聚合物造粒的在线异常监测方法、系统、终端及介质与流程
本发明涉及高聚物造粒的在线监测技术,具体地,涉及一种聚合物造粒的在线异常监测方法、系统、终端及介质。
背景技术:
1、高聚物的分子量及分子量分布,是研究聚合物及高分子材料性能的最基本数据之一。它涉及到高分子材料及其制品的力学性能,高聚物的流变性质,聚合物加工性能和加工条件的选择,也是在高分子化学、高分子物理领域对具体聚合反应,具体聚合物的结构研究所需的基本数据之一。比如在聚烯烃生产过程中,如果出现牌号切换或产品质量大的波动,会造成产物分子量或分子量分布的波动,进而影响连续稳定生产。因此,及时判断聚烯烃生产过程中牌号切换的发生或产品质量的波动,对于聚烯烃安全稳定生产具有重要指导意义。现有对高聚物的分子量及分子量分布的检测方法包括质谱法、凝胶渗透色谱法、小角激光光散射法、粘度法等均为离线分析测试方法,无法实现聚合造粒过程的实时在线、快速高效的判断。
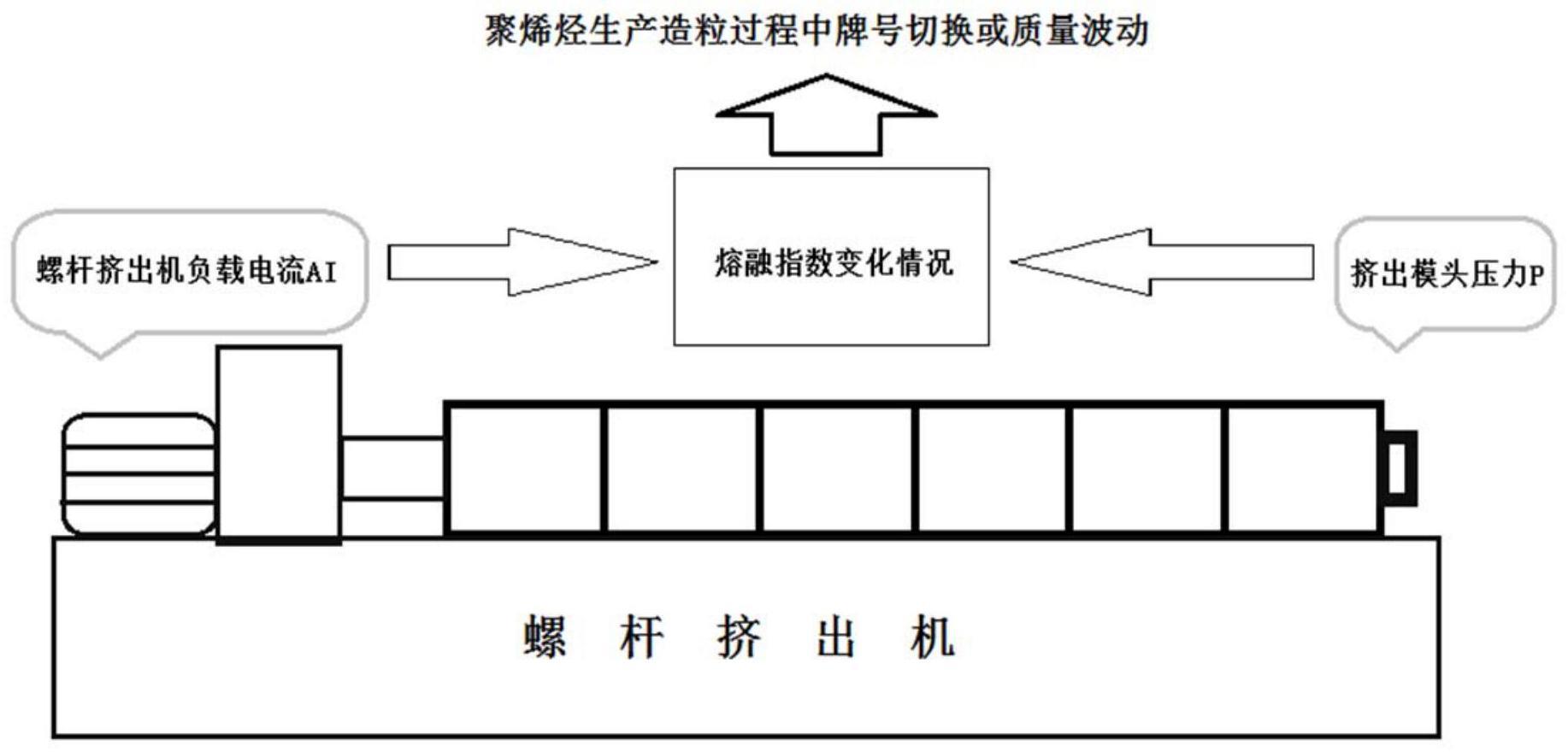
2、熔融指数(mi)是在聚烯烃高分子材料工业中衡量产品加工、流动性能的极为重要的技术指标。人们从工业生产角度意识到聚合物熔融指数与高分子材料的加工性能、流变性能都有密切关系。研究表明,熔融指数mi与聚合物分子量mw和分子量分布有着密切的关系。在分子量分布一定的条件下,lnmi与lnmw成反比;在mw一定的条件下,分子量分布越宽,mi越大。根据这个关系可以得出,熔融指数mi的波动与分子量波动、分子量分布波动相关。由此可知,当在线生产过程中熔融指数发生巨大波动(即发生特异值)时,聚合物的分子量或分子量分量也发生了巨大波动,即有可能发生了聚合物牌号的切换或产品质量的波动。
3、授权公告号为cn103675011b的中国发明专利《最优支持向量机的工业熔融指数软测量仪表和方法》,公布了一种最优支持向量机的工业熔融指数软测量软测量仪表及方法。该软测量方法对多个加权最小二乘支持向量机的输出进行模糊化处理,并采用粒子群算法对整个模糊方程系统进行优化,用于测量易测变量的现场智能仪表、用于测量操作变量的控制站与dcs数据库连接,软测量值显示仪包括最优支持向量机的工业熔融指数软测量模型。
4、授权公告号为cn103150475b的中国发明专利《聚合物熔融指数的软测量方法》,公开了一种聚合物熔融指数的软测量方法,包括:确定第一阶段自适应链接超平面模型、第二阶段静态模型和第三阶段脉冲响应模型;读取并输入操作变量的在线测量值至所述第一阶段自适应链接超平面模型,以获得气体分压的在线实时估计值;将所述气体分压的在线实时估计值输入至所述第二阶段静态模型中,以获得瞬时熔融指数的估计值;将所述瞬时熔融指数的估计值输入至所述第三阶段脉冲响应模型,以获得所述累积熔融指数的估计值。
