一种树脂、聚醚醚酮的使用方法和乳牙预成冠
1.本发明涉及医疗器械领域,具体而言,涉及一种树脂、聚醚醚酮的使用方法和乳牙预成冠。
背景技术:
2.儿童乳牙发育影响儿童咀嚼、发音、美观能口颌功能,还影响口腔颌面部的生长发育和全身健康,因此保持乳牙列的健康完整对于儿童口腔健康和全身健康非常重要。我国儿童乳牙患龋率高,第四次全国流行病学调查显示5岁儿童患龋率高达71.9%,仅有不到20%接受过治疗。
3.乳牙预成冠是适用于儿童严重牙体组织损害修复治疗的一种治疗方法。国内外使用成熟的是由不锈钢预治的牙冠,需遵循一定的操作程序,使用专门的器械和材料,由合格的口腔医师根据临床操作规范完成治疗。有研究表明金属预成冠引起全覆盖和持久耐用的特点,可以有效控制致龋菌,在乳牙修复治疗中成功率最高。国际儿童牙科协会认为金属预成冠是乳牙修复治疗的首选方法。
4.但是,金属预成冠最大的缺点就是因其金属特性,影响美观且与牙齿和口腔软硬组织的生物相容性差,另外就是x射线阻射,在ct或mri时会显影产生伪影,对于金属过敏的患儿不能使用。
5.由于乳牙预成冠的金属颜色在微笑时能够暴露出来,与乳牙的牙色形成显明的对比,长期影响患儿的美观,因此很多患儿家长要求使用牙色修复牙冠,因此氧化锆全瓷乳牙预成冠在临床也应用起来。
6.但是氧化锆材料的硬度太硬,不易磨耗,在没有良好抛光的情况下,会对合乳牙和恒牙的磨耗,在非对称修复的情况下,过度磨耗的乳牙或恒牙会对乳牙列的排列和咬合功能以及口颌面部的生长发育产生深远的影响。
技术实现要素:
7.本发明的目的在于提供一种树脂、聚醚醚酮的使用方法和乳牙预成冠,其采用树脂或聚醚醚酮生产制作预成冠,既能够利于x射线的穿透,又具有较佳的可塑性,不会影响乳牙和咬合功能以及口颌面部的生长发育。
8.本发明的技术方案是这样实现的:
9.第一方面,本发明提供了一种树脂的使用方法,将树脂作为乳牙预成冠的材质。
10.第二方面,本发明提供了一种聚醚醚酮的使用方法,使用聚醚醚酮作为乳牙预成冠的材质。
11.优选的,所述聚醚醚酮为玻璃纤维颗粒改性聚醚醚酮。
12.第三方面,本发明提供了一种利用上述任一项所述的使用方法制作乳牙预成冠的方法,其包括如下步骤:
13.s1:制作乳牙预成冠的数字化模型;
14.s2:根据数字化模型,对初始材料进行数字化切削,得到乳牙预成冠的半成品;
15.s3:抛光乳牙预成冠的半成品的表面,得到乳牙预成冠的成品。
16.优选的,在对所述半成品进行抛光操作之前,在所述预成冠的内表面设置玻璃纤维带。
17.优选的,所述玻璃纤维带的形状为十字型、丁字形或x型;
18.或,对所述玻璃纤维带凸出所述乳牙预成冠的内表面的部分进行切削,使所述乳牙预成冠的内表面平滑。
19.优选的,所述玻璃纤维带的设置方式为:
20.在牙冠代型的外表面涂抹分离剂后,放置玻璃纤维带,再在玻璃纤维带上涂抹粘接剂,最后将所述半成品设置在所述牙冠代型上,进行光固化处理,完成将玻璃纤维带设置在所述半成品上的目的。
21.优选的,所述半成品与所述牙冠代型分离后,对所述半成品的内表面再次进行光固化处理;
22.或,所述粘接剂为流动树脂;
23.或,所述牙冠代型为实心结构;
24.或,所述牙冠代型的材质为金属。
25.优选的,所述牙冠代型的加工方法为:
26.根据步骤s1中的数字化模型的数据,均降低设定数值后,对金属材料进行切削加工。
27.第四方面,本发明提供了一种利用上述任一项所述的使用方法制作乳牙预成冠的方法,建立乳牙预成冠的3d数字模型;根据3d数字模型的参数,进行3d打印乳牙预成冠。
