生产鼻植入物的方法
1.本发明涉及用于支撑鼻子的内鼻瓣的植入物。更具体地,本发明涉及用于形成这种植入物的方法。
背景技术:
2.近年来,鼻中隔畸形的矫正已引起人们的重视。鼻中隔是鼻子中将鼻孔分开的软骨。通常,鼻中隔位于中心并将鼻孔均匀地分隔开。然而,许多人具有不均匀的鼻中隔,该不均匀的鼻中隔使一个鼻孔比另一个鼻孔大。严重的不均匀称为鼻中隔偏曲。它可能导致健康并发症,诸如鼻孔堵塞或呼吸困难。
3.鼻中隔偏曲可能是由鼻子受伤或先天性缺陷造成的。根据鼻子的大小和软骨的形状,这种缺陷可能导致人们的鼻孔大小、鼻子的形状以及鼻通道或气道的形状不同。鼻中隔偏曲也可能随着年龄的增长而恶化。
4.内鼻孔及其路径可能是最狭窄的通道之一,其可能会影响气道流量。很大比例的吸气阻力是由畸形的内鼻孔形状引起的。一个或两个内鼻孔中支撑的塌陷是导致鼻气道阻塞的常见原因。这可能导致呼吸困难和打鼾以及其他与呼吸有关的疾病,诸如睡眠呼吸暂停。
5.通常也发生内鼻炎症。它可能导致形状的改变,并且可能是先前的手术、外伤、衰老、或上侧或下侧软骨初级弱化的结果。有时这些情况在活动时间内可能是无症状的,但在休息时会引起睡眠呼吸暂停。
6.严重偏曲可能伴随有面部疼痛或经常流鼻血或窦感染。严重偏曲还可能导致呼吸困难,这影响生活质量。手术通常是矫正鼻中隔偏曲的主要方法。皮肤下的骨骼和软骨给予鼻子大部分的大小和形状。在鼻子内部和后面的其他结构帮助呼吸。
7.鼻软骨的塌陷和弱化也可能导致鼻子的容貌改变和外部畸形。下侧软骨、中鼻部分或背部的支撑和体积的损失可能导致不期望的容貌改变。鼻子的背部上的相对的组织缺陷可能导致不规则的鼻轮廓。
8.本发明期望解决或减轻以上困难中的至少一个。
技术实现要素:
9.本文中公开了一种生产用于支撑鼻通道的植入物的方法,包括:
10.形成包括多个层的结构,多个层至少具有内层和外层,并且内层和外层中的至少一者包括形状记忆材料;
11.使该结构成形使得形状记忆材料在定位在鼻通道中时将呈现预定形状。
12.如本文中所使用的,术语“形状记忆”是指具有第一(通常是膨胀的)形状和第二(通常是收缩的、减小的或缩小的)形状的结构,以例如便于植入物的输送。该结构通常形成为第一形状,并且例如在压力和热处理下被迫使达到第二形状。然后,在满足某些条件、诸如使该结构升温、的情况下,该结构返回到第一形状。例如,植入物可以形成为第一形状,在
横截面中减小为第二形状以允许输送或注射到鼻气道中,然后通过加热元件、装置或身体加热/升温时膨胀回到第一形状。在返回第一(即预定)形状时,植入物可能具有期望的形状,例如可能符合鼻气道的期望的形状,特别是在定制的植入物的情况下,或然后可能会经受从预定形状到期望的形状的进一步成形。值得注意的是,第二形状可以与第一形状相同,但是具有不同的尺寸(例如,缩小),或者可以具有不同的形式(例如,弯曲的第一形状可以被校直成第二形状以便于输送)。
13.形成该结构可以包括:将内层形成为比外层厚并包括形状记忆材料。
14.形成该结构可以包括:由至少一种具有3.0至10.0之间的固有粘度的晶体聚合物形成内层。
15.内层可以形成在基体上。在实施方式中,基体可以是含氟聚合物。内层可以由多个层的具有不同晶体结构的脂族聚酯聚合物形成,并且层叠在含氟聚合物上。
16.含氟聚合物然后可以在温度处理之后被移除。在这种实施方式中,基体被用在形成步骤、成形步骤或形成步骤和成形步骤两者中,但是不形成植入物的一部分。
17.形成该结构可以包括:由具有分别不同的固有粘度(iv)的相应的聚合物形成内层和外层。换句话说,这些层由不同的聚合物形成,并且那些聚合物具有不同的iv。内层和外层可以由相应的聚合物形成使得iv的比率为至少1.05。形成该结构可以包括:将内层和外层中的第一层形成为比内层和外层中的第二层厚,第一层具有比第二层高的固有粘度并且是第二层的厚度的至少两倍。外层与内层相比具有更低的粘度,该更低的粘度小于1.0。
18.该方法可以进一步包括:控制内层和外层中的一者或两者的干燥时间,以控制内层和外层中的所述一者或两者的晶体形成。
19.使该结构成形可以包括:使该结构成形为柱形形状,其中,内层设置在外层的内侧。该结构具有长度,并且使该结构成形可以进一步包括使该结构成形为沿长度具有不同的直径。
20.使该结构成形可以包括:挤压内层和外层中的一者或两者。
21.形成该结构可以包括:通过模制、浸渍涂覆和溶液浇铸中的一者或多者来形成内层和外层。值得注意的是,形成步骤和成形步骤可以以任何顺序出现,例如在形成前成形或在成形前形成,或者可以同时执行。
22.该方法可以进一步包括:控制以下参数中的至少一个参数:
23.温度;
24.内层和外层中的一者的溶液相对于内层和外层中的另一者的已经形成的层的距离除以时间的速率;
25.结构表面粘附性能;
26.溶剂从润湿区蒸发的速率;
27.环境混合物;以及
28.相对湿度。
29.该方法可以进一步包括:施加增塑剂以设定内层和外层中的一者或两者。施加增塑剂以设定内层和外层中的一者或两者可以包括:在将植入物插入鼻通道之后施加增塑剂。
