一种托槽定位器设计系统及托槽粘结方法与流程
1.本发明涉及建筑装饰板材技术领域,具体为一种托槽定位器设计系统及托槽粘结方法。
背景技术:
2.现有技术固定正畸托槽粘贴定位方法:
3.1.直接粘贴-医生根据患者的牙齿情况,进行托槽的直接粘贴(靠临床医生的经验判断托槽的粘贴位置及底板角度);
4.2.间接粘贴(3d打印间接粘贴导板方法):
5.①
.将患者的模型进行数字化;
6.②
.在软件中进行牙齿排齐;
7.③
.在数字模型上进行行托槽定位,调整,并添加托槽位置标记点;
8.④
.打印牙颌模型+托槽定位标记,及间接定位导板框架;
9.⑤
.将托槽临时安装在打印模型上;
10.⑥
.将模型上的托槽转移至托槽间接定位模板上,并用硅胶进行定位;
11.⑦
.临床医生通过间接定位导板进行患者口内托槽粘贴。
12.3.间接粘贴(热压成型间接粘贴导板方法):
13.①
.将患者的模型进行数字化;
14.②
.在软件中间中进行牙齿排齐;
15.③
.在数字模型上进行行托槽定位,调整,并添加托槽位置标记点;
16.④
.打印牙颌模型+托槽定位标记;
17.⑤
.将托槽临时安装在打印模型上;
18.⑥
.通过热压成型的方式将托槽转移至高分子膜片上;
19.⑦
.临床医生通过间接定位导板进行患者口内托槽粘贴。
20.存在的问题:
21.1.直接粘贴方式更多的依靠医生的临床经验,位置选择定位,调整耗时较长;
22.2.间接粘贴方式(3d打印)需要打印模型并进行托槽的技工室模拟粘贴,对技工的要求高,采用硅胶定位的方式,容易产生运输过程中的附件脱落等问题,影响定位精度;
23.3.间接粘贴方式(热压成型模式),比3d打印模式增加热压成型工序,对热压成型工艺有一定的技术要求,增加技工室工作量,同时热压成型后定位精度有所下降,托槽与膜片在运输及粘结过程中容易产生分离,错位等问题,因此不能满足托槽定位器设计系统及托槽粘结方法的工作要求,为此提出一种托槽定位器设计系统及托槽粘结方法。
技术实现要素:
24.(一)解决的技术问题
25.针对现有技术的不足,本发明提供了一种托槽定位器设计系统及托槽粘结方法,
以解决上述的技术问题。
26.(二)技术方案
27.为实现上述的目的,本发明提供如下技术方案:一种托槽定位器设计系统及托槽粘结方法,包括设计系统主体,所述设计系统主体的底部固定安装有多功能底座,所述多功能底座呈长方体,所述多功能底座的下部两侧均开设有收纳腔,所述收纳腔的内腔均通过螺纹旋接有升降轮,所述多功能底座的内腔中部通过螺纹固定嵌装有电箱,所述多功能底座的上表面左侧通过螺纹固定嵌装有系统组件,所述系统组件的前端通过螺纹固定嵌装有主控屏,所述系统组件的后部通过螺纹固定嵌装有主控箱,所述多功能底座的上表面右侧通过螺纹固定嵌装有3d打印组件,所述3d打印组件的左侧通过螺纹固定开设有打印腔,所述所述3d打印组件的右侧通过螺纹固定安装有原料箱,所述3d打印组件的外部通过螺纹固定安装有外框架,所述3d打印组件的外壁右侧通过磁吸块吸附有粘结步骤。
28.优选的,所述收纳腔呈圆柱体,所述升降轮均由上部的电动升降器与下部的万向轮组合而成。
29.优选的,所述系统组件的外部通过螺纹固定嵌装有外机壳,所述外机壳呈长方体,所述外机壳由abs工程塑料组合而成,所述主控屏通过螺纹固定嵌装于外机壳的前端,所述主控箱通过螺纹固定嵌装于外机壳的内腔后部,所述外机壳的下部固定嵌装有红外键盘。
30.优选的,所述主控箱的内部通过软件安装有自动定位系统,所述自动定位系统由s1-s6组合而成,
31.s1牙齿切分;
32.s2模拟排牙
33.通过自动定位系统根据临床医学的正常颌的标准进行排牙,andrews六要素:上与下牙弓间关系及咬合接触关系、牙齿近与远中倾斜(冠角、轴倾角)、牙齿唇颊舌向倾斜(冠倾斜、冠转矩)、旋转、邻面接触和曲线;
34.s3位置调整
35.通过模拟目标位置的排牙、托槽的与标准弓丝的匹配,同时对托槽在牙冠上的位置进行调整;
36.s4位置定位
37.通过模拟目标位置的排牙、托槽的与标准弓丝的匹配,同时对托槽在牙冠上的位置进行最佳贴合,从而实现托槽定位;
38.s5模型参数化
39.通过基础结构,并同时参考托槽上连接部分与基础结构的空间位置关系,以及和牙冠的位置关系对整体模型进行参数生成;
40.s6生成定位器