28.本发明的技术方案的有益效果是:
29.采用树脂材料生产制作预成冠,既能够利于x射线的穿透,又具有较佳的可塑性,不会影响乳牙和咬合功能以及口颌面部的生长发育;根据数字化模型进行切削加工,加工精度高,提高了使用时的效果,保证了乳牙和咬合功能以及口颌面部的生长发育。
30.采用聚醚醚酮作为乳牙预成冠的材质,具有较佳的可塑性,便于对便于调整和内冠赋型不会发生咬合紊乱、牙冠的脱落等问题,保证了治疗的效果。
31.通过数字化切削的方式或3d打印的方式,对聚醚醚酮基的乳牙预成冠进行加工,能够提高加工精度,保证乳牙预成冠在使用时的舒适度和锲合度。
附图说明
32.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
33.图1为本发明实施例提供的树脂乳牙预成冠的制作流程图;
34.图2为本发明实施例提供的树脂乳牙预成冠内的玻璃纤维带的设置方法流程图;
35.图3为本发明实施例提供的树脂乳牙预成冠的完整制作流程图;
36.图4为本发明实施例提供的乳牙预成冠的第一种制作流程图;
37.图5为本发明实施例提供的乳牙预成冠的第一种制作流程的完整流程图;
38.图6为本发明实施例提供的乳牙预成冠的第二种制作流程图;
39.图7为本发明实施例提供的乳牙预成冠的第二种制作流程的完整流程图;
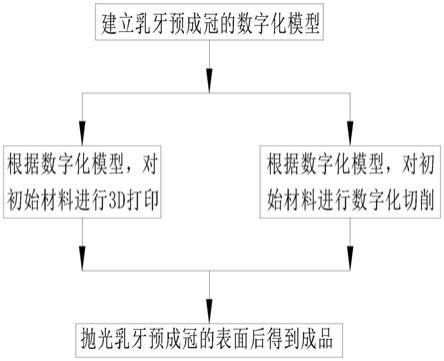
40.图8为本发明实施例提供的乳牙预成冠的制作流程图。
具体实施方式
41.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
42.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
44.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
45.此外,术语“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
46.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
47.下面结合附图,对本发明的一些实施方式作详细说明。在不冲突的情况下,下述的实施例及实施例中的特征可以相互组合。
48.一种树脂的使用方法为,将树脂作为乳牙预成冠的材质。
49.采用树脂材料生产制作预成冠,既能够利于x射线的穿透,又具有较佳的可塑性,不会影响乳牙和咬合功能以及口颌面部的生长发育;根据数字化模型进行切削加工,加工精度高,提高了使用时的效果,保证了乳牙和咬合功能以及口颌面部的生长发育。
50.如图1和图3所示,树脂乳牙预成冠包括如下步骤:
51.s1:制作乳牙预成冠的数字化模型;
52.s2:根据数字化模型,对树脂材料进行数字化切削,得到乳牙预成冠的半成品;
53.s3:抛光乳牙预成冠的半成品的表面,得到乳牙预成冠的成品。
54.具体的,在本实施例中,树脂乳牙预成冠在进行制作时,先在计算机上进行数字化模型处理,再通过数字化模型的各个参数对树脂材料进行切削,得到乳牙预成冠的半成品,最后通过对半成品进行表面的抛光,得到最终的成品乳牙预成冠。
55.优选的,所述乳牙预成冠的半成品的厚度为0.5mm。
56.当乳牙预成冠的厚度较小时,其无法满足强度要求,当乳牙预成冠的厚度较大时,其在进行佩戴时会有较强的不适感。
57.因此,在本实施例中,乳牙预成冠的半成品的厚度范围在0.3mm
