一种轻质护目眼罩及其加工方法
1.本发明涉及医疗眼罩技术领域,更具体地,本发明涉及一种轻质护目眼罩及其加工方法及其制备工艺。
背景技术:
2.目前,对于传染病治疗中为了保障医务人员的生命安全,在以下情况中都需要用到医疗防护隔离眼罩,1、在进行诊疗、护理操作,可能发生患者血液、体液、分泌物等喷溅时。2、近距离接触经飞沫传播的传染病患者时。3、为呼吸道传染病患者进行气管切开、气管插管等近距离操作,可能发生患者血液、体液、分泌物喷溅时,应使用医用隔离眼罩。
3.目前的隔离眼罩重量较大、硬度高,佩戴不舒适;并且由于每个医务人员的脸型不同在现有眼罩的流水线上无法单独进行定制,尤其是对于佩戴眼镜和不佩戴眼镜的人群,需要选择不同种类的眼罩,无法同时满足两者的需求;目前的隔离眼罩质量重成本高,不便于携带。
技术实现要素:
4.为了解决上述问题,本发明第一个方面提供了一种轻质护目眼罩及其加工方法,包括框体、护目镜、固定件和绑带,所述框体的内部设有所述护目镜,所述护目镜的底部设有所述固定件,所述固定件的两侧设有安装孔,所述绑带位于所述安装孔的内部,所述框架的顶部设有密封件,所述密封件的外部设有第二额头密合部,所述第二额头密合部的下方设有第二鼻梁密合部,所述第二鼻梁密合部的内部开设有空腔。
5.作为本发明一种优选的技术方案,所述隔离眼罩还包括密封件,所述密封件和框体贴合并可拆卸连接。
6.作为本发明一种优选的技术方案,所述密封件为一体结构并设有第二额头密合部和第二鼻梁密合部。
7.作为本发明一种优选的技术方案,所述固定件外侧设有过线槽,所述过线槽连接安装孔和固定件外边缘。
8.作为本发明一种优选的技术方案,所述框体设有配合槽,所述框体和固定件通过配合槽卡接。
9.作为本发明一种优选的技术方案,所述安装孔的大小与绑带的大小适配并密合。
10.作为本发明一种优选的技术方案,所述框体和固定件的材料分别选自光敏树脂、工程塑料中的一种。
11.作为本发明一种优选的技术方案,所述护目镜的材料为pvc/pc。
12.本发明第二个方面提供了一种所述的改进医用隔离眼罩的制备工艺,包括以下步骤:
13.(1)组件成型:将框体、固定件通过注塑成型或3d打印成型;
14.(2)配件安装:将绑带、卡扣(4)安装在框体上,并将护目镜卡接在框体和固定件之
间,得到隔离眼罩。
15.作为本发明一种优选的技术方案,所述3d打印成型选自dlp、 sla、lom、sls、fdm中的一种或多种。
16.本发明与现有技术相比具有以下有益效果:本发明提供了一种改进医用隔离眼罩,通过所述密封件的外部设有第二额头密合部,第二额头密合部的下方设有第二鼻梁密合部,第二鼻梁密合部的内部开设有空腔,采用3d打印技术制造,造型简单实用,机构轻便,装配快捷;采用模块化设计,实现工序独立,适用于流水线作业;采用一体化松紧带,镜框设计有快速安装松紧带接口,实现松紧带快速安装和更换;主要采用光敏树脂材料或工程塑料成型外形结构框架,采用 sls或fdm等3d打印成型或注塑成型人脸贴合框体和密封件,严格按照人脸外形成型产品贴合界面,保障产品与人脸之间的密封性能和舒适性。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
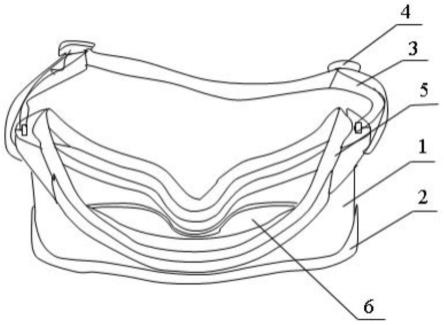
18.图1为改进医用隔离眼罩的示意图(绑带和卡扣(4)未显示)。
19.图2为框体的结构示意图。
20.图3为固定件的结构示意图。
21.图4为密封件的结构示意图。
22.图5为框体的侧面示意图。
23.图6为第二鼻梁密合部内部的结构示意图。