30.内层和外层中的一者或两者可以由可生物吸收的材料形成。
31.还公开了一种用于鼻通道支撑的植入物,包括:包括多个层的结构,多个层至少具有内层和外层,内层和外层中的至少一者包括形状记忆材料,该结构被成形使得形状记忆材料在定位在鼻通道中时将呈现预定形状。
32.植入物可以通过如上文所描述的方法形成。
33.该结构可以形成管状形状,该管状形状沿其长度具有变化的直径。
附图说明
34.将参考所附附图仅借助于非限制性示例描述本发明的实施方式,在所附附图中:
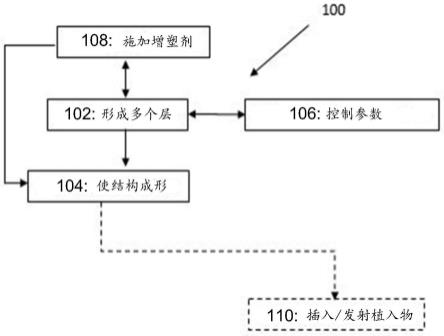
35.图1图示了根据本教导的用于形成植入物的方法。
36.图2描绘了由多层形成并且具有不同直径的管。
37.图3描绘了用于溶液成层的ptfe形式。
38.图4图示了示例性聚合物,该聚合物具有厚度为90μm的较低固有粘度(己内酯)相对于具有较高固有粘度的厚度为120μm的总聚合物厚度。这导致比例为3:4。
具体实施方式
39.本公开涉及一种制造用于内部支撑鼻通道的植入物或植入装置的方法。一些实施方式可以聚焦于通过鼻瓣的自然孔支撑鼻瓣。一些植入物起着扩张器的作用,并可能实现对鼻子的形状的外部美观改变。由于该装置用于通过自然孔插入或发射,因此涉及该装置的程序是最小侵入性的。本文中描述的植入物也可以经由本领域技术人员通常已知的其他方式引入。
40.内鼻瓣的治疗包括将植入物发射到鼻通道中以邻接患者的侧组织。通常,植入物将执行扩张功能,打开患者的内鼻瓣。将本植入物注射(该术语与“发射”和类似术语可以互换地使用)到内鼻瓣周围的组织中将引起内鼻瓣角度的变化或改变。
41.在实施方式中,本公开涉及一种制造具有不同晶体结构层或组成层的成形的假体基体的方法。这种生产用于支撑鼻通道的植入物的方法100在图1中示出。广泛地,该方法100包括:
42.102:形成包括多个层的基体。
43.104:使基体成形。
44.步骤102包括形成多个层。根据植入物的应用和期望的性能,可以存在从两层到两层以上的任何数量的层。参数在步骤106处控制,并且可以在执行形成多个层的步骤102期间进行调整,并且如果对层施加任何后处理——例如,在植入物要进行药品洗脱的情况下,控制温度以对基体的外层进行热处理或以确保药物化合物理想地临时地附着于基体的外部结构,则也可以在执行步骤104期间进行调整。当前,通过方法100生产的植入物至少包括内层和外层。实际上,外层定位在内层与鼻通道的皮肤之间。因此,术语“外”是指最外面的并且因此在植入物被使用时邻接鼻通道的皮肤。相反,术语“内”是指内层定位成相对于外层更靠近鼻通道的内侧。
45.内层和外层中的至少一者包括形状记忆材料或由形状记忆材料形成。这允许植入物在就位在鼻通道中时呈现预定形状。该预定形状可以符合鼻通道的内表面的期望形状——例如植入物的外径od(参见图2)具有期望赋予鼻通道的或期望维持在鼻通道中的形
状。
46.步骤104包括使基体成形使得形状记忆材料在定位在鼻通道中时呈现预定形状。短语“在定位在鼻通道中时”可能是指刚刚定位在鼻通道中时,或者可能是指在植入物吸收热量并且形状记忆材料因此能够从某种收缩的形状恢复回到预定形状之后——即形状记忆材料或对应的层(通常是内层/基体)在使用时具有膨胀状态,在储存时具有收缩状态,并且在鼻通道中时从收缩状态移动到膨胀状态。
47.植入物的一层或多层以及基本上所有层可以由聚合物制成。就这一点而言,已经发现固有粘度(iv)对于维持植入物在鼻通道中的位置以及允许粘液、空气和其他物质沿鼻通道经过是重要的。聚合物可以是生物聚合物。
48.聚合物的选择、层之间的iv比率和层之间的厚度比率对于形状记忆性能是重要的。特别地,步骤102可以包括通过由具有分别不同的iv的相应的聚合物形成内层和外层来形成基体。替代地,步骤102可以包括将一个或多个第一iv层夹在第二iv的层之间——第二iv可以比第一iv高或低。换句话说,内层的iv不同于外层的iv。例如,两层的iv之间的比率可以是1.05或更大。类似地,内层可以被制造成比外层厚,并且包括形状记忆材料。因此,形状记忆材料赋予内层的形状记忆性能将在恢复回到预定形状期间施加足够的力,使得该足够的力可以迫使外层呈现必要的形状——例如外层可以通过内层的移动而延伸、变形或变成以其他方式重新成形到膨胀状态。
49.方法100还可以包括控制制备参数(步骤106),以控制植入物的性能。例如,步骤106可以包括控制内层和外层之一或两者的干燥时间,从而控制相应的内层和外层中的晶体形成。步骤106还可以或可替代地包括控制制备参数以将期望的孔隙特性赋予特定层,或避免孔隙。这样,成形的假体或植入物在任何层处可以具有孔隙或没有孔隙,以控制植入物的强度和降解。类似地,步骤106可以包括在多层的添加或形成期间控制假体附近的温度。尽管图1仅示出了在步骤102期间执行步骤106,但是控制步骤106可以在步骤102和/或步骤104期间执行。
