺寸包括20mm
×
19mm
×
15.5mm、40mm
×
19mm
×
15.5mm或40mm
×
19mm
×
15.5mm。
[0092]
图2b示出了作为预制件的坯件112的替代实施例,其基本上由圆柱形坯件本体114构成。对应的坯件本体114可以例如直接固定在cam加工装置102的轴线中。图2c最后示出了坯件112的示例性本体114,其为圆形坯件或盘状坯件的形式。例如,这种圆形坯件可以具有柱形、特别是圆柱形、冰球形或颚形轮廓。可以在市场上买到例如以各种陶瓷材料制成的直径为98.5mm的标准格式的圆形坯件。然而,圆形坯件还可以具有不同的直径,例如105mm的直径。例如,圆形坯件的高度可以是13mm、16mm或22mm。圆形坯件还可以具有非圆形形状,例如基于人颌形状的轮廓。对应的圆形坯件被夹持在为此目的构造的夹持装置144中并且因此可以由cam加工装置102的保持装置118保持。根据图2c的这种圆形坯件形式的坯件112可以具有以下优点:可以由对应的坯件112机加工出多个牙齿替换部件120。在根据图2a和2b的坯件112的情况下,可以获得类似的效果,例如多个坯件本体114被夹持在旨在用于该目的的夹持适配器146中并且使用夹持装置144由cam加工装置102的保持装置118保持。
[0093]
制造图2a至2c的坯件本体114的牙齿替换材料可以是例如烧结材料,例如氧化锆烧结陶瓷、或烧结金属,例如基于cocr合金的烧结金属。可替代地,牙齿替换材料可以是最终强度材料,例如最终强度牙科陶瓷。这种最终强度的材料可以包含长石,可以类似于长石,或者可以是玻璃陶瓷。特别地,它可以由二硅酸锂玻璃陶瓷、晶体陶瓷、尤其是氧化铝和/或氧化锆构成。如果牙齿替换材料是烧结材料,则在生成规定待制造的牙齿替换部件120的尺寸的cad文件134时,必须考虑到由于为了实现相应的牙齿替换部件120的最终强度而进行的必要的最终烧结过程导致的尺寸的未来收缩。然而,如果牙齿替换材料是最终强度材料,则在生成cad文件134时不必考虑收缩,相反,cad文件可以直接规定待制造的牙齿替换部件120的所期望的端部尺寸。
[0094]
图3a示出了对应夹持装置144的示例性实施例,该夹持装置构造成将根据图2a的多个长方体坯件本体114保持在cam加工装置102中。为此,对应坯件112的保持器116例如固定在为此目的构造的夹持适配器146中。例如,对应的夹持适配器146包括多个连续编号的保持位置,在这些保持位置处,对应坯件112可以通过合适的夹持元件(例如螺钉)被牢固地夹持。夹持适配器146被夹持在夹持装置144中,该夹持装置由保持适配器140保持。保持适配器140包括条形保持器116',通过该条形保持器,根据图2a的多个坯件112可以被保持在cam加工装置102中。图3b示出了等同于图3a的保持适配器140的实施例,其中夹持适配器146构造成以夹持的方式将根据图2b的多个坯件112保持在旨在为此设置的位置处。图3c示出了仅包括根据前面的图3a和3b的保持适配器140和夹持装置144的替代实施例。夹持装置144构造成直接夹持根据图2c的圆形坯件形式的坯件112。
[0095]
图3d最后示出了一替代实施例,其中简单块体或长方体坯件本体114形式的坯件112被夹持在保持装置中。坯件112由保持装置118保持,其中连接至坯件本体114的保持器116被夹持在保持装置118中,例如通过螺钉119。被夹持的坯件112能够绕平行于空间轴线y的枢转轴线117枢转,同时坯件由在空间方向z上彼此平行地定向的两个加工工具104、106加工。这两个加工工具104、106均保持在保持装置108、110中。
[0096]
图4a和4b示出了坯件本体114的示例性取向。牙齿替换部件120将由坯件本体114机加工而成。牙齿替换部件120具有赤道200,其代表了在加工工具104、106和坯件本体114的参照取向上牙齿替换部件120垂直于加工工具104、106的旋转轴线、即垂直于空间轴线z的范围的最大线。参照图4a可以看到,在沿着空间轴线x和z运动的情况下,第一加工工具