5、授权公告号为cn102663220b的中国发明专利《一种聚丙烯熔融指数在线动态预报方法》公开了一种聚丙烯熔融指数的动态在线预报方法。通过点击工控机组态界面上的按钮启动事先编写好的熔融指数在线预报的程序,以聚丙烯全流程工艺熔融指数动态预报数学模型为基础,结合渐消记忆增广最小二乘法实现聚丙烯熔融指数的在线预报。通过在线测量计算氢气与丙烯输入流量比值和聚合反应温度,在相当宽的范围内在线预报聚丙烯树脂的熔融指数。
6、截至目前,包括上述已经公开的技术对目前工业上熔融指数的测量方法,基本上是基于大量数据或数据库的回归、拟合处理,计算量大,模型复杂。且目前的测量方法需要先针对某一个产品或牌号先进行数据回归和优化,建立好模型后才能进行预测,无法直接用于预测一个未知产品的熔融指数。
技术实现思路
1、本发明针对现有技术中存在的上述不足,提供了一种聚合物造粒的在线异常监测方法、系统、终端及介质。
2、根据本发明的一个方面,提供了一种聚合物造粒的在线异常监测方法,包括:
3、获取螺杆挤出机负载电流值ri,和/或,挤出模头压力p;
4、根据所述螺杆挤出机负载电流值ri和/或所述挤出模头压力p,计算所述螺杆挤出机负载电流值ri的倒数1/ri和/或所述挤出模头压力p的倒数1/p;
5、根据设定的判据,判断所述倒数1/ri和/或所述倒数1/p是否出现特异值;
6、当所述倒数1/ri和所述倒数1/p同时出现特异值时,判断聚合物造粒过程中产生异常。
7、优选地,判断所述倒数1/ri出现特异值的判据,包括如下任意一种或任意多种:
8、-判据i,用于判断设定时段内出现异常值的情况,包括:定义螺杆挤出机负载电流值ri值的倒数1/ri随时间的导数[d(1/ri)/dt]为参数a,定义所述参数a的特异阈值,当所述参数a大于特异阈值时,则判断螺杆挤出机负载电流值ri的倒数1/ri出现特异值;
9、-判据ii,用于判断全局范围内出现异常值的情况,包括:定义相邻两个采样时刻下螺杆挤出机负载电流值ri值的倒数1/ri中较大值与较小值的比值为参数a,定义所述参数a的特异阈值,当所述参数a大于特异阈值时,则判断螺杆挤出机负载电流值ri的倒数1/ri出现特异值。
10、优选地,在判据i中,所处参数a的特异阈值为2~10;
11、在判据ii中,所述相邻两个采样时刻的时间间隔为0.5~1.2h;所述参数a的特异阈值为2~10;
12、在判据i和/或判据ii中,所述参数a的前后两个采样时刻的时间间隔为至少10min。
13、进一步地,在判据i中,所处参数a的特异阈值优选为2.5。
14、进一步地,在判据ii中,所述参数a的特异阈值优选为1.1。
15、优选地,判断所述倒数1/p出现特异值的判据,包括如下任意一种或任意多种:
16、-判据i,用于判断设定时段内出现特异值的情况,包括:定义挤出模头压力p的倒数1/p随时间的导数[d(1/p)/dt]为参数b,定义参数b的特异阈值,当所述参数b大于特异阈值时,则判断挤出模头压力p的倒数1/p出现特异值;
17、-判据ii,用于判断全局范围内出现特异值的情况,包括:定义相邻两个采样时刻下挤出模头压力p的倒数1/p中较大值与较小值的比值为参数b,定义参数b的特异阈值,当所述参数b大于特异阈值时,则判断挤出模头压力p的倒数1/p出现特异值。