50.整个制备过程可以被控制以产生任何期望的形式/形状的假体,尽管这种假体通常将是柱形的(其中内层在外层的径向内侧),以确保维持内空气通道。由于期望的形状将旨在维持鼻通道的形状或使鼻通道重新成形,因此植入物沿其长度(l—参见图2)可能具有不同的直径。
51.方法100的结果是,可以产生具有可自扩张的设计的植入物(其可以互换地称为假体),该植入物由于其形状记忆而能够在膨胀时为内鼻瓣壁支撑维持出色的硬度、使软骨膨胀以改善呼吸并抵抗迁移。在实施方式中,植入装置可以增加内鼻瓣角度并支撑鼻通道中鼻瓣周围的组织的结构强度。这防止了在吸气期间组织塌陷。植入物将影响鼻子的侧结构,这导致侧鼻软骨的侧向方面的位置的调整,从而影响外鼻瓣。
52.根据实施方式,治疗方法包括在需要时在下侧软骨、鼻背部、鼻背部的正中旁组织、或小柱附近插入植入装置,以改变鼻子的外形状。选择大小,使得植入物可以装配在中空管或引入器的芯中以进行输送。通过将管插入期望的位置将植入物引入到鼻组织中。然后,当中空管被抽出时,通过前进轴在植入物上施加轻微的压力而将植入物维持在该位置。因此,方法100还可以包括将植入物插入/发射到期望的位置——步骤110,以虚线示出,因为严格来说这并不是生产植入物本身的步骤。
53.植入物可能根据它需要在鼻通道中完成的特定应用——例如支撑、重新成形、药品输送等——具有可变的和各种的物理性能,无论该植入物是否需要是可回收的或可再吸收的/可生物吸收的。植入物可以具有刚性的或柔性的形状,特别是在不同层中提供的刚性或柔性,或在管状形状的不同区域处的构造。此外,不同的层或区域可以被涂覆——涂层将通常被施加到外层,该外层可以沿其长度具有单个涂层,可以在其长度的不同部分处具有不同涂层,或者可以在其长度的不同部分处由不同的材料形成,在其长度的不同部分处这些材料适合于不同程度地促进或抑制组织生长或输送不同的药物化合物。
54.插入物的形状可以是可模制的使得该形状恰好在植入之前或之后被改变和维持。植入物随后可以如患者所期望的或根据需要进行修改,以在其玻璃化转变温度(tg)以上获得期望的结果。
55.植入物的每一层可以由任何合适的材料、诸如可生物降解的和/或可生物吸收的聚合物、制成。这可以包括可以用于经由多成层过程制造植入物材料的诸如聚丙交酯(pla)、聚乙交酯(pga)、丙交酯-乙交酯共聚物(plga)、pla-pcl共聚物、聚e-己内酯、聚对二氧环己酮、聚酸酐、三亚甲基碳酸酯、聚β-羟基丁酸酯、聚g-谷氨酸乙酯、聚dth亚氨基碳酸酯、聚双酚a亚氨基碳酸酯、聚原酸酯、聚氰基丙烯酸酯和聚磷腈中的一者或多者的聚合物、和共聚物、三元共聚物及其组合和混合物。
56.还存在许多来源于自然源的可生物降解的聚合物,诸如改性多糖(纤维素、甲壳素、壳聚糖、葡聚糖)或改性蛋白(纤维蛋白、酪蛋白),它们可以被单独地选择或与本文提到的其他(一种或多种)聚合物组合地被选择。
57.可以用于形成植入物基体的聚合物的这些实例并非旨在是限制性的或穷举性的,而是旨在说明可以使用的潜在聚合物。
58.在一些实施方式中,方法100可以包括在基体上的一个或多个位置处形成或附接缝合线。缝合线可以在基体的一端或两端处。方法100可以包括在插入到鼻通道之前或之后推动(一条或多条)缝合线穿过基体。方法100还可以包括使用缝合线调整植入物在中空管中的位置——这可以减小植入物的邻近侧软骨的最大直径部分的直径。这可以通过将植入物装入发射器管中而实现,在该发射器管中植入物在原地直径减小直到预定的时间段(例如,直到20分钟)。时间限制是由有助于植入物的期望的缩小或收缩——例如到便于存放到鼻气道中的大小——的量,和/或足够短以不引起植入物的塑性变形——即使得植入物仍膨胀回期望的形状——的时间限定的。因此,预定的时间段防止了植入物从发射器管发射出来之前的蠕变。植入物的直径较小的部分用作把手,并允许将植入物拉入发射器中——一个或多个缝合线可以类似地用于将植入物牵拉到导引器中,或者一旦植入物位于导引器内就以其他方式重新定位植入物。鉴于本教导和在其他应用中使用的引入器,发射器管或引入器将是对技术人员显而易见的装置。
59.然后,附接的缝合线可以用于引导植入物的植入,和/或在植入后立刻调整植入物在组织内或在组织上的位置。然后可以根据需要修剪缝合线。
60.上述方法100可以用于生产植入物以改善鼻通畅性。鼻通畅性对气道是至关重要的,鼻阻塞可能造成打鼾、睡眠呼吸暂停和睡眠中断。良好的鼻气道的通畅性对于越来越多的因为睡眠呼吸暂停而使用持续气道正压(cpap)的人也是至关重要的。
61.根据方法100中使用的设备设置,可以操控植入物的机械性能,诸如植入物的可扩
张部分的硬度,值得注意的是,形状记忆材料可以沿植入物的长度或仅沿植入物的一个或多个预定部分设置以实现期望的预定形状。例如,用于植入物的聚合物假体——诸如阶梯式直径的管状形状的形式——的制造可以包括经由挤压、模制和/或溶液浇铸方法来产生基体形式的制造步骤。基本上用于生产内层或内层和外层两者的原始基体形式或单直径柱形管可以在例如通过加热和膨胀/重新成形来形成其最终形式之前通过挤压、模制或溶液浇铸方法产生。一些基体能够实现相对高水平的几何精度,并且机械强度通常由使用的基础材料和工艺的组合确定。