104可以仅到达牙齿替换部件120的在赤道200上方的区域,而第二加工工具106可以仅到达牙齿替换部件的在赤道200下方的区域。在图4b中,坯件本体114已经绕垂直于绘图平面的枢转轴线枢转。因此,可以使得第一加工工具104到达赤道200下方的区域204,而第二加工工具106可以到达赤道200上方的区域202。两个区域202和204一起形成重叠区域206,由于坯件本体114绕枢转轴线的枢转,该重叠区域可以由两个加工工具104、106加工。如果适合,可以在绕枢转轴线旋转的相反方向上执行枢转。可以在待机加工的牙齿材料的两侧上找到对应的重叠区域26,或者该对应的重叠区域以绕牙齿替换部件的带的形式沿着赤道200延伸。因为牙齿通常不是镜面对称的,所以重叠区域的宽度可能沿着牙齿替换部件的周边变化。重叠区域的宽度例如在几毫米的范围内。图5示出了用于制造牙齿替换部件120的示例性加工路径220。加工工具104、106相对于坯件本体114的取向改变所围绕的枢转轴线同样被示为示例性枢转轴线117。该枢转轴线平行于空间轴线y延伸。与该枢转轴线垂直地,垂直于绘图平面延伸的加工工具104在平行的加工路径220上被引导,从而由坯件本体114机加工牙齿替换部件120。坯件本体114和加工工具104之间的相对取向在对应的加工路径220上发生变化,因此可以在一些区段中提供加工工具104与待机加工的牙齿替换部件120的不同接触角。
[0097]
图6示出了第一加工工具104和第二加工工具106的示例性路径区段i至iii的示意性划分。第一和第二加工工具104、106均在沿着空间轴线x的加工路径上通过这三个路径区段。坯件本体112相对于这两个平行的加工工具104、106的取向在路径区段i和iii内变化。对应的加工工具104、106的接触角因此在路径区段i和iii中变化。一起形成重叠区段的加工路径220的开始区域和结束区域分别位于路径区段i和iii中。这些重叠区段在每种情况下都由两个加工工具104、106加工。因此,这两个路径区段的对应划分使得在其中接触角变化的每种情况中都可以在加工路径的开始处(即在路径区段i中)以及在加工路径的结束处(即在路径区段iii中)进行加工,由此可以在赤道区域中获得均匀的过渡,即具有连续的曲率。路径区段i、ii和iii的长度对于两个加工侧来说可以相同或不同。
[0098]
在图7a中,坯件本体114最初相对于两个加工工具104、106枢转。为此,坯件本体114例如绕枢转角α1枢转。该枢转角是相对于参照取向的参照角α0规定的,例如α0=0。这使得加工工具104、106能够在第一路径区段i内加工赤道200的相对侧上的部分。在加工工具104、106沿空间方向x移动的同时,如图7b所示,坯件本体114从图7a中的枢转取向100枢转成根据图4a的参照取向。为此,执行在枢转角α1的相反方向上返回参照角α0的枢转。因此,在路径区段i内加工工具104、106的接触角根据加工工具104、106在x方向上的位置而变化。因此可以机加工均匀的曲率,特别是沿着x方向均匀变化的曲率,而加工工具104、106的端面不与坯件本体114接触,或者其中可以最小化对应的接触情况。当通过路径区段ii时,参照取向的参照角α0保持恒定。
[0099]
图7c示出了在路径区段iii中对应加工路径的结束处的情况。当加工工具104、106通过路径区段ii时,加工工具104、106的接触角不发生变化,即没有枢转。在加工路径的结束区域中,即在路径区段iii中,存在从参照取向沿着与枢转角α1相反的枢转方向的枢转。图7d示出了绕枢转角α2的最大偏转,这使得加工工具104、106在路径区段iii中能够到达位于待机加工的牙齿替换部件的赤道200的相对两侧上的区域。这些区域之前已经在第一路径区段i(参见图7a和7b)的过程期间由另一个加工工具106、104加工,从而导致产生被两个
加工工具104、106加工的重叠区域。
[0100]
