一种干爽贴身型吸收物品及其制造方法与流程
1.本发明涉及生理卫生用品技术领域,特别涉及一种干爽贴身型吸收物品及其制造方法。
背景技术:
2.随着时代的发展,消费者对卫生吸收用品的要求不断提高,要求吸收用品在具备瞬吸、瞬干、健康、柔软、透气、舒适等性能。但现在市场上大部分吸收物品吸液后依旧存在下渗速度慢、吸收性差、侧漏、不干爽、不透气、穿戴不舒适等问题。因此急需提供一种干爽性好、液体下渗速度快、高吸收性、防止侧漏、透气性好,同时能够与人体高度贴合、穿戴舒适的吸收物品。
技术实现要素:
3.本发明实施例提供了一种液体下渗速度快、防止侧漏、高吸收性、干爽性好,同时能够与身体高度贴合、穿戴舒适的吸收物品。
4.为了实现上述目的,第一方面,本发明提供了一种干爽贴身型吸收物品:
5.所述干爽贴身型吸收物品包括从上到下依次设置的透液性表层、中凸结构、吸收层、透气底层和底层无纺布;
6.所述干爽贴身型吸收物品还包括包裹层和橡筋立体护围;
7.所述包裹层用于包覆所述吸收层;
8.所述中凸结构上设置有切缝和凸起;
9.所述橡筋立体护围设置在所述透液性表层两侧且高于所述透液性表层。
10.优选地,所述中凸结构由湿法造高吸水树脂吸水纸、绒毛浆和高吸水树脂复合得到。
11.优选地,所述中凸结构的长度为5~10cm,宽度为2~6cm,凸起高度为0.3~1cm。
12.优选地,所述切缝包括横向切缝和纵向切缝。
13.更优选地,所述切缝为由横向切缝和纵向切缝组成的十字切缝。
14.优选地,所述横向切缝和所述纵向切缝均为长条缝;
15.所述长条缝的长度为1~10mm,宽度为0.1~3mm。
16.优选地,所述透液性表层为热风无纺布、纺粘无纺布、纯棉无纺布、竹纤维无纺布或水刺无纺布。
17.更优选地,所述透液性表层为热风无纺布。
18.优选地,所述包裹层为卫生衬纸、无纺布或湿法造高吸水树脂吸水纸,优选为无纺布。
19.更优选地,所述包裹层为纺粘无纺布。
20.优选地,所述吸收层为湿法造高吸水树脂吸水纸、无尘纸高吸水树脂吸水纸、干法吸水纸、复合芯体、绒毛浆和高吸水树脂混合结构或包裹高吸水树脂的的无纺布。
21.更优选地,所述吸收层为绒毛浆和高吸水树脂混合结构。
22.优选地,所述湿法造高吸水树脂吸水纸由两层原纸和高吸水树脂复合得到;所述湿法造高吸水树脂吸水纸克重为20~300g/m2。
23.更优选地,所述湿法造高吸水树脂吸水纸克重为70~150g/m2。
24.优选地,所述高吸水树脂的克重为10~300g/m2,粒径为30~100目,保水能力不低于25g/g,通液能力不低于0.1ml/min。
25.优选地,所述绒毛浆和高吸水树脂混合结构由绒毛浆和高吸水树脂按质量比为(5-13):(1-2)复合得到。
26.优选地,所述透气底层为pe底膜;
27.所述底层无纺布为纺粘无纺布。
28.优选地,所述橡筋立体护围由无纺布和橡筋复合得到。
29.第二方面,本发明提供了上述任一第一方面所述干爽贴身型吸收物品的制造方法,所述制造方法包括:
30.采用包裹层包裹吸收层,并在所述包裹层的上层依次复合设置有切缝和凸起的中凸结构、透液性表层,然后在所述包裹层的下层依次复合透气底层和底层无纺布,以及在所述透液性表层的横向两侧分别复合橡筋立体护围,得到所述干爽贴身型吸收物品。
31.优选地,所述切缝中的横向切缝和纵向切缝分别由设置在切缝辊上的横向缝隙刀片和纵向缝隙刀片进行切缝处理得到;
32.所述凸起由凸起辊和与所述凸起辊匹配的卡槽通过凸起处理后得到。
33.优选地,所述纵向缝隙刀片的长度大于所述横向缝隙刀片的长度;