62.在其他实施方式中,可以使用浸渍涂覆或溶液浇铸。浸渍涂覆包括经由从溶液中精确且受控地取出基体来沉积液膜。这通常使用称为“浸渍涂覆机”的仪器来完成。大多数浸渍涂覆机都具有机动臂,该机动臂竖向移动,并保持带有多个心轴的机架。将基体安装在每个心轴上,并将溶液保持器定位在基体下方。机动臂以受控的浸入速度和时间将心轴及其基体浸入溶液中。以指定的速度取出基体,并在基体上形成湿膜。
63.基体的期望的特性可以通过浸渍涂覆多个层来实现。聚合物的分子量通常是确定诸如基体的延展性的机械性能的因素之一。方法100可以包括控制基体的取出速率以控制每一层的厚度。当所选择的起始材料为树脂形式时,其iv不是用于确定由该树脂形成的基体的机械性能的唯一标准。替代地,从聚合树脂混合过程到形成第一层(无论其是内层还是外层)及其中间成层过程的整个过程都受到制备参数的影响。例如,方法100可以包括控制压力和温度之一或两者以控制每一层的孔隙(或其他)。类似地,这将影响管在植入物被收缩以装配在输送装置或工具内部之前的机械强度。相关地,对于一些植入物材料,期望的是:植入物被收缩不到20分钟,以避免发生蠕变,以避免植入物发生塑性变形,该塑性变形可能会抑制植入物移动到膨胀状态的能力。
64.基体的支撑主柱(例如厚的内层)可以用于溶液成层聚合物溶液或浸渍涂覆聚合物溶液使得在多个成层步骤之后,通过控制溶剂蒸发,由溶液形成具有多个层的聚合物壳。浸渍涂覆机设置组件可以具有至少两个轨道轴使得竖向移动方向滑块使保持溶液成层的基体的滑块以由马达驱动的mm/s的期望速度上下移动。利用两个轨道轴,滑动力被更好地分布。竖向运动滑块可以保持框架,该框架经由过盈配合固定有插入基体的内腔中的几个柱以进行溶液成层。将结构的支撑主柱放置在封闭的腔室中允许控制干燥时间、腔室温度和涂层所暴露在的惰性气体环境。
65.浸渍过程中的每一个浸渍过程都有助于通过成层形成基体,并将有助于其最终的机械强度。对于所有的或许多的涂覆步骤,浸渍可能仅是部分的(即基体的部分浸入),使得整个管具有预定的均匀形式,或者在沿预定形式的长度的不同区段处具有不同的聚合物的融合。也可以添加药品涂层、生长因子成分或其他化合物以促进软骨生长并减少粘膜的炎症。该添加可以包括在形成期间涂覆完成的基体或将药物或活性化合物混合到基体中。最外层——即最后沉积的层——的iv值足够高,以附着到化合物上并且确保将其保持在植入物中,但也要足够低,以允许化合物在与周围组织接触时扩散到该组织中——例如,以期望的速率。
66.在其他实施方式中,制备参数需要在假体基体制备期间在低温下、例如在20摄氏度或更低低温下、进行环境控制,以减少孔隙。此外,不同的聚合物,特别是当在受控的制备参数下形成时,将具有不同的结晶度。可以通过成层方法和通过将温度维持在沸点以下来
控制溶剂的蒸发来实现不同的结晶度。在一些实施方式中,温度被维持在溶剂的沸点之上,用于干燥每一层,或者温度可以在高于沸点和低于沸点的温度之间变化。
67.例如,步骤102可以包括将内层形成为具有在3.0与10.0之间的固有粘度的晶体聚合物。在溶液成层过程和取出期间控制溶液蒸发速率的能力对于生产没有孔隙,具有期望的机械性能的涂层是至关重要的。
68.在层中的孔隙是期望的时,该方法可以包括控制环境条件,诸如空气或气体混合物、相对湿度和温度。这将引起具有孔隙的成层膜,其在假体的为了其预期功能的切割或最终形成之前将影响多层假体中下一层的粘附性及其机械强度。
69.从本教导中应该理解的是:溶液成层不限于竖向的浸渍涂覆过程。例如,溶解在溶剂中的聚合物可以沿旋转基体的长度分配——例如外层可以以液体形式沉积在内层上——因为基体沿其长度纵向移位并相对于重力或地面零点绕其纵向轴线水平旋转。步骤102可以包括控制旋转速度、纵向或横向速度、每个聚合物层的固有粘度、溶剂类型中的一者或多者。控制这些参数将确定植入物的壁厚度,并且环境温度和压力将确定溶剂的蒸发速率,并且因此在每个多层的成层期间控制溶剂弯液面的形成。这将确定植入物的总体机械性能,诸如用于扩张——即膨胀回到膨胀状态——的膨胀性能和延展性。
70.期望的基体表面性能对于使第一基础层粘附到要在其上涂覆第一基础层的浸渍工具或基体上是重要的。第一成层厚度——即第一基础层或植入物的最内层的厚度——和第一基础层的iv应该产生具有大于iv3.0且小于iv10.0的iv的晶体聚合物。这使得第一基础层能够粘附到浸渍工具或浸渍基体上,以根据步骤102形成层,同时又足够低以使得一旦形成就能够将层从浸渍工具或浸渍基体上分离。在实施方式中,第一层由具有6.0的iv的plla形成。通过将基体移动到plla溶液中可以获得60μm至80μm的厚度。这可能需要至少一个、优选地两个、这样的循环:将基体移动到plla溶液中并以4mm/s至5mm/s的速度向上提升基体。这允许溶液在低于50%rh的低湿度环境中在具有停顿时间的情况下在基体的表面上成层,同时为每一层维持至少20摄氏度的温度少于一小时。在这种情况下,中间层没有产生孔隙。