‑
0.8mm之间,优选的范围为0.5mm。
58.优选的,在对所述半成品进行抛光操作之前,在所述预成冠的内表面设置玻璃纤维带,为步骤s21。
59.在本实施例中,在预成冠的内表面设置玻璃纤维带后,能够在减小了预成冠的厚度的情况下,也不会影响到预成冠的强度。
60.具体的,在本实施例中,玻璃纤维带具有较强的机械强度,因此将其作为树脂预成冠的加强筋,实现对树脂预成冠的强度的增强具有较大的作用。
61.需要指出的是,在本实施例中,通过在预成冠的内表面设置了玻璃纤维带的方式增加预成冠的强度,其也可以是通过其他方式或其他材质来增加预成冠的强度,只要通过该结构的设置,能够保证预成冠的厚度降低后,不会降低预成冠的强度即可。
62.优选的,如图2所示,所述玻璃纤维带的设置方式为:
63.在牙冠代型的外表面涂抹分离剂后,放置玻璃纤维带,再在玻璃纤维带上涂抹粘接剂,最后将所述半成品设置在所述牙冠代型上进行光固化处理,完成将玻璃纤维带设置在所述半成品上的目的。
64.具体的,在本实施例中,通过涂抹分离剂,能够在牙冠代型将玻璃纤维带送入到预成冠的半成品的内表面,且与预成冠半成品的内表面粘接后,便于牙冠代型与预成冠半成品的分离。
65.通过分离剂的设置,使得玻璃纤维带既能够设置在牙冠代型上,又能够较为容易的从牙冠代型上进行分离。
66.需要指出的是,在本实施例中,玻璃纤维带在牙冠代型上的放置方式可以是通过机械的方式放置,如通过卡接等方式实现玻璃纤维带在牙冠代型上的设置。
67.在本实施例中,玻璃纤维带与预成冠的半成品的内表面之间的连接方式为粘接,在粘接时将粘接剂均匀涂抹到玻璃纤维带的外表面,将牙冠代型与预成冠的半成品进行连接时,在牙冠代型的作用下,将玻璃纤维带与预成冠的半成品进行粘接。
68.优选的,玻璃纤维带的形状为十字型、丁字形或x型。
69.在本实施例中,通过对玻璃纤维带的形状的设置,能够最大程度的实现玻璃纤维带的支撑功能,且减小对乳牙预成冠的加工成本。
70.具体的,玻璃纤维带的形状为十字型、丁字形或x型时,其只需要进行两条安装凹槽的设置即可实现玻璃纤维带对乳牙预成冠的稳定支撑。
71.需要指出的是,在本实施例中,玻璃纤维带的形状为上述几种形状,但其不仅仅局限于上述几种形状,其也可以是其他的形状,如可以是设置为o型等,只要能够通过玻璃纤
维带的设置,实现对乳牙预成冠的支撑,能够在降低乳牙预成冠的厚度后,保证乳牙预成冠的强度即可。
72.在本实施例中,由于玻璃纤维带的设置,受到乳牙预成冠的尺寸、设置位置等因素的影响,其精度相对较低,为保证乳牙预成冠内部的平滑性,提高乳牙预成冠在使用时的舒适度和锲合度,在对乳牙预成冠进行抛光之前,需要在乳牙预成冠的内表面进行一定的处理,如进行对玻璃纤维带上在乳牙预成冠的内表面凸出的部分进行切除,或对乳牙预成冠的内表面进行打磨等,以使得乳牙预成冠的内表面平滑。
73.之后,再对预成冠的半成品进行光固化处理,使得玻璃纤维带能够稳定的粘接在预成冠的半成品的内表面上。
74.优选的,所述半成品与所述牙冠代型分离后,对所述半成品的内表面再次进行光固化处理。
75.具体的,在本实施例中,再次进行光固化处理,能够进一步保证粘接剂的粘接稳定性,保证玻璃纤维带与预成冠的内表面的连接强度。
76.由上述可以看出,本发明中共需要两次光固化处理,第一次光固化处理的目的是将玻璃纤维带粘接在预成冠的内表面,便于牙冠代型与预成冠进行分离,第二次光固化处理的目的是为了保证玻璃纤维带与预成冠的内表面之间的连接强度和连接稳定性,最终保证乳牙预成冠在使用时的强度。