34.所述纵向缝隙刀片的长度为0.2~3.0cm;
35.所述横向缝隙刀片的长度为0.1~0.5cm。
36.优选地,所述凸起辊的凸起部位的凸起宽度为1~3cm,凸起高度为0.3~1cm;
37.与所述凸起辊配套的卡槽凹下部位的宽度为1~3cm。
38.本发明与现有技术相比至少具有如下有益效果:
39.(1)本发明提供的干爽贴身型吸收物品中的中凸结构,由湿法造高吸水树脂吸水纸、绒毛浆和高吸水树脂复合得到,能够第一时间吸收液体,保持该吸收物品表面的干爽性;同时中凸结构上设置有多条切缝,能够增加液体的下渗速度,进一步提高吸收物品表面的干爽性;此外,该中凸结构为凸起设计,能够与人体高度贴合,佩戴舒适,能够提高消费者的使用体验。
40.(2)本发明提供的干爽贴身型吸收物品在液体下渗时,依次经过透液性表层和中凸结构,其液体下渗速度快且吸收能力更高,能进一步确保其表面具有良好的干爽性;同时其橡筋立体护围能够实现防止侧漏,使得该干爽贴身型吸收物品具有液体下渗速度快、防止侧漏、高吸收性、干爽性好的性能。
附图说明
41.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据
这些附图获得其他的附图。
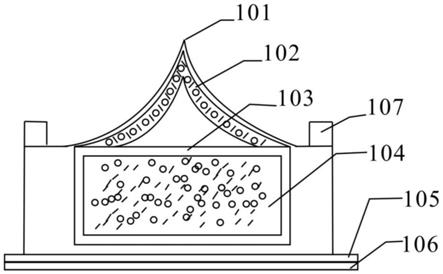
42.图1是本发明提供的一种干爽贴身型吸收物品的纵向截面的结构示意图。
43.图2是本发明提供的凸起辊和与凸起辊匹配的卡槽的结构示意图。
44.图中:101-透液性表层;102-中凸结构;103-包裹层;104-吸收层;105-透气底层;106-底层无纺布;107-橡筋立体护围;201-凸起辊;202-卡槽。
具体实施方式
45.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
46.如图1所示,本发明提供了干爽贴身型吸收物品:
47.所述干爽贴身型吸收物品包括从上到下依次设置的透液性表层101、中凸结构102、吸收层104、透气底层105和底层无纺布106;
48.所述干爽贴身型吸收物品还包括包裹层103和橡筋立体护围107;
49.所述包裹层103用于包覆所述吸收层104;
50.所述中凸结构102上设置有切缝和凸起;
51.所述橡筋立体护围107设置在所述透液性表层101两侧并高于所述透液性表层101。
52.在本发明的图1中,各层结构层之间是相互剥离的,这是为了清晰的表明本发明各结构层之间的位置关系,而应当理解,本发明实际上各结构层之间是紧密贴合和/或部分贴合的。
53.本发明中提供的干爽贴身型吸收物品液体下渗速度快、防止侧漏、高吸收性、干爽性好,同时能够与人体高度贴合、穿戴舒适。
54.根据一些优选的实施方式,所述中凸结构102由湿法造高吸水树脂吸水纸、绒毛浆和高吸水树脂复合得到。
55.在本发明中,在一片湿法造高吸水树脂吸水纸上撒播绒毛浆和高吸水树脂后,与另一片湿法造高吸水树脂吸水纸复合,然后分别经过经切缝辊和凸起辊,进行切缝和凸起处理,得到设置有切缝和凸起的中凸结构102;该中凸结构102能够第一时间吸收液体,提高干爽性。
56.根据一些优选的实施方式,所述中凸结构102的长度为5-10cm(例如,可以是5cm、5.5cm、6cm、6.5cm、7cm、7.5cm、8cm、8.5cm、9cm、9.5cm或10cm),宽度为2~6cm(例如,可以是2cm、2.5cm、3cm、3.5cm、4cm、4.5cm、5cm、5.5cm、或6cm),凸起的高度为0.3~1cm(例如,可以是0.3cm、0.4cm、0.5cm、0.6cm、0.7cm、0.8cm、0.9cm或1cm)。