71.在另一实施方式中,第一成层厚度可以是:plc形成具有10μm的干厚度的层,接着是具有6.0的iv的plla形成30μm的层,如在图4中示出的。使用plc,赋予了植入物柔韧性和形状记忆,同时pla提供结构。
72.在实施方式中,优选使用较高iv的聚合物plla,其将提供促进形状记忆所需的强度、刚性和韧性,并且可延伸的plc将提供可展性。
73.用于第一层粘附的基体材料(例如浸渍基体)应具有可以通过化学蚀刻、辐射、机械加工和/或抛光自定义蚀刻的表面性能,以具有范围在50度至140度的适度的上升接触角度(去离子水)。这些处理步骤——例如蚀刻——影响用于第一层(即要沉积到浸渍基体上的第一层或第一基础层)的聚合物溶液与基体材料的固体表面相互作用的方式。这又将影响后续层的尺寸方面。
74.合适的基体材料(浸渍基体)的一些示例包括含氟聚合物,诸如聚四氟乙烯(ptfe)、聚偏二氟乙烯(pvdf)、聚氟乙烯(pvf)或氟化乙烯丙烯(fep)等。例如,ptfe基体通常具有120度的水接触角,可以在钠溶液中蚀刻,以将水接触角减小到小于100度。水接触角度不能太小,或不能小于70度或不能是亲水的,因为它会增强第一聚合物层(第一基础层)
对基体的粘附。这在破坏粘结以从ptfe基体移除聚合物层时将构成挑战。这也部分是由于具有0.22mm
±
0.02的平均壁厚的ptfe基体的刚性。ptfe基体的壁厚度可以在约100μm至250μm的范围内。
75.具有太高的水接触角度也是不期望的。通过具有较低疏水性(即,水接触角度小于140度)的ptfe表面,固有粘度小于iv10.0的第一层(例如,从plla聚合物溶液中提取的聚l-丙交酯(plla)溶液)将具有更好的粘附性,并在基体上形成更均匀的湿厚度层。干厚度将通过控制形成的初始湿膜的溶剂蒸发来形成。明显地,干厚度将小于湿厚度。
76.溶剂与用于溶解具有典型固有粘度的聚合物树脂的溶质(聚合物)的相容性是重要的。聚合物不会立即溶解。溶解是由聚合物链的解缠或由链通过邻近聚合物-溶剂界面的边界层的扩散来控制的。例如,plla树脂通常可以与诸如氯仿或二氯甲烷(dcm)的溶剂相容。存在可以用于溶液成层或浸渍涂覆的无数种可生物吸收的聚合物。每种可生物吸收的聚合物都可溶于各自的、可能不同的溶剂中。聚合物与溶剂的重量比率和用于搅拌的时间例如将影响树脂的溶解度,这又将影响逐层形成的基体的机械性能。在本实施方式中,聚合物与溶剂的比率以w/v的比率在1与100之间。在这种情况下,诸如聚l-丙交酯(plla)或pdla(聚dl-丙交酯)(iv2.0至iv10.0)的聚合物可以用于在基体上形成第一基础层以粘附第一多层,该第一多层具有已知的85度接触角度性能。在用于植入物的所有可再吸收的聚合物中,该基础层将通常具有最高的模量。然而,这可以根据植入物的层应如何降解以及植入物的层应以什么顺序而改变。在实施方式中,第一层的形成、厚度和材料可以如上文参照图4所讨论的那样。
77.在实施方式中,其中基体涉及多成层过程,第一层或第一基础层可以由具有iv6.0的plla与二氯甲烷以1/16w/v的比率混合形成,用于长度为100mm,od为1.0mm的基体。将其在室温(20摄氏度至30摄氏度之间)下以大约2000rpm搅拌直到60小时。将iv3.8的另一种pla-pcl共聚物(聚乳酸/聚己内酯可生物降解的嵌段共聚物——尽管可以使用其他可生物降解的聚合物)溶液与二氯甲烷以1/30w/v的比率混合,以在第一层的顶部形成下一层。例如,这可以是l-丙交酯和ε-己内酯的gmp等级共聚物,其摩尔比率为70/30,并且固有粘度中点为3.8dl/g。
78.该溶液在视觉上变清澈,并示出为使所有树脂完全溶解。
79.在实施方式中,相同的混合物溶液可以在20摄氏度下搅拌。18小时后观察到plla的未溶解的颗粒。在这种情况下,环境温度影响plla在二氯甲烷中的溶解。如果使用的溶剂是氯仿,其将花费超过24小时。如果plla树脂没有完全溶解,则涂覆在基体上的层涂层不会是同质的并且不会没有未溶解的树脂颗粒。由于基体是由完全溶解的聚合物溶液逐层构建的,因此plla溶液混合物的时间和环境温度对于会部分影响机械性能的溶解度是至关重要的。其iv也影响plla完全溶解所花费的时间。为iv4.0的较低固有粘度的plla将在20摄氏度至25摄氏度之间花费较短的12小时时间,以实现用于溶液成层的清澈的混合溶液。影响溶液温度的环境温度对于搅拌数小时后实现清澈的混合溶液是至关重要的。
80.在替代实施方式中,方法100可以包括在搅拌期间使用绝缘材料使保持聚合物树脂和溶剂的容器——例如玻璃器皿——绝缘。在低于溶剂的沸点约15摄氏度的温度范围内,从磁搅拌器基座传递的热量可以改善树脂在溶剂中的溶解性。
81.在实施方式中,在使用竖向塔式成层机(浸渍涂覆机)的情况下,从聚合物溶液中
取出基体的阶段可以简单地看作是几组力的相互作用。这些力可以放入两类之一:排出力和夹带力。排出力用于将液体从基体中抽离,并回到镀液。相反,夹带力是用于将流体保持在基体上的力。这些组的力之间的平衡确定了涂覆到基体上的湿膜的厚度。