18、优选地,在判据i中,所述参数b的特异阈值为2~10;
19、在判据ii中,所述相邻两个采样时刻的时间间隔为0.5~1.2h,所述参数b的特异阈值为2~10;
20、在判据i和/或判据ii中,所述参数b的前后两个采样时刻的时间间隔为至少10min。
21、进一步地,在判据i中,所述参数b的特异阈值优选为2.5。
22、进一步地,在判据ii中,所述参数b的特异阈值优选为1.2。
23、优选地,所述聚合物造粒过程中产生异常,包括:牌号切换或产品质量异常波动。
24、优选地,当所述倒数1/ri和所述倒数1/p同时出现特异值时,产品熔融指数出现特异值,此时,所述产品熔融指数的变化范围为1~100g/10min,熔融指数的变化幅度>100%。
25、根据本发明的另一个方面,提供了一种聚合物造粒的在线异常监测系统,包括:
26、数据获取模块,该模块用于获取螺杆挤出机负载电流值ri,和/或,挤出模头压力p,并计算所述螺杆挤出机负载电流值ri的倒数1/ri和/或所述挤出模头压力p的倒数1/p;
27、异常判定模块,该模块根据设定的判据,判断所述倒数1/ri和/或所述倒数1/p是否同时出现特异值,从而判断聚合物造粒过程中是否产生异常。
28、根据本发明的第三个方面,提供了一种终端,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时可用于执行上述任一项所述的方法,或,运行上述的系统。
29、根据本发明的第四个方面,提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时可用于执行上述任一项所述的方法,或,运行上述的系统。
30、由于采用了上述技术方案,本发明与现有技术相比,具有如下至少一项的有益效果:
31、本发明提供的聚合物造粒的在线异常监测方法、系统、终端及介质,通过聚合物生产造粒时挤出造粒机电流值ri或模头压力p的特异值发生来判断熔融指数特异值的发生,进而判断发生牌号切换或产品质量的巨大波动,为在线生产提供实时快速判断准则。
32、本发明提供的聚合物造粒的在线异常监测方法、系统、终端及介质,针对聚合物生产造粒过程中牌号切换或产品质量发生巨大波动的实时在线判断难题,提供一种安全简便、及时可靠的监测技术。
33、本发明提供的聚合物造粒的在线异常监测方法、系统、终端及介质,不需要先建立模型再进行预测,能够直接用于预测一个未知产品的熔融指数,实现了对聚合物造粒过程中的实时在线异常监测。
34、本发明提供的聚合物造粒的在线异常监测方法、系统、终端及介质,可以实现对例如烯烃均聚物和烯烃共聚物等聚合物的生产过程中的牌号切换和产品质量波动的在线判断,方法安全简便,及时可靠,可以预警产品质量的大幅度变化,为例如聚烯烃等聚合物生产造粒工艺的安全稳定生产提供有效监测依据,提高产品质量和工业生产经济效益。
- 还没有人留言评论。精彩留言会获得点赞!