57.根据一些优选的实施方式,所述切缝包括横向切缝和纵向切缝。
58.根据一些更优选的实施方式,所述切缝为由横向切缝和纵向切缝组成的十字切缝。
59.需要说明的是,中凸结构上设置有多条贯穿的横向切缝和纵向切缝,能够增加液体的下渗速度,保持表层干爽;其中,由横向切缝和纵向切缝组成的十字切缝在保证下渗速
度的前提下,既能保证切缝彻底贯穿又能增加中凸结构的柔软性。此外,该部位设置有凸起设计,能够与人体更加贴合,穿戴舒适。
60.根据一些优选的实施方式,所述横向切缝和所述纵向切缝均为长条缝;
61.所述长条缝的长度为1~10mm(例如,可以是1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm或10mm),宽度为0.1~3mm(例如,可以是0.1mm、0.5mm、1mm、1.5mm、2mm、2.5mm或3mm)。
62.根据一些优选的实施方式,所述透液性表层101为热风无纺布、纺粘无纺布、纯棉无纺布、竹纤维无纺布或水刺无纺布。
63.根据一些更优选的实施方式,所述透液性表层101为热风无纺布。
64.根据一些优选的实施方式,所述包裹层103为卫生衬纸、无纺布或湿法造高吸水树脂吸水纸,优选为无纺布。
65.根据一些更优选的实施方式,所述包裹层103为纺粘无纺布。
66.根据一些优选的实施方式,所述吸收层104为湿法造高吸水树脂吸水纸、无尘纸高吸水树脂吸水纸、干法吸水纸、复合芯体、绒毛浆和高吸水树脂混合结构或包裹高吸水树脂的的无纺布。
67.根据一些更优选的实施方式,所述吸收层104为绒毛浆和高吸水树脂混合结构。
68.根据一些优选的实施方式,所述湿法造高吸水树脂吸水纸由两层原纸和高吸水树脂复合得到;所述湿法造高吸水树脂吸水纸的克重为20~300g/m2(例如,可以是20g/m2、80g/m2、100g/m2、120g/m2、150g/m2、180g/m2、200g/m2、220g/m2、250g/m2、280g/m2或300g/m2)。
69.根据一些更优选的实施方式,所述湿法造高吸水树脂吸水纸的克重为70~150g/m2(例如,可以是70g/m2、80g/m2、90g/m2、100g/m2、110g/m2、120g/m2、130g/m2、140g/m2或150g/m2)。
70.在本发明中,湿法造高吸水树脂吸水纸的克重为20~300g/m2,当湿法造吸水纸的克重低于20g/m2时,高吸水树脂的添加量较少,则湿法造高吸水树脂吸水纸的吸液效果不佳;当湿法造高吸水树脂吸水纸吸水纸的克重高于300g/m2时,为了保证纸张质量和吸水效果,高吸水树脂的添加量较多,则会使得高吸水树脂吸水纸的整体重量较大,降低干爽贴身型吸收物品的轻便性;因此,在保证吸水纸高吸水性的基础上,吸水纸更加轻薄,本发明湿法造高吸水树脂吸水纸的克重优选为上述范围。
71.根据一些优选的实施方式,所述高吸水树脂的克重为10~300g/m2(例如,可以是10g/m2、50g/m2、80g/m2、120g/m2、150g/m2、180g/m2、200g/m2、240g/m2、260g/m2、280g/m2或300g/m2),粒径为30~100目(例如,可以是30目、40目、50目、60目、70目、80目、90目或100目),保水能力不低于25g/g(例如,可以是25g/g、35g/g、40g/g、48g/g、50g/g或60g/g),通液能力不低于0.1ml/min(例如,可以是0.1ml/min、1ml/min、3ml/min、5ml/min、10ml/min、20ml/min、30ml/min、40ml/min、50ml/min或60ml/min)。