82.动态的弯液面和溶液在该区域的流动确定了湿膜的厚度。这受到三个主参数的影响:竖向取出时溶液相对于基体的距离除以时间的速率;影响溶液的弯液面的基体表面粘附性能;以及溶剂从湿润区的蒸发。因此,理解支持动态的弯液面的弯曲和停滞点的厚度的物理原理是重要的。这是在基体上进行第一溶液成层——即形成图4中为10μm pla层的第一层——的示例。在第一层的顶部上的后续层中,第一层的蒸发控制将影响后续层的湿厚度以及形成壳膜以维持植入物的厚度的最终干层的湿厚度。
83.另一重要因素是溶液成层的行进长度,其说明了每一层与第一沉积层的粘结以及溶剂从第一层的蒸发。如果基体上的第一层仍处于半湿状态,或溶剂仍在从第一层蒸发,这将影响层之间的粘结。这又将影响植入物的成层的基体的机械强度。如果当溶剂在暴露于环境的层的表面上蒸发时,环境由于水湿气的凝结而引起孔隙,则会加剧此问题。
84.在实验中,使用起始直径为0.82mm的ptfe基体,在2至3个这样的循环后可以实现60μm至80μm的壁厚度,循环如下:将基体移动到处于1/16w/v的比率的plla iv6.0溶液中,并以4mm/s至5mm/s的速度将基体向上提升,以允许溶液在低于50%相对湿度(rh)的低湿度的环境中并且维持在至少20摄氏度的温度下利用对于每一层不到1小时的暂停时间在基体的表面上成层。在该过程中,在中间层中没有发现孔隙。第二种生物聚合物,诸如处于1/30w/v的比率的具有3.8的固有粘度的plla-pcl共聚物可以通过将具有plla层的基体移动到plla-pcl共聚物溶液中,并以4mm/s至5mm/s的速度将基体向上提升,以允许溶液在plla的表面上层叠而在先前形成的plla层的顶部上层叠四个周期(每层15μm),以为鼻瓣基础结构支撑(即组织壁和鼻中隔的软骨)提供一定的可展性。如果刚性过高,则鼻中隔软骨可能会偏移。
85.在溶液成层过程之后,形成的od 1.06mm的柱形形状的植入物在低温(即低于20摄氏度)和dcm填充的环境中被留下安装在基体和支撑柱上。植入物可具有任何期望的形状,诸如椭圆形横截面、圆形或其他期望的形状,以适当地支撑或形成内部鼻腔通道的形状。用n2气体冲洗储存植入物的腔室,以蒸发残留溶剂直到至少15小时,然后传递至对流空气循环烘箱以在85摄氏度下加热直到80小时,以移除在成形的植入物的最外层或外部层下通过溶液成层形成的任何残留溶剂。这导致层的干厚度与湿厚度相比具有减小的厚度。获得的管的模量大于3000mpa,断裂伸长率大于40%。稍后ptfe基体将在干燥生物聚合物时被移除。
86.在另一实验中,在2至3个这样的循环后可以实现30μm至50μm的壁厚度,循环如下:将基体移动到处于1/20w/v的比率的具有iv6.0的plla溶液中,并以4mm/s至5mm/s的速度将基体向上提升,以允许溶液在低于50%rh的低湿度环境下并且温度维持在至少20摄氏度的温度下利用对于每一层不到1小时的暂停时间在基体的表面上成层。在这种情况下,中间层没有发现孔隙。第二种生物聚合物,诸如处于1/30w/v的比率的具有3.8的固有粘度的plla-pcl共聚物可以通过将具有plla层的基体移动到plla-pcl共聚物溶液中,并以4mm/s至5mm/s的速度将基体向上提升,以允许溶液在pla的表面上层叠而在先前形成的plla层的顶部上层叠六个(或者预定数量的)周期(每层15μm)。在溶液成层过程之后,具有多层和多生物聚
合物柱形形状的形式的形成的od 1.1mm[plla+plc]将在低温(即低于20摄氏度)环境和dcm填充的环境中被留下安装在其基体和支撑柱上。
[0087]
用n2气体冲洗储存其的腔室,以蒸发残留溶剂至少15小时,然后传递至对流空气循环烘箱以在75摄氏度下加热高达80小时,以移除在成形的植入物的最外层下形成或收集的溶剂。这导致层的干厚度与湿厚度相比具有减小的厚度。获得的管的模量大于3000mpa,断裂伸长率大于60%。对于该配置,整个装置将在36个月内完全降解。为此,pla-pcl共聚物将在压靠在软骨鼻中隔的壁上的pla层之前从内层降解。因此,植入物被设计为从内层向外降解。这样以期望的形状维持对鼻通道的支撑。
[0088]
在一些实施方式中,植入物可以是可延展的,或者外层可以是可延展的。这允许植入物的形状在植入之前或之后被调整。为了在确认期望的形状时就固定植入物的形状,无论是在植入到鼻通道中之前还是之后,当需要根据图1的步骤108调整或固定形状时,可以添加一种或多种增塑剂,诸如聚乙二醇(peg)。例如,在层的形成期间可以将少于5%的peg添加到pla层。虽然不需要,但可以优选使用由聚合物或具有形状记忆性能的材料制成的植入物,该聚合物可以引起形状记忆、通过溶液成层并且在高于玻璃转换温度tg的温度——优选鼻通道中的体温或更高的温度——下加热而制造。该性能将允许形状记忆性能在植入后通过施加外部条件、诸如温度、而被激活或调整。
[0089]