41.根据对整体模型进行参数生成的数据,将数据通过无线信号传输到3d打印组件,并通过3d打印组件生成定位器。
42.优选的,所述打印腔的内腔上部通过螺纹旋接有横向滑动杆,所述横向滑动杆的两端均嵌装有前后滑动杆,所述前后滑动杆的两端均安装有固定块,所述横向滑动杆的外表面嵌装有打印喷头,所述打印喷头的上部内壁嵌装有电磁阀,所述打印喷头的中部内壁贯穿嵌装有电热板,所述打印喷头的底部螺纹旋接有喷头,所述打印腔的内腔两侧固定安
装有纵向滑动杆,所述纵向滑动杆的外表面均嵌装有滑动块,所述滑动块之间通过螺纹连接有加热磁吸固定板。
43.优选的,所述原料箱的下部安装有运动逻辑主控芯片组件,所述运动逻辑主控芯片的右侧安装有远程无线控制系统。
44.优选的,所述外框架呈长方体,所述外框架由金属钢材组合而成,所述外框架之间均固定嵌装有钢化玻璃,所述打印腔通过螺纹嵌装于外框架的内腔左侧,所述原料箱通过螺纹固定嵌装于外框架的内腔右侧,所述外框架的内腔上部固定安装有恒温过滤系统。
45.优选的,所述粘结步骤由s7-s9组合而成,
46.s7印牙颌模型;
47.s8牙颌模型上临时粘接托槽;
48.s9托槽用水溶性粘接包裹,并转移至定位器的腔体内。
49.(三)有益效果
50.与现有技术相比,本发明提供了一种托槽定位器设计系统及托槽粘结方法,具备以下有益效果:
51.1、该托槽定位器设计系统及托槽粘结方法,通过自动定位系统采用的模拟排牙来确定托槽的最佳位置,并通过参数化生成定位器,来提升托槽定位和粘贴的操控性,精度及效率,并通过牙齿排齐确定托槽的添加位置及底板的倾斜角度,同时通过模型参数化设计实现托槽定位器的个性化生成,使得托槽定位器能够提升托槽粘贴的定位精度,实现基于标准(商业化)托槽的患者个性化定位,粘贴,提升托槽粘结的操控性,减少技工,医生的工作强度,降低托槽粘贴模板的生产成本和周期,有效降低、减少因托槽定位偏差产生的正畸副作用力。
52.2、该托槽定位器设计系统及托槽粘结方法,通过采用恒温过滤系统的形式使得3d打印机的恒温、保湿和空气的过滤得到提升,加热磁吸固定板使得定位器的稳固性得到提升,加设的电磁阀能控制打印喷头喷出原料的流量,用来计算该定位器的用量,同时避免喷头出料过多,导致打印喷头的晃动,设有电热板用于控制原料的软化同时加强了原料的可塑性,电磁阀与电热板组合使得组合状态下打印喷头出料的稳定性、可控性和自动加热性得到进一步的提升,加设的带有运动逻辑主控芯片和远程无线控制系统结构使得组合状态下打印喷头能够精确的进行打印。
附图说明
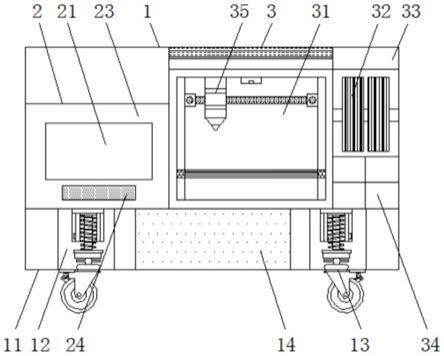
53.图1为本发明槽定位器设计系统主体的内部结构示意图;
54.图2为本发明槽定位器设计系统组件的结构示意图;
55.图3为本发明槽定位器设计系统的流程示意图;
56.图4为本发明托槽粘结方法的流程示意图。
57.图中:1、设计系统主体;2、系统组件;3、3d打印组件;11、多功能底座;12、收纳腔;13、升降轮;14、电箱;21、主控屏;22、主控箱;23、外机壳;24、红外键盘;25、自动定位系统;31、打印腔;32、原料箱;33、外框架;34、粘结步骤;35、打印喷头。
具体实施方式
58.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
59.本发明提供一种技术方案,一种托槽定位器设计系统及托槽粘结方法,包括设计系统主体1、系统组件2、3d打印组件3、多功能底座11、收纳腔12、升降轮13、电箱14、主控屏21、主控箱22、外机壳23、红外键盘24、自动定位系统25、打印腔31、原料箱32、外框架33、粘结步骤34和打印喷头35,请参阅图1,设计系统主体1的底部固定安装有多功能底座11,多功能底座11呈长方体,多功能底座11的下部两侧均开设有收纳腔12,收纳腔12的内腔均通过螺纹旋接有升降轮13,收纳腔12呈圆柱体,升降轮13均由上部的电动升降器与下部的万向轮组合而成,多功能底座11的内腔中部通过螺纹固定嵌装有电箱14,多功能底座11的上表面右侧通过螺纹固定嵌装有3d打印组件3,3d打印组件3的左侧通过螺纹固定开设有打印腔31,3d打印组件3的右侧通过螺纹固定安装有原料箱32,3d打印组件3的外部通过螺纹固定安装有外框架33,3d打印组件3