72.根据一些优选的实施方式,所述绒毛浆和高吸水树脂混合结构由绒毛浆和高吸水树脂按质量比为(5-13):(1-2)(例如,可以是5:1、5:2、6:1、6:2、8:1、8:2、10:1、10:2、12:1、13:1或13:2)复合得到。
73.在本发明中,绒毛浆打碎后和高吸水树脂按重量比为(5-13):(1-2)在轮毂中进行混合,通过定型罩进行定型,得到吸收层。当绒毛浆的含量较低时,液体吸收速度慢,且容易
结块;当绒毛浆的含量较高时,吸收层吸收液体后不能有效锁住液体,反渗量大,干爽性差,同时绒毛浆的含量高,产品厚、不轻便,穿戴不舒适。所以本发明吸收层中绒毛浆和高吸水树脂的质量比优选为上述范围,如此在保证吸收物品吸收效果的前提下,也使吸收物品更轻便。
74.根据一些优选的实施方式,所述透气底层105为pe底膜。
75.在本发明中,所述pe底膜透气不透水,既可以保证透气,又可以防止液体渗出。
76.根据一些优选的实施方式,所述底层无纺布106为纺粘无纺布。
77.根据一些优选的实施方式,所述橡筋立体护围107由无纺布和橡筋复合得到。
78.本发明还提供了一种干爽贴身型吸收物品的制造方法,所述制造方法包括:
79.采用包裹层103包裹吸收层104,并在所述包裹层103的上层依次复合设置有切缝和凸起的中凸结构102、透液性表层101,然后在所述包裹层的下层依次复合透气底层105和底层无纺布106,以及在所述透液性表层101的横向两侧分别复合橡筋立体护围107,得到所述干爽贴身型吸收物品。
80.在本发明中,在一片湿法造高吸水树脂吸水纸上撒播绒毛浆和高吸水树脂后,与另一片湿法造高吸水树脂吸水纸复合,然后分别经过切缝辊和凸起辊201,进行切缝和凸起处理得到设置有切缝和凸起的中凸结构102。
81.根据一些优选的实施方式,所述切缝中的横向切缝和纵向切缝分别由设置在切缝辊上的横向缝隙刀片和纵向缝隙刀片进行切缝处理得到;
82.所述凸起由凸起辊201和与所述凸起辊匹配的卡槽202通过凸起处理后得到。
83.具体地,凸起由凸起辊201和卡槽202通过挤压得到。
84.据一些优选的实施方式,所述纵向缝隙刀片的长度大于所述横向缝隙刀片的长度;
85.所述纵向缝隙刀片的长度为0.2~3.0cm(例如,可以是0.2cm、0.5cm、0.8cm、1cm、1.5cm、1.8cm、2cm、2.4cm、2.6cm、2.8cm或3cm);
86.所述横向缝隙刀片的长度为0.1~0.5cm(例如,可以是0.1cm、0.2cm、0.3cm、0.4cm或0.5cm)。
87.根据一些优选的实施方式,所述凸起辊的凸起部位的凸起宽度为1~3cm(例如,可以是1cm、1.5cm、1.8cm、2cm、2.4cm、2.6cm、2.8cm或3cm),凸起高度为0.3~1cm(例如,可以是0.3cm、0.4cm、0.5cm、0.6cm、0.7cm、0.8cm、0.9cm或1cm);与所述凸起辊配套的卡槽凹下部位的宽度为1~3cm(例如,可以是1cm、1.5cm、1.8cm、2cm、2.4cm、2.6cm、2.8cm或3cm)。
88.本发明对干爽贴身型吸收物品各层的长度、厚度没有特别的限制,采用现有常规的长度、厚度即可。