24.上述附图标记表示:1-框体、1-1-固定件、1-2-第一额头密合部、1-3-第一鼻梁密合部、1-4-安装孔、1-5-过线槽、1-6-配合槽、2
‑ꢀ
固定件、3-绑带、4-卡扣、5-密封件、5-1-第二额头密合部、5-2
‑ꢀ
第二鼻梁密合部、5-21-空腔、6-护目镜。
具体实施方式
25.本文所用术语仅仅是为了描述特定示例性实施例的目的,其并不旨在起限制作用。除非上下文另有明确表示,否则本文所使用的单数形式“一”、“一个”和“该”可旨在包括复数形式。术语“包括”、“包含”、“含有”和“具有”具有包含性,并因此表示所述特征、元件、组合物、步骤、整数、操作和/或部件的存在,但这些术语并不排除一个或多个其他特征、整数、步骤、操作、元件、部件和/或其组的存在或增加。虽然开放性术语“包含”将被理解为用于描述并使得本文所阐述的各种实施例得到保护的非约束性术语,但在某些方面,相反的是,该术语可以可选地被理解为更具限制性和约束性的术语,例如,“由
……
组成”或“主要由
……
组成”。因此,对于任何描述组合物、材料、部件、元件、特征、整数、操作和/或工艺步骤的给定实施例而言,本发明还具体包括由或主要由这些所描述的组合物、材料、部件、元件、特征、整数、操作和/或工艺步骤组成的实施例。在“由
……
组成”的情况下,可选实施例排除任何额外的组合物、材料、部件、元件、特征、整数、操作和/或工艺步骤,而在“主要由
……
组成”的情况下,任何在物质上影响基本和新颖特性的额外组合物、材料、部件、元
件、特征、整数、操作和/或工艺步骤都排除在该实施例之外,但是任何不在物质上影响基本和新颖特性的组合物、材料、部件、元件、特征、整数、操作和/或工艺步骤都可包括在该实施例中。
26.除非具体确定为执行顺序,否则本文所描述的任何方法步骤、工艺和操作不应被理解为必定需要以所讨论或所示出的特定顺序进行执行。还将理解的是,除非另有说明,否则可采用额外或可选的步骤。
27.当部件、元件或层被称为“位于”、“结合至”、“连接至”或“联接至”另一元件或层时,其可直接位于、结合至、连接至或联接至该另一部件、元件或层,或可存在中间元件或中间层。相反,当元件被称为“直接位于”、“直接结合至”、“直接连接至”或“直接联接至”另一元件或层时,可能不存在中间元件或中间层。其他用于描述元件之间的关系的词语应当以类似的方式来进行解释(例如,“在
……
之间”与“直接在
……
之间”、“邻近”与“直接邻近”等)。本文所用术语“和/或”包括相关联的列出项中的一个或多个的任何和所有组合。
28.虽然术语“第一”、“第二”和“第三”等可在本文中用来描述各种步骤、元件、部件、区域、层和/或部分,但是,除非另有说明,否则这些步骤、元件、部件、区域、层和/或部分不应被这些术语所限制。这些术语可仅用于区分一个步骤、元件、部件、区域、层或部分与另一步骤、元件、部件、区域、层或部分。当诸如“第一”和“第二”之类的术语以及其他数字术语在本文中使用时,除非上下文中清楚地指出,否则这些术语不暗示次序或顺序。因此,在不偏离示例性实施例的教导的情况下,下文所讨论的第一步骤、元件、部件、区域、层或部分可被称作第二步骤、元件、部件、区域、层或部分。
29.本发明第一个方面提供了一种轻质护目眼罩及其加工方法,所述隔离眼罩包括框体、护目镜、固定件和绑带。
30.在一种实施方式中,所述护目镜卡接在框体和固定件之间。
31.所述框体设有配合槽,所述框体和固定件通过配合槽卡接。
32.申请人通过使用框体和固定件将护目镜固定,在安装过程中不需要涂胶,最终实现适用范围更广、安装拆卸方便、外观结构更完整、更加适应批量化和流水线生产。