图8a示出了用于制造图7a至7d中已经示出的牙齿替换部件120的示例性方法的流程图。在方框300中,加工工具和坯件本体相对于彼此在第一加工取向上定向。为此,例如,坯件本体从相对参照取向绕枢转角、即枢转角α1枢转。在方框302中,在第一加工取向上开始加工。在方框304中,坯件本体相对于加工工具的取向被切换到第二加工取向,即,坯件本体被定向成第二加工取向。由此形成的第二加工取向是具有参照角α0的参照取向,例如α0=0。换言之,坯件本体例如从开始的取向绕与上述枢转角α1相反且具有同样大小的角度枢转返回,使得取消了方框300中的初始取向。有利地,在加工工具与坯件本体接触的同时进行方框304中的对应地定向到第二加工取向的操作,使得加工角度因此改变。在方框306中,在第二加工取向上进行加工,其中加工工具与坯件本体的接触角恒定。在方框308中,坯件本体相对于加工工具的取向被切换到第三加工取向,即,坯件本体被定向成第三加工取向。在此,坯件本体例如绕与初始枢转角α1相反的枢转角α2枢转。根据实施例,枢转角α1和α2可以具有相同的大小。根据替代实施例,枢转角α1和α2可以具有不同的大小。在方框310中,在第三加工取向上结束加工。根据实施例,当定向成第三加工取向完成时,结束加工。根据实施例,在加工路径的结束处到达第三加工取向。在加工路径的结束处或者当已完全通过加工路径时,下一个加工路径以例如方框300开始。
[0101]
图8b示出了加工工具如图7a至7d所示沿轴线x通过路径区段i、ii和iii时按时间顺序发生的角度序列。最初,坯件本体和加工工具的相对取向从参照角α0绕角α1枢转。因此在路径区段i的开始处开始加工,最大程度地以角α1的形式使用加工工具,同时在路径区段i内将其转换成参照角α0。例如,α0=0
°
。以参照角α0作为静角通过路径区段ii,即角α0在整个路径区段ii上是恒定的。当到达路径区段iii时,参照角α0在加工路径的结束处同时转换成路径区段iii的角α2。为此,存在沿与路径区段i的枢转方向相反的枢转方向iii的枢转。根据实施例,两个角α1和α2相同。根据另外的实施例,两个角α1和α2不同。接触角或枢转角α1和α2例如在5
°
到10
°
的范围内。
[0102]
图9示出了在牙齿替换部件中机加工凹部时坯件本体114的示例性取向。为此,除了图7a至7d中所示的取向的变化之外,在机加工凹部时还存在进一步的变化。例如,用于第二加工工具106的路径区段ii被划分为从属区段或子区段iia、iib和iic。在通过第一子区段iia的同时,存在从参照角α0绕枢转角α3然后返回的枢转。与之前的绕角α1的枢转相比,该枢转在相反方向上执行。在绕角α3枢转的过程中,凹部210的内表面在加工工具106沿空间方向x运动期间被机加工。在对应的内表面和子区段iia的结束处,其例如可以是凹部210的横向内表面,返回参照角α0的参照取向。如图9d所示,在参照取向上通过路径区段iib。在路径区段iib的结束处或在路径区段iiic的开始处,坯件本体114从参照取向沿与初始枢转角α1相同的方向绕枢转角α4枢转然后返回。这种情况如图9g所示。作为该过程的结果,在凹部210的内表面被机加工时,加工工具106可以不以经由其端面进行机加工的方式起作用,如图9b和9f所示。
[0103]
通过前面描述的第二加工工具106在凹部210或内腔中的同时接合,可以改善陡峭的内壁的表面质量,并且可以形成底切。凹部210中的这种底切可以用于例如在牙齿替换部件120和牙齿替换部件将被紧固在其上的修复体之间创建用于接合剂或粘合剂的空腔。例如,在牙齿替换部件120和修复体之间提供用于粘合剂以及用于补偿任何变化的粘合间隙。
牙齿替换部件120应完全坐置于修复体上,例如坐置于牙残桩上。为了防止继发龋,制备线处的粘合间隙应尽可能小,尤其是为零。在这种情况下,还可以通过牙齿替换部件120的凹部210中的底切创建用于粘合剂或接合剂的间隙。
[0104]
为了将第二加工工具106同时接合在凹部210中,牙齿替换部件的基部侧上的路径区段ii,即用于第二加工工具106的路径区段,被划分成前面描述的三个子区段iia、iib和iic.