89.为了更加清楚地说明本发明的技术方案及优点,下面结合实施例对本发明作进一步说明。
90.实施例1:
91.(1)将打碎后的绒毛浆和高吸水树脂(克重为200g/m2)按质量比为5:2在轮毂中进行混合,通过定型罩进定型,得到吸收层104;
92.(2)用包裹层103(纺粘无纺布)对吸收层104进行360
°
包裹;
93.(3)将湿法造高吸水树脂吸水纸(克重为150g/m2,粒径为30~100目,保水能力不
低于25g/g,通液能力不低于0.1ml/min)进行切割成长方形小片,撒播绒毛浆和高吸水树脂,将另一片湿法造高吸水树脂吸水纸复合好后,分别经过切缝辊(纵向缝隙刀片的长度为2cm;横向缝隙刀片的长度为0.5cm)和凸起辊(凸起辊的凸起宽度2cm,凸起高度为0.8cm,与凸起辊配套的卡槽凹下部位的宽度为2cm),进行切缝(长度为10mm,宽度为3mm)和凸起处理得到中凸结构102(长度为6cm,宽度为5cm,凸起高度为0.8cm);
94.(4)在包裹层103(纺粘无纺布)的上层依次复合中凸结构102和透液性表层101(热风无纺布),在包裹层103的下层依次复合透气底层105(pe底膜)和底层无纺布106(纺粘无纺布);
95.(5)将由无纺布和橡筋复合得到的橡筋立体护围107,分别粘合在透液性表层101两侧,制得该干爽贴身型吸收物品。
96.实施例2:
97.(1)将打碎后的绒毛浆和高吸水树脂(克重为10g/m2)按质量比为5:1在轮毂中进行混合,通过定型罩进定型,得到吸收层104;
98.(2)用包裹层103(纺粘无纺布)对吸收层104进行360
°
包裹;
99.(3)将湿法造高吸水树脂吸水纸(克重为150g/m2,粒径为30~100目,保水能力不低于25g/g,通液能力不低于0.1ml/min)进行切割成长方形小片,撒播绒毛浆和高吸水树脂,将另一片湿法造高吸水树脂吸水纸复合好后,分别经过切缝辊(纵向缝隙刀片的长度为0.2cm;横向缝隙刀片的长度为0.1cm)和凸起辊(凸起辊的凸起宽度1cm,凸起高度为0.3cm,与凸起辊配套的卡槽凹下部位的宽度为1cm),进行切缝(长度为6mm,宽度为1mm)和凸起处理得到中凸结构102(长度为5cm,宽度为2cm,凸起高度为0.3cm);
100.(4)在包裹层103(纺粘无纺布)的上层依次复合中凸结构102和透液性表层101(纺粘无纺布),在包裹层103的下层依次复合透气底层105(pe底膜)和底层无纺布106(纺粘无纺布);
101.(5)将由无纺布和橡筋复合得到的橡筋立体护围107,分别粘合在所述透液性表层101两侧,制得该干爽贴身型吸收物品。
102.实施例3:
103.(1)将打碎后的绒毛浆和高吸水树脂(克重为300g/m2)按质量比为13:1在轮毂中进行混合,通过定型罩进定型,得到吸收层104;
104.(2)用包裹层103(纺粘无纺布)对吸收层104进行360
°
包裹;
105.(3)将湿法造高吸水树脂吸水纸(克重为300g/m2,粒径为30~100目,保水能力为不低于25g/g,通液能力不低于0.1ml/min)进行切割成长方形小片,撒播绒毛浆和高吸水树脂,将另一片湿法造高吸水树脂吸水纸复合好后,分别经过切缝辊(纵向缝隙刀片的长度为3cm;横向缝隙刀片的长度为0.5cm)和凸起辊(凸起辊的凸起宽度3cm,凸起高度为1cm,与凸起辊配套的卡槽凹下部位的宽度为3cm),进行切缝(长度为8mm,宽度为2mm)和凸起处理得到中凸结构102(长度为8cm,宽度为4cm,凸起高度为0.6cm);