例如,必须在封闭的惰性气体环境、例如与溶剂混合的n2气体、中控制从湿膜的溶剂蒸发。封闭环境的湿度和温度设定为——例如,湿度小于或等于25%rh,温度在4至20摄氏度之间——以允许每一层干膜的形状和厚度在溶液成层过程期间都能设定。这将影响涂层的机械强度性能。
[0090]
将两种聚合物的形成的管(植入物)进一步加工成其最终形式,如在图2中示出的。植入物200包括基体,该基体包括内层202和外层204,一层或两层包括如上文所描述的形状记忆材料。
[0091]
形成的管200可以被切割成25mm的长度或任何长度以适合特定应用。可以使用直径2mm、长度24mm并且端部渐缩至0.9mm的经加热的棒将远端部扩口到更大的直径,例如在160摄氏度至210摄氏度之间扩口到高达2mm。槽设计被切割以从形成的较大直径部分生产鳍状结构,以使得植入物能够膨胀(即在步骤104处扩大鼻气道和/或使植入物膨胀超过其初始形成时的直径)以对内鼻瓣进行扩张支撑。这确保了植入物可以达到支撑和接触鼻腔壁所需的大小(例如直径)。(一个或多个)表面层(即植入物的与(一个或多个)鼻腔壁接触的层/表面)上的药品洗脱涂层,诸如糠酸莫米他松,可以洗脱抗炎药品和/或减少息肉。优选地,在层在空气循环烘箱中烘烤厚度已经减小之后,将施加药品。这也降低了药品可能因热暴露而变性的可能性。可以使用具有例如iv<1.0的脂族聚酯聚合物、诸如pdla、的表面至壁涂层,以允许药品被适当地洗脱。因此,将化合物施加到植入物的外层可以包括(例如通过喷涂)施加具有iv的涂层,化合物可以从该涂层上适当地洗脱——涂层的iv可以约为1.0。槽可以被形成或切割到植入物的一个或多个部分中,例如:图2中的较大部分或较大直径部分或具有外径od1的区域,即部分202。目前,虽然示出了三个槽,但根据需要可以存在任意数量的槽。如图所示,槽可以围绕植入物的周界等距地间隔开,或者可以不均匀地/不相等地间隔开。通常,将存在足够数量的槽以实现植入物(例如其部分202)的顺利收缩和膨胀。因此,槽的数量可以取决于植入物的大小或直径或取决于植入物的在其中形成槽的部
分的大小或直径。
[0092]
根据所使用的基础基体(即浸渍基体)直径的大小,不同的壁厚度和不同的聚合物可以沿着装置的长度彼此层叠。例如,可以使用两个直径区段的ptfe管(即具有分别不同的直径的两个区段的管)作为基体,较小直径为1mm,较大直径区段为2mm,总长度为28mm,如在图3中示出的。为此,完成的管不需要经过热形成过程来获得2mm的直径扩大。浸渍基底和所得的植入物可以具有一个、两个、三个或任何其他数量的不同直径。
[0093]
类似地,第一层由具有iv6.0的plla与二氯甲烷以1/16w/v的比率混合形成。将其在室温(20℃至30℃之间)下以高达2000rpm搅拌直到60小时。将iv3.8的pla-pcl共聚物的另一种溶液以1/30w/v的比率与二氯甲烷混合,在相同温度下以2000rpm搅拌直到48小时。该溶液在视觉上是清澈的,并示出为使所有树脂完全溶解。
[0094]
基体的从较大直径d2到d1的总长度为24mm。plla可以在整个长度上被涂覆,而pla-pcl共聚物可以只在从1mm直径区段(即较小区段)开始到长度的2/3处被涂覆。这将在整个长度上给予2层pla,其将具有超过3000mpa的平均模量,而pla-pcl共聚物将从1mm直径的近侧边缘开始直到长度的2/3仅具有2层。这是另一配置,并且降解时间为大约36个月。因此,步骤102可以包括在植入物的整个长度上形成每一层,在小于植入物的全部长度上形成一个层或多个层,或者,其中植入物包括直径分别不同的多个区段,在一个或多个(但不是全部)区段上形成一个层或多个层。具有双直径的实心管可以以任何设计被形成或切割,以允许涂覆药品涂层并进行洗脱以控制粘膜炎症。可以加入诸如i-gf1的生长因子以促进软骨生长。在需要时,可以将更多的层层叠到200μm的厚度。
[0095]
在另一个实施例中,如图3所示,用于插入鼻子中的完全可再吸收的植入物可以是2.4cm长、0.12mm厚并且具有由来自plla聚l-丙交酯和pla-pcl共聚物的层的两种聚合物制成的直径为2mm的可扩张区域。
[0096]
植入物可以使用具有中空管的工具引入以将植入物发射到鼻瓣中。较大直径可以折叠到中空管中的角度是重要的。期望在发射到鼻气道中之前减小较大直径部分202的大小(例如直径)。这使得更容易正确地定位植入物,而不会对鼻气道造成损伤。通过将植入物拉入或输送到具有比外径od1小的内径205的中空管(例如管203)中来实现这种大小的减小。内径205可以在od1与od2之间,或者在某些情况下可以等于或小于od2。当植入物被拉入中空管203中时,植入物的具有比管203的直径大的直径od1的区域202被压缩。该压缩的程度取决于植入物200塌陷的能力,这是通过在植入物200的具有较大直径的部分202中切割槽207(如图2中的植入物200的端视图所反映的)来帮助的,这在该部分202上赋予一定程度的柔性。
[0097]