[0105]
图10a示出了用于制造根据图9a至9b的牙齿替换部件120的示例性方法的流程图。在方框400中,坯件本体相对于加工工具在第一加工取向上进行初始定向,在方框402中,在第一加工取向上进行加工,以及在方框404中,坯件本体相对于加工工具的取向被切换成第二加工取向,即坯件本体被定向成第二加工取向。这对应于图8a的方框300到304。在方框406中,取向从第二加工取向改变成第三加工取向,然后返回到第二加工取向。这对应于图9b。在方框408中,接着在第二加工取向上进行加工,这对应于图8a中的方框306。在方框410中,取向从第二加工取向改变成第四加工取向,然后返回到第二加工取向。这对应于图9f。在方框412和414中,接着在第五加工取向上进行定向,并且结束加工。为此,坯件本体相对于加工工具的取向被切换成加工取向,即,坯件本体被定向成第五加工取向。如果到达第五加工取向,则结束加工。方框412和404对应于图8a的方框308和310。
[0106]
图10b示出了加工工具如图9a至7g所示沿轴线x通过路径区段i、iia、iib、iic和iii时按时间顺序发生的角度序列。根据图10b在区段i和iii中的角度改变对应于图8b中区段i和ii中所示的角度改变。在区段iia中,接触角从参照角α0开始沿与区段i中相反的枢转方向枢转至最大值α3,同时沿x方向进给通过牙齿修复材料,然后在区段iia的结束处返回到参照角α0。当通过区段iib时,参照角α0在整个区域内保持恒定。当到达区段iic时,接触角因此从参照角α0开始,沿与区段i中相同的枢转方向枢转至最大值α4,同时沿x方向进给通过牙齿修复材料,然后在区段iic的结束处返回到参照角α0。根据实施例,两个角α3和α4相同。根据另外的实施例,两个角α3和α4不同。根据实施例,两个角α3和α4与角α1和α2相同。根据另外的实施例,两个角α3和α4与角α1和α2不同。
[0107]
图11示出了示例性底切。可以看出,由于牙齿替换部件120的表面几何形状,即由于由赤道200引起的外表面的底切和凹部210的内表面中的底切,加工工具104、106通过三轴运动、即通过沿正交空间轴线x、y和z的运动不能到达待由对应加工工具加工的牙齿替换部件的所有表面区域。尤其是,加工工具104、106在牙齿替换部件120和加工工具104、106的所示相对取向上沿着空间轴线z的进给不允许对应的加工工具到达底切的表面。
[0108]
图12示出了图5的加工路径的示例性轨迹。对应的加工路径220可以是例如平行的路径,这些路径垂直于枢转轴线117定向并且均布置在彼此相距相同的距离a处。路径例如具有相同的长度l并且沿着坯件的横向方向延伸。路径长度例如对应于坯件本体在横向方向上的宽度,特别是在长方体或立方体形坯件本体的情况下。例如,常规尺寸可以是8mm到16mm。例如,相邻加工路径220之间的路径距离a可以是0.1mm。这构成了用于磨削处理的平均值,其值范围实际上可以进一步介于0.025mm到0.25mm之间,尤其是介于0.025mm到0.1mm之间。在本情况下,沿着实际加工路径执行加工,例如磨削,并且加工工具在这些加工路径220之间为对应路径距离a的情况下进给。在这种平行情形下相邻加工路径之间的角度是0
°
。
[0109]
图12b示出了替代实施例,其中加工路径并非全部都彼此平行。例如,彼此相继的路径围成一角度β。路径距离a则是路径的开始和后续路径的结束之间的最大距离或者是两个对应路径之间的最大距离。根据实施例,例如在路径连续编号的情况下,如果所有角度β相同,则偶数路径可以彼此平行,并且奇数路径可以彼此平行。根据实施例,相继路径之间的角度β可以进一步略微变化。根据实施例,对应路径220不垂直于枢转轴线117延伸。因此,在这种情况下,长度l进一步不是路径长度,而是沿着坯件本体的横向方向覆盖的距离,其中各个独立加工路径均倾斜于该横向方向。长度l在此例如对应于坯件本体在横向方向上的宽度。例如在路径距离a为0.1mm和长度l例如为8mm的情况下,角度β为β=0.4
°
。在路径距离为0.25mm的情况下,β=1
°
。根据图12a和12b的实施例的组合也是可以想到的。此处,例如,图12a的距离或进给a部分地由角度β以及部分地由如图12a中的垂直进给实施。