106.(4)在包裹层103(纺粘无纺布)的上层依次复合中凸结构102和透液性表层101(热风无纺布),在包裹层103的下层依次复合透气底层105(pe底膜)和底层无纺布106(纺粘无纺布);
107.(5)将由无纺布和橡筋复合得到的橡筋立体护围107,分别粘合在所述透液性表层
101两侧,制得该干爽贴身型吸收物品。
108.实施例4:
109.(1)将打碎后的绒毛浆和高吸水树脂(克重为300g/m2)按质量比为13:2在轮毂中进行混合,通过定型罩进定型,得到吸收层104;
110.(2)用包裹层103(纺粘无纺布)对所述吸收层104进行360
°
包裹;
111.(3)将湿法造高吸水树脂吸水纸(克重为300g/m2,粒径为30~100目,保水能力为不低于25g/g,通液能力不低于0.1ml/min)进行切割成长方形小片,撒播绒毛浆和高吸水树脂,将另一片湿法造高吸水树脂吸水纸复合好后,分别经过切缝辊(纵向缝隙刀片的长度为3cm;横向缝隙刀片的长度为0.5cm)和凸起辊(凸起辊的凸起宽度2cm,凸起高度为1cm,与凸起辊配套的卡槽凹下部位的宽度为2cm),进行切缝(长度为1mm,宽度为0.1mm)和凸起处理得到中凸结构102(长度为10cm,宽度为6cm,凸起高度为1cm);
112.(4)在包裹层103(纺粘无纺布)的上层依次复合中凸结构102和透液性表层101(纺粘无纺布),在包裹层103的下层依次复合透气底层105(pe底膜)和底层无纺布106(纺粘无纺布);
113.(5)将由无纺布和橡筋复合得到的橡筋立体护围107,分别粘合在所述透液性表层101两侧,制得该干爽贴身型吸收物品。
114.对比例1:
115.对比例1与实施例1基本相同,不同之处在于:无湿法造高吸水树脂吸水纸制备的无中凸结构102。
116.对比例2:
117.对比例2与实施例1基本相同,不同之处在于:未对中凸结构102进行切缝和凸起处理。
118.本发明中对实施例1-4和对比例1-2的干爽贴身型吸收物品均进行了性能测试,性能测试结果如表1所示。
119.测试方法一:取动物血液2次,每次5ml,2次间隔10分钟,记录每次吸收完成的时间为吸收速度,单位s;反渗是卫生巾每吸收完5ml动物血液5min后,将1.2kg砝码压10g滤纸置于卫生吸收用品上面1min,称量滤纸增加的克重,单位g。
120.测试方法二:选用20名女性用户对实施例1-4和对比例1-3制作的干爽贴身型吸收物品进行试用,根据用户的使用体验判定其贴合效果。其中,将使用体验良好的判定为贴合效果好。
121.表1
122.[0123][0124]
需要说明的是,第一次吸收速度、第二次吸收速度、第一次反渗、第一次反渗性能的测试参考测试方法一;贴合效果的测试参考测试方法二。
[0125]
通过以上对比数据看出,与对比例1-2相比,实施例1-4中动物血吸收速度较快,且反渗量较低,故其表层较为干爽;在对比例1中,未设置中凸结构,所以跟实施例相比其吸收速度较慢,反渗量较高,同时贴合效果较差;在对比例2中,第二次吸收速度比略高于对比例1的第二吸收速度,但由于未进行切缝和凸起处理,使得液体下渗速度较慢,因而吸收速度较慢,反渗量较高,从而导致表层干爽性差。
[0126]
特别需要说明的是,本发明中术语“上”、“下”等指示的方位或位置关系为基于附图1所示的方位或位置关系,仅是为了便于描述本发明和简化描述。
[0127]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1