33.在一种实施方式中,所述框体左右边缘各有外凸的固定件,所述固定件中设有安装孔,所述绑带两端穿过安装孔并通过卡扣(4)连接。
34.申请人通过卡扣(4)连接绑带两端,其中卡扣(4)为本领域熟知的任意卡口结构,可列举的有日字扣。
35.所述安装孔的大小与绑带的大小适配并密合。
36.在一种实施方式中,所述固定件外侧设有过线槽,所述过线槽连接安装孔和固定件外边缘。
37.申请人通过设置向外突出的固定件,将框体和绑带的安装接口外移,并在外侧设置连接安装孔和固定件外边缘的过线槽,来提高佩戴的舒适度,且过线槽的设置可以保证绑带和卡扣(4)先一体装配并缝合,然后快速装配到框体上,实现快速装配和流水线作业,充分体现模块化思想。
38.在一种实施方式中,所述框体为一体结构且设有第一额头密合部和第一鼻梁密合部。
39.在一种实施方式中,所述框体的材料为光敏树脂或工程塑料。
40.光敏树脂指用于光固化快速成型的材料为液态光固化树脂,或称液态光敏树脂,主要由齐聚物、光引发剂、稀释剂组成。近两年,光敏树脂正被用于3d打印新兴行业,因为其优秀的特性而受到行业青睐与重视。本发明所述热敏树脂为本领域熟知的热敏树脂,不做具体限定。
41.工程塑料可作工程材料和代替金属制造机器零部件等的塑料。工程塑料具有优良的综合性能,刚性大,蠕变小,机械强度高,耐热性好,电绝缘性好,可在较苛刻的化学、物理环境中长期使用,可替代金属作为工程结构材料使用,但价格较贵,产量较小。本发明不对工程塑料做具体限定,可列举的有聚酰胺、聚碳酸酯、聚甲醛、改性聚苯醚、聚乳酸。
42.在一种实施方式中,所述固定件的材料为光敏树脂或工程塑料。
43.在一种实施方式中,所述护目镜的材料为pvc或pc。
44.在一种实施方式中,所述隔离眼罩还包括密封件,所述密封件和框体贴合并可拆卸连接。
45.申请人通过将密封件和框体进行可拆卸连接,如螺纹连接、菱形扣连接等,可手动拆卸密封件和框体。
46.在一种实施方式中,所述密封件为一体结构并设有第二额头密合部和第二鼻梁密合部。
47.在一种实施方式中,所述密封件的材料为光敏树脂或工程塑料。
48.申请人采用随型密封结构设计,通过光敏树脂或工程塑料进行 sls或fdm等3d打印成型或注塑成型的方法,得到密封件和框体,且密封件可贴合在框体上,确保一个眼罩结构同时满足佩戴眼镜人群和非佩戴眼镜人群的,并实现面部密封贴合;另外,申请人通过设置密封件,可补偿框体成型过程的误差,缓冲人脸部佩戴的不适,从而进一步提高佩戴的舒适性。
49.申请人在框体上设置过线槽实现绑带的自由拆装,以及在框体上设置配合槽,实现护目镜卡接在框体和固定件之间,从而实现眼罩整体结构的快速安装和更换,且申请人通过使用光敏树脂或工程塑料一体化成型框体和固定件,并使用pvc或pc材料制备护目镜,得到符合人脸部形状的眼罩,提高眼罩的舒适性,并通过合理选择框体的形状和结构,实现均匀壁厚减薄,实现结构更加轻量化,减少人长期佩戴的不适感,且可扩大佩戴后的视窗范围,可达到180度以上;另外,申请人还设置了和框体贴合的密封件,可补偿框体成型过程的误差,提高佩戴舒适性的同时,同时满足佩戴眼镜人群和非佩戴眼镜人群的需求。
50.本发明第二个方面提供一种如上所述的改进医用隔离眼罩的制备工艺,包括以下步骤:
51.(1)组件成型:将框体、固定件通过注塑成型或3d打印成型;
52.(2)配件安装:将绑带、卡扣(4)安装在框体上,并将护目镜卡接在框体和固定件之间,得到隔离眼罩。
53.在一种优选的实施方式中,所述3d打印成型选自dlp、sla、lom、sls、fdm中的一种或多种。
54.在一种优选的实施方式中,所述改进医用隔离眼罩的制备工艺,包括以下步骤:
55.(1)组件成型:将框体、固定件和密封件通过注塑成型或3d打印成型;
56.(2)配件安装:将绑带、卡扣(4)安装在框体上,并将护目镜卡接在框体和固定件之
间,并将密封件贴合在框体上,得到隔离眼罩。
57.申请人通过对标准模型和面部数据进行采集,建立相应的三维模型,并针对不同光敏树脂或工程塑料材质选择不同3d打印方法,如 sla、fdm等,并在设备上设定相关参数进行上机打印,并安装好其他配件,得到隔离眼罩,且可通过医务人员的适用进一步调整三维模型和弹性绑带、硅胶垫等配件,重新打印,来满足不同人需求的框体,具有高的面罩脸部贴合度。
58.实施例
59.下面通过实施例对本发明进行具体描述。有必要在此指出的是,以下实施例只用于对本发明作进一步说明,不能理解为对本发明保护范围的限制,该领域的专业技术人员根据上述本发明的内容做出的一些非本质的改进和调整,仍属于本发明的保护范围。
60.实施例1
61.如图1~5所示,本实施例提供一种轻质护目眼罩及其加工方法,所述隔离眼罩包括框体1、护目镜6、固定件2、绑带3和密封件5,所述框体1设有配合槽1-6,所述框体1和固定件2通过配合槽1-6 卡接;所述框体1左右边缘各有外凸的固定件1-1,所述固定件1-1 中设有安装孔1-4,所述绑带3两端穿过安装孔1-4并通过日字扣4 连接,所述安装孔1-4的大小与绑带3的大小适配并密合,所述固定件1-1外侧设有过线槽1-5,所述过线槽1-5连接安装孔1-4和固定件1-1外边缘;所述框体1为一体结构且设有第一额头密合部1-2和第一鼻梁密合部1-3;所述框体1的材料为光敏树脂,所述固定件2 的材料为光敏树脂,所述护目镜6的材料为pvc;所述隔离眼罩还包括密封件5,所述密封件5和框体1贴合并通过菱形扣连接,所述密封件5为一体结构并设有第二额头密合部5-1和第二鼻梁密合部5-2,所述密封件5的材料为光敏树脂。
62.本例还提供如上所述的改进医用隔离眼罩的制备工艺,包括以下步骤:
63.(1)组件成型:将框体1、固定件2和密封件5通过sla打印成型;
64.(2)配件安装:将绑带3、卡扣(4)安装在框体1上,并将护目镜6卡接在框体1和固定件2之间,并将密封件5贴合在框体1上,得到隔离眼罩。
65.实施例2
66.如图1~5所示,本实施例提供一种轻质护目眼罩及其加工方法,所述隔离眼罩包括框体1、护目镜6、固定件2、绑带3和密封件5,所述框体1设有配合槽1-6,所述框体1和固定件2通过配合槽1-6 卡接;所述框体1左右边缘各有外凸的固定件1-1,所述固定件1-1 中设有安装孔1-4,所述绑带3两端穿过安装孔1-4并通过日字扣4 连接,所述安装孔1-4的大小与绑带3的大小适配并密合,所述固定件1-1外侧设有过线槽1-5,所述过线槽1-5连接安装孔1-4和固定件1-1外边缘;所述框体1为一体结构且设有第一额头密合部1-2和第一鼻梁密合部1-3;所述框体1的材料为聚乳酸,所述固定件2的材料为聚乳酸,所述护目镜6的材料为pvc;所述隔离眼罩还包括密封件5,所述密封件5和框体1贴合并通过菱形扣连接,所述密封件 5为一体结构并设有第二额头密合部5-1和第二鼻梁密合部5-2,所述密封件5的材料为聚乳酸。
67.本例还提供如上所述的改进医用隔离眼罩的制备工艺,包括以下步骤:
68.(1)组件成型:将框体1、固定件2和密封件5通过fdm打印成型;
69.(2)配件安装:将绑带3、卡扣(4)安装在框体1上,并将护目镜6卡接在框体1和固定
件2之间,并将密封件5贴合在框体1上,得到隔离眼罩。
70.实施例3