77.优选的,所述牙冠代型的加工方法为:
78.根据步骤s1中的数字化模型的数据,均降低设定数值后,对金属材料进行切削加工。
79.牙冠代型即乳牙的模型,其在使用时,是为了与预成冠进行配合,保证最终制作的预成冠能够与最终乳牙匹配。
80.因此,在对预成冠的数字化模型进行降低数值处理后,相当于将预成冠的各个参数进行同尺度缩小,正好形成乳牙的尺寸。
81.利用该参数进行加工生产后,得到最终的牙冠代型,用于代替乳牙对预成冠进行验证和加工。
82.优选的,所述设定数值的范围为0.5mm
‑
1mm。
83.在本实施例中,根据预成冠的厚度,将数字化模型的数值进行一定程度的减小,而其减小的数值略大于预成冠的厚度,进而能够给预成冠预留出设置玻璃纤维带的空间。
84.在本实施例中,设定设置的范围是0.5mm
‑
4mm,其中,以0.8mm为最佳。
85.优选的,所述粘接剂为流动树脂。
86.具体的,在本实施例中,流动树脂为热固性树脂,如环氧树脂、聚酯树脂、乙烯基酯、双马来酰胺等。
87.热固性树脂在固化后,由于分子间交联,形成网状结构,因此刚性大、硬度高、耐温高、不易燃、制品尺寸稳定性好,也就是说,采用热固性树脂作为粘接剂,能够较好的保证玻璃纤维带与预成冠之间的粘接强度和粘接稳定性。
88.需要指出的是,在本实施例中,粘接剂可以是热固性树脂,但其不仅仅局限于热固性树脂,其还可以其他类型的流动树脂,其只要能够实现将玻璃纤维带粘接在预成冠的内表面即可。
89.还需要指出的是,在本实施例中,粘接剂为流动树脂,但其不仅仅局限于流动树脂,其还可以是其他的粘接材料,其只要能够实现将玻璃纤维带粘接在预成冠的内表面即可。
90.优选的,所述牙冠代型为实心结构。
91.在本实施例中,牙冠代型设置为实心结构,相较于空心结构,虽然增加了成本,但是也同时增加了牙冠代型的强度,使得在将预成冠与牙冠代型进行连接,用力挤压使得玻璃纤维带与预成冠进行粘接的过程中,保证牙冠代型不会发生变形,进而保证了玻璃纤维带与预成冠之间的粘接稳定性和粘接强度。
92.需要指出的是,在保证牙冠代型的强度的前提下,牙冠代型也可以是设置为空心结构。
93.优选的,所述牙冠代型的材质为金属。
94.金属材质的牙冠代型,能够保证牙冠代型的强度,进而使得牙冠代型能够进行多次的重复利用,提高了牙冠代型的利用率。
95.需要指出的是,在本实施例中,牙冠代型的材质为金属,但其不仅仅局限于金属,其还可以是其他的材质,其只要能够实现对预成冠的成品进行检验,且能够便于对玻璃纤维带进行安装即可。
96.本发明提供的树脂生产制作的乳牙预成冠,能够在减少树脂预成冠厚度的前提下增加预成冠的抗折性能,更适宜乳牙的调改和戴用。树脂预成冠颜色可接近于牙色,美观性能好。树脂内冠易于重衬和赋形,易于粘接操作且长期稳定性更优,有x射线穿透性,可以于3d打印技术和cad/cam切削技术结合制作。
97.本发明还提供了一种聚醚醚酮的使用方法,其使用聚醚醚酮作为乳牙预成冠的材质。
98.peek(聚醚醚酮)具有优异的化学稳定性和物理性能,且其弹性模型和硬度与牙本质和骨骼非常接近,比金属合金低,但是其抗磨损性能与金属合金相近,与传统的陶瓷材料相比,peek质轻,与牙本质和釉质的力学性能更为接近,作为牙体替代材料可以更好的恢复牙体组织的力学性能。
99.其颜色接近于牙色,美观不如全瓷冠和树脂材料,但是优于金属,已广泛用于后牙的种植修复和赝覆体的应用。其x射线穿透性无伪影,且可以与cad/cam切削技术结合制作。