的外壁右侧通过磁吸块吸附有粘结步骤34,打印腔31的内腔上部通过螺纹旋接有横向滑动杆,横向滑动杆的两端均嵌装有前后滑动杆,前后滑动杆的两端均安装有固定块,横向滑动杆的外表面嵌装有打印喷头35,打印喷头35的上部内壁嵌装有电磁阀,打印喷头35的中部内壁贯穿嵌装有电热板,打印喷头35的底部螺纹旋接有喷头,打印腔31的内腔两侧固定安装有纵向滑动杆,纵向滑动杆的外表面均嵌装有滑动块,滑动块之间通过螺纹连接有加热磁吸固定板,原料箱32的下部安装有运动逻辑主控芯片组件,运动逻辑主控芯片的右侧安装有远程无线控制系统,外框架33呈长方体,外框架33由金属钢材组合而成,外框架33之间均固定嵌装有钢化玻璃,打印腔31通过螺纹嵌装于外框架33的内腔左侧,原料箱32通过螺纹固定嵌装于外框架33的内腔右侧,外框架33的内腔上部固定安装有恒温过滤系统。
60.请参阅图2,多功能底座11的上表面左侧通过螺纹固定嵌装有系统组件2,系统组件2的前端通过螺纹固定嵌装有主控屏21,系统组件2的后部通过螺纹固定嵌装有主控箱22,系统组件2的外部通过螺纹固定嵌装有外机壳23,外机壳23呈长方体,外机壳23由abs工程塑料组合而成,主控屏21通过螺纹固定嵌装于外机壳23的前端,主控箱22通过螺纹固定嵌装于外机壳23的内腔后部,外机壳23的下部固定嵌装有红外键盘24。
61.请参阅图3,主控箱22的内部通过软件安装有自动定位系统25,自动定位系统25由s1-s6组合而成,
62.s1牙齿切分;
63.s2模拟排牙
64.通过自动定位系统25根据临床医学的正常颌的标准进行排牙,andrews六要素:上与下牙弓间关系及咬合接触关系、牙齿近与远中倾斜冠角、轴倾角、牙齿唇颊舌向倾斜冠倾斜、冠转矩、旋转、邻面接触和曲线;
65.s3位置调整
66.通过模拟目标位置的排牙、托槽的与标准弓丝的匹配,同时对托槽在牙冠上的位置进行调整;
67.s4位置定位
68.通过模拟目标位置的排牙、托槽的与标准弓丝的匹配,同时对托槽在牙冠上的位置进行最佳贴合,从而实现托槽定位;
69.s5模型参数化
70.通过基础结构,并同时参考托槽上连接部分与基础结构的空间位置关系,以及和牙冠的位置关系对整体模型进行参数生成;
71.s6生成定位器
72.根据对整体模型进行参数生成的数据,将数据通过无线信号传输到3d打印组件,并通过3d打印组件生成定位器。
73.请参阅图4,粘结步骤34由s7-s9组合而成,
74.s7印牙颌模型;
75.s8牙颌模型上临时粘接托槽;
76.s9托槽用水溶性粘接包裹,并转移至定位器的腔体内。
77.本装置的工作原理:通过自动定位系统25采用的模拟排牙来确定托槽的最佳位置,并通过参数化生成定位器,来提升托槽定位和粘贴的操控性,精度及效率,并通过牙齿排齐确定托槽的添加位置及底板的倾斜角度,同时通过模型参数化设计实现托槽定位器的个性化生成,使得托槽定位器能够提升托槽粘贴的定位精度,实现基于标准(商业化)托槽的患者个性化定位,粘贴,提升托槽粘结的操控性,减少技工,医生的工作强度,降低托槽粘贴模板的生产成本和周期,有效降低、减少因托槽定位偏差产生的正畸副作用力,通过采用恒温过滤系统的形式使得3d打印机的恒温、保湿和空气的过滤得到提升,加热磁吸固定板使得定位器的稳固性得到提升,该恒温结构可参考市面上已有的松下六恒温系统,加设的电磁阀能控制打印喷头35喷出原料的流量,用来计算该定位器的用量,同时避免喷头出料过多,导致打印喷头35的晃动,设有电热板用于控制原料的软化同时加强了原料的可塑性,电磁阀与电热板组合使得组合状态下打印喷头35出料的稳定性、可控性和自动加热性得到进一步的提升,加设的带有运动逻辑主控芯片和远程无线控制系统结构使得组合状态下打印喷头35能够精确的进行打印,通过加热磁吸固定板的设计使得成型中的定位器有承载其的固定板,加热结构能控制定位器在成型中原料的可塑性,磁吸结构可用于吸附定位器内部具有磁性的金属原料,运动逻辑主控芯片可参考市面上常见的dcs分布式控制系统、fcs现场总线控制系统或者plc分布式i/o等。
78.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
79.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1