稍后将输入输送装置的设计,以适应向上提升内鼻瓣并提供正确放置和锚固(例如通过缝合线)所需的大小和装置类型。聚合物层是可生物吸收的。植入物可以在鼻子的中间部分上通过鼻子的自然孔经皮肤插入。
[0098]
可以将较大直径的远端部加热形成并扩口到2mm。植入物可以成形为以在鼻通道的一部分——例如,上侧软骨的中间部分——上提供向上的力。植入物具有来自plla层的结构强度,并且通过在上侧软骨的中间部分上提供向上的力,其将支撑内鼻瓣,防止其塌陷。pla-pcl共聚物层将为其提供适应形状的柔性和可延展性能。实心管可以以任何设计被形成或切割,以允许将药品涂层涂覆在基体的一层或多层上或一层或多层中,并进行洗脱
以控制粘膜炎症。可以加入诸如i-gf1的生长因子以促进软骨生长。这些植入物可以在鼻表面下方邻近上侧软骨放置。这将向侧鼻软骨的中间部分施加侧向力,从而使内鼻瓣扩张开。
[0099]
植入物可以邻近下侧软骨的侧边缘放置。植入物可以延伸到前上颌骨的骨突。这将侧软骨更牢固地固定到上颌骨上,从而防止侧鼻塌陷。
[0100]
执行插入后检查,以在视觉上确认已经实现对鼻子的期望的结构和形状改变。在该阶段通常不使用诊断显像,因为植入物应该是处于不需要诊断工具的非手术区域。
[0101]
植入物通常由诊断设备引导操纵到位。方法100可以进一步包括在植入物上的预定位置处提供可检测标记物,以促进对正确放置的检测。例如,植入物可以包括不透射线的材料,诸如在植入装置的远端部和近端部之一或两者处的标记物或可以混合到可生物吸收的聚合物层中的baso4。不透射线的或mri可见的材料可以是一种或多种标记物(例如,诸如铂等的稀有金属的带)的形式。
[0102]
根据另一实施方式,用于制备的至少两种聚合物的iv的比率应该大于1.05,例如iv4.0/iv3.8,这对于形状记忆是重要的,其中较高iv的聚合物由诸如plla或l-丙交酯-乙交酯酸共聚物(plga)的聚合物形成,较低iv的聚合物利用层形成,具有总厚度的至少2/3。
[0103]
例如,图4图示了3/4厚度的较低iv的聚合物。在该实施方式中,较低固有粘度的聚合物是己内酯,其具有较高iv的聚合物的总厚度的3/4。较高固有粘度的聚合物可以是夹在具有iv3.8的l-丙交酯-己内酯共聚物(plc)的层之间的6.0的pla。换句话说,较低iv的层-标记为plc的内部和外部层-构成植入物120um总厚度的90um,而较高iv的聚合物-标记为plla-构成总厚度的其余30um。
[0104]
由于溶液成层方法,形成的管的机械强度将具有足够的韧性而没有层间孔隙。这表明植入物不限于基体的特定形状或层的总数量。植入物可以被切割成合适尺寸并且用作支架。机械强度由在基体的顶部上形成的层的数量或相同材料或不同材料的层的数量、溶剂与溶质的相容性、树脂颗粒溶解在溶剂中所花费的时间以及溶液从溶解在溶剂中的聚合物中剥离的速率来确定。这些因素影响蒸发速率、在溶液从溶液的弯液面剥离期间湿涂覆的膜的厚度以及产生的干膜性能。具有小于50μm的厚度的用于药品装载——例如糠酸莫米他松或地塞米松——的具有小于1.0的iv的低iv的外层将用于在370μg用于抗炎治疗的药品下多达28天的控释。
[0105]
由于环境相对湿度和温度引起的孔隙也会影响通过溶液成层获得的形式的机械强度。干燥阶段期间溶剂的蒸发会冷却基体和膜两者。该冷却可能在后续的膜形成期间导致一些问题,从而在膜的精细结构中留下坑状记号。在宏观上,这会在应该存在透明涂层的地方产生模糊涂层。在错误的条件下,层的表面上将存在孔隙的形成。确定孔隙量是复杂的,但是通过环境设置——例如温度和湿度——的控制是可控的。孔隙不仅会改变层与原材料本身相比的密度,还会影响干燥动力学。如前所述,在干燥前部处、在干膜与湿膜之间的接触点处,湿膜将经由毛细作用吸到干膜中。膜的孔隙也对此有很大的影响,确定了溶液将被吸到干膜中的速率、进入干膜溶液将行进的距离以及该被吸收的材料将变干燥的速率。
[0106]
植入物可以由固体材料、材料的复合材料制成,并且可以本身是单一材料,或者可以是以多层的形式层叠以形成植入物的全部厚度的一种或多种材料的复合材料。植入物可以呈中空管或层状结构的形式,或者可以具有由多层制成的织造的或编织的结构。植入物
可以用几种材料织造或编织。另外,植入物可以用可生物降解的材料制造。
[0107]
材料、包括可生物降解的材料、可以具有形状记忆性能,从而允许植入物在植入后呈现预定形状。由具有形状记忆性能的材料制成的插入物的使用允许植入物在插入后呈现预设形状。可替代地,可以施加某些条件,诸如施加热量、压力、真空成型,其通过使用不同的层通过高于其tg的热处理以引起更高的结晶度以提供其形状记忆和韧性而允许材料在植入之后呈现期望的固定的或改变的形状。假定记忆的形状所需的必要条件将取决于为生产植入物而选择的形状记忆材料的固有性能。植入物的固定形状也可以在插入之前或之后进行调整。植入物可由具有或不具有形状记忆的可生物降解的材料组成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1