100.本发明利用peek材质生产制作乳牙预成冠,完成接近于牙色又接近于牙齿生物特性、损伤较小且易于修整、预备等操作的乳牙冠修复方法。
101.在本实施例中,聚醚醚酮可以是通过改性的方法增加其更多的功能,如可以是玻璃纤维增强型、玻璃纤维颗粒改性聚醚醚酮或进行表面改性等,其主要是聚醚醚酮基的材质即可。
102.本发明还提供了一种乳牙预成冠,其制作流程如图4所示,建立乳牙预成冠的3d数字模型;根据3d数字模型的参数,进行3d打印乳牙预成冠;
103.打印所述乳牙预成冠所采用的材质为聚醚醚酮基高分子材料。
104.在本实施例中,首先根据中国儿童乳牙列大小进行预成冠,进行数字化修复设计,发明适合中国儿童牙列的数字化乳牙预成冠设计模型。
105.具体的,牙冠尺寸范围如下表:
[0106][0107][0108]
根据上表中牙冠的参考尺寸,设计乳牙预成冠的3d数字模型后,利用3d打印机,使用peek(聚醚醚酮)基高分子材料进行3d打印,得到乳牙预成冠。
[0109]
优选的,如图5所示,在得到成品后,对成品进行参数验证。
[0110]
对成品进行参数验证后,才能够确保成品在使用时的舒适度和锲合度。
[0111]
对成品进行参数验证的方式可以有很多种。
[0112]
具体的,在本实施例中,通过设置代型的方式实现对成品的验证,即通过制作乳牙模型,将制作后的乳牙预成冠的成品与乳牙模型进行匹配,实现对参数的验证。
[0113]
需要指出的是,对成品进行参数验证的方法可以是采用代型的方法,但其不仅仅局限于上述方法,其还可以是其他的方法,如还可以是采用数据对比等,也就是说,只要能够实现对参数的验证即可。
[0114]
本发明还提供了一种乳牙预成冠,如图6和图7所示,建立乳牙预成冠的3d数字模型,根据3d数字模型的参数对原始材料进行加工处理,得到预产品,抛光预产品的表面,最终得到成品;
[0115]
其中,原始材料为聚醚醚酮基高分子材料。
[0116]
具体的,在本实施例中,利用5轴数字化切削车床对peek(聚醚醚酮)基高分子材料进行数字化切削加工,得到乳牙预成冠的预产品,在对预产品进行表面抛光后,最终得到成品的乳牙预成冠。
[0117]
优选的,对打印后的乳牙预成冠的外表面进行抛光。
[0118]
经过外表面的抛光,能够降低乳牙预成冠的磨耗,进而提高乳牙牙列的排列和咬合功能,保证口颌面部的生长发育。
[0119]
如图8所示,本发明提供的乳牙预成冠,既可以采用数字化切削的方式,也可以采用3d打印的方式。数字化切削的方式既可以是对树脂材料进行加工,也可以是对peek材料进行加工;3d打印的方式既可以是对peek材料进行加工,也可以是对树脂材料进行加工。
[0120]
本发明的技术方案的有益效果是:
[0121]
采用树脂材料生产制作预成冠,既能够利于x射线的穿透,又具有较佳的可塑性,不会影响乳牙和咬合功能以及口颌面部的生长发育;根据数字化模型进行切削加工,加工精度高,提高了使用时的效果,保证了乳牙和咬合功能以及口颌面部的生长发育。
[0122]
采用聚醚醚酮作为乳牙预成冠的材质,具有较佳的可塑性,便于对便于调整和内冠赋型不会发生咬合紊乱、牙冠的脱落等问题,保证了治疗的效果。
[0123]
通过数字化切削的方式或3d打印的方式,对聚醚醚酮基的乳牙预成冠进行加工,能够提高加工精度,保证乳牙预成冠在使用时的舒适度和锲合度。
[0124]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1