[0110]
图12c最后示出了其中路径不是直线而是具有规则或不规则变化的实施例。在此,相邻路径由于变化而例如局部地围成最大角度β。对于所有路径220,局部最大角度β可以有上限。根据实施例,相继路径的最大变化之间的距离可以相同或不同。根据实施例,路径内的最大偏转的顺序可以变化。加工路径因此可以进一步具有任意曲率。加工路径220的相对角度在此全局布置,即在加工路径的起点和终点之间布置,且以与图12a和12b的情况相同的幅度布置。然而,局部提供高达45
°
范围内的角度β是非常可行的。
[0111]
根据实施例,用于平行操作的角度范围因此小于1
°
,对于全局加工路径例如小于5
°
,并且对于局部曲率例如可以小于45
°
。
[0112]
附图标记列表
[0113]
100
ꢀꢀꢀꢀꢀꢀ
加工系统
[0114]
102
ꢀꢀꢀꢀꢀꢀ
cam加工装置
[0115]
104
ꢀꢀꢀꢀꢀꢀ
加工工具
[0116]
106
ꢀꢀꢀꢀꢀꢀꢀ
加工工具
[0117]
108
ꢀꢀꢀꢀꢀꢀꢀ
保持装置
[0118]
110
ꢀꢀꢀꢀꢀꢀꢀ
保持装置
[0119]
112
ꢀꢀꢀꢀꢀꢀꢀ
坯件
[0120]
114
ꢀꢀꢀꢀꢀꢀꢀ
坯件本体
[0121]
116,116
’ꢀ
保持器
[0122]
117
ꢀꢀꢀꢀꢀꢀꢀ
枢转轴线
[0123]
118
ꢀꢀꢀꢀꢀꢀꢀ
保持装置
[0124]
119
ꢀꢀꢀꢀꢀꢀꢀ
螺钉
[0125]
120
ꢀꢀꢀꢀꢀꢀꢀ
牙齿替换部件
[0126]
122
ꢀꢀꢀꢀꢀꢀꢀ
计算机
[0127]
124
ꢀꢀꢀꢀꢀꢀꢀ
键盘
[0128]
126
ꢀꢀꢀꢀꢀꢀꢀ
鼠标
[0129]
128
ꢀꢀꢀꢀꢀꢀꢀ
显示装置
[0130]
130
ꢀꢀꢀꢀꢀꢀꢀ
图形用户界面
[0131]
132
ꢀꢀꢀꢀꢀꢀꢀ
操作元件
[0132]
134
ꢀꢀꢀꢀꢀꢀꢀ
cad模型
[0133]
140
ꢀꢀꢀꢀꢀꢀꢀ
保持适配器
[0134]
144
ꢀꢀꢀꢀꢀꢀꢀ
夹持装置
[0135]
146
ꢀꢀꢀꢀꢀꢀꢀ
夹持适配器
[0136]
200
ꢀꢀꢀꢀꢀꢀꢀ
赤道
[0137]
202
ꢀꢀꢀꢀꢀꢀꢀ
重叠子区域
[0138]
204
ꢀꢀꢀꢀꢀꢀꢀ
重叠子区域
[0139]
206
ꢀꢀꢀꢀꢀꢀꢀ
重叠区域
[0140]
210
ꢀꢀꢀꢀꢀꢀꢀ
凹部
[0141]
220
ꢀꢀꢀꢀꢀꢀꢀ
加工路径
[0142]
a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
路径距离
[0143]
l
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
路径长度
[0144]
d
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
位移
[0145]
x
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一运动轴线
[0146]
y
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三运动轴线
[0147]
z
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二运动轴线
[0148]
α0ꢀꢀꢀꢀꢀꢀꢀ
参照角
[0149]
α1ꢀꢀꢀꢀꢀꢀꢀ
第一枢转角
[0150]
α2ꢀꢀꢀꢀꢀꢀꢀ
第二枢转角
[0151]
α3ꢀꢀꢀꢀꢀꢀꢀ
第三枢转角
[0152]
α4ꢀꢀꢀꢀꢀꢀꢀ
第四枢转角
[0153]
β
ꢀꢀꢀꢀꢀꢀꢀꢀ
倾斜角度
[0154]
i
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一区段
[0155]
ii
ꢀꢀꢀꢀꢀꢀꢀꢀ
第二区段
[0156]
iia
ꢀꢀꢀꢀꢀꢀꢀ
第四区段
[0157]
iib
ꢀꢀꢀꢀꢀꢀꢀ
第二区段
[0158]
iic
ꢀꢀꢀꢀꢀꢀꢀ
第五区段
[0159]
iii
ꢀꢀꢀꢀꢀꢀꢀ
第三区段
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1