71.如图1~5所示,本实施例提供一种轻质护目眼罩及其加工方法,所述隔离眼罩包括框体1、护目镜6、固定件2、绑带3和密封件5,所述框体1设有配合槽1-6,所述框体1和固定件2通过配合槽1-6 卡接;所述框体1左右边缘各有外凸的固定件1-1,所述固定件1-1 中设有安装孔1-4,所述绑带3两端穿过安装孔1-4并通过日字扣4 连接,所述安装孔1-4的大小与绑带3的大小适配并密合,所述固定件1-1外侧设有过线槽1-5,所述过线槽1-5连接安装孔1-4和固定件1-1外边缘;所述框体1为一体结构且设有第一额头密合部1-2和第一鼻梁密合部1-3;所述框体1的材料为光敏树脂,所述固定件2 的材料为光敏树脂,所述护目镜6的材料为pc;所述隔离眼罩还包括密封件5,所述密封件5和框体1贴合并通过菱形扣连接,所述密封件5为一体结构并设有第二额头密合部5-1和第二鼻梁密合部5-2,所述密封件5的材料为光敏树脂。
72.本例还提供如上所述的改进医用隔离眼罩的制备工艺,包括以下步骤:
73.(1)组件成型:将框体1、固定件2和密封件5通过sla打印成型;
74.(2)配件安装:将绑带3、卡扣(4)安装在框体1上,并将护目镜6卡接在框体1和固定件2之间,并将密封件5贴合在框体1上,得到隔离眼罩。
75.实施例4
76.如图1~5所示,本实施例提供一种轻质护目眼罩及其加工方法,包括框体、护目镜、固定件和绑带,所述框体的内部设有所述护目镜,所述护目镜的底部设有所述固定件,所述固定件的两侧设有安装孔,所述绑带位于所述安装孔的内部,所述框架的顶部设有密封件,所述密封件的外部设有第二额头密合部,所述第二额头密合部的下方设有第二鼻梁密合部,所述第二鼻梁密合部的内部开设有空腔;所述框体1的材料为聚乳酸,所述固定件2的材料为聚乳酸,所述护目镜6的材料为pc;所述隔离眼罩还包括密封件5,所述密封件5和框体1贴合并通过菱形扣连接,所述密封件5为一体结构并设有第二额头密合部5-1和第二鼻梁密合部5-2,所述密封件5的材料为聚乳酸。
77.本例还提供如上所述的改进医用隔离眼罩的制备工艺,包括以下步骤:
78.(1)组件成型:将框体1、固定件2和密封件5通过fdm打印成型;
79.(2)配件安装:将绑带3、卡扣(4)安装在框体1上,并将护目镜6卡接在框体1和固定件2之间,并将密封件5贴合在框体1上,得到隔离眼罩。
80.实施例5
81.本实施例提供一种轻质护目眼罩及其加工方法,所述隔离眼罩包括框体、护目镜、固定件、绑带,所述框体设有配合槽,所述框体和固定件通过配合槽卡接;所述框体左右边缘各有外凸的固定件,所述固定件中设有安装孔,所述绑带两端穿过安装孔并通过日字扣连接,所述安装孔的大小与绑带的大小适配并密合,所述固定件外侧设有过线槽,所述过线槽连接安装孔和固定件外边缘;所述框体为一体结构且设有第一额头密合部和第一鼻梁密合部;所述框体的材料为光敏树脂,所述固定件的材料为光敏树脂,所述护目镜的材料为pvc。
82.本例还提供如上所述的改进医用隔离眼罩的制备工艺,包括以下步骤:
83.(1)组件成型:将框体、固定件通过sla打印成型;
84.(2)配件安装:将绑带、卡扣(4)安装在框体上,并将护目镜卡接在框体和固定件之间,得到隔离眼罩。
85.前述的实例仅是说明性的,用于解释本发明所述方法的一些特征。所附的权利要求旨在要求可以设想的尽可能广的范围,且本文所呈现的实施例仅是根据所有可能的实施例的组合的选择的实施方式的说明。因此,申请人的用意是所附的权利要求不被说明本发明的特征的示例的选择限制。在权利要求中所用的一些数值范围也包括了在其之内的子范围,这些范围中的变化也应在可能的情况下解释为被所附的权利要求覆盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1