一种水凝胶医用冷敷贴涂布机的制作方法
1.本实用新型涉及冷敷贴制造设备技术领域,具体而言,涉及一种水凝胶医用冷敷贴涂布机。
背景技术:
2.冷敷贴是根据传统冷敷方式(如:冷水、冰水、酒精等)改良而成的膏药,由背衬层、凝胶层、防粘层组成,背衬层是由能够空气流通的无纺布形成,让凝胶层能依附在上面,并且透气不透水,支持热量的散发。凝胶层:含水分子和药物的水溶性高分子框架结构,具有温敏渗透、膜控释作用和适度的粘性。防粘层:表面一层聚酯保护膜压纹薄膜层,使用前揭去,压纹面能使凝胶面形成花纹。冷敷贴加工流程中需要将凝胶层贴附在背衬层上并再盖上防粘层薄膜。现有一种高效的滚刀式水凝胶涂布机是将水凝胶全部布满输送带上的背衬层再进行形状水凝胶规整及形状分块,适合加工冷敷面膜,但因为冷敷贴的背衬层在粘贴面上具有粘性,不能进行水凝胶布满输送带后再分块,所以滚刀式水凝胶涂布机不适用于冷敷贴加工,而现有一种冷敷贴制造机是在单个背衬层上浇上水凝胶,再盖上防粘层薄膜,最后将整体挪到压注机上进行压块压实,其制造效率较低,且压块效果参差不齐容易出现溢出情况,不适合大规模高效生产,所以缺少一种高效的冷敷贴涂布机。
技术实现要素:
3.本实用新型的目的在于提供一种水凝胶医用冷敷贴涂布机,其改进现有滚刀式水凝胶涂布机,在水凝胶分块后依次贴合后背衬层和防粘层,以解决现有问题。
4.本实用新型的实施例通过以下技术方案实现:
5.一种水凝胶医用冷敷贴涂布机,用以将背衬层、水凝胶和防粘层三者贴合,包括:下胶箱、防粘输送带、擀平机构、分块压辊、背衬层带、背衬层输送组件、防粘层带、贴合压辊和裁切机,所述防粘输送带的上方依次设置下胶箱、擀平机构、分块压辊和背衬层带,所述下胶箱将水凝胶下料到防粘输送带上进行输送,所述背衬层带在水凝胶经过分块压辊后贴合在水凝胶的上表面并随防粘输送带同速传动,所述防粘输送带由传动辊传动,所述背衬层带随防粘输送带从传动辊绕下并在绕下过程中背衬层带与防粘输送带分离,所述水凝胶在背衬层带与防粘输送带分离后粘在背衬层带上随背衬层带输送,所述背衬层带由背衬层输送组件的输送依次经过防粘层带、贴合压辊和裁切机。
6.进一步的,所述背衬层带由背衬层卷放出,所述防粘层带由防粘层卷放出。
7.进一步的,所述背衬层输送组件包括:背衬层贴合辊,用以在水凝胶经过分块压辊后按压由背衬层卷放出的背衬层带贴合在防粘输送带上的水凝胶的上表面上;设置在背衬层带两侧的链孔带;同步链轮,所述同步链轮与传动辊周速度相同并设置在传动辊的两侧,所述同步链轮啮合链孔带;转向链轮,用以将从同步链轮绕下的背衬层带转向使后面的背衬层水平输送。
8.进一步的,所述防粘层卷下设置有防粘层贴合辊,用以按压由防粘层卷放出的防
粘层带贴合在背衬层带上的水凝胶的上表面上。
9.进一步的,所述擀平机构包括两根擀平辊和绕在两根擀平辊上的防粘擀平带。
10.进一步的,所述分块压辊上设置有块形凹槽,所述贴合压辊上设置有与分块压辊同样大小的块形凹槽。
11.进一步的,所述贴合压辊下方经过的背衬层带下设置有辅助垫输送带。
12.进一步的,所述防粘输送带的两侧在下胶箱的下方设置有围板,所述围板延伸到擀平机构。
13.本实用新型实施例的技术方案至少具有如下优点和有益效果:
14.本水凝胶医用冷敷贴涂布机在滚刀式水凝胶涂布机上做改进,采用防粘的输送带输送下料后的水凝胶,使水凝胶容易辊压分块,也容易使水凝胶脱离防粘输送带,在水凝胶贴上有粘性的背衬层带后,水凝胶能脱离防粘输送带随背衬层带输送移动,进行后续防粘层的辊压贴合和剪裁。本冷敷贴涂布机能高效生产冷敷贴,且贴合效果好,实用价值高。
附图说明
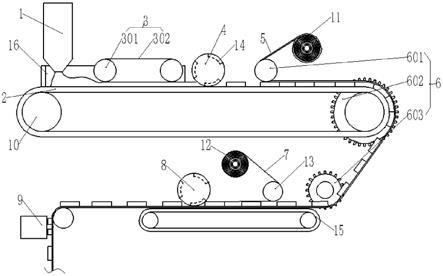
15.图1为本实用新型的结构示意图。
16.图标:1-下胶箱,2-防粘输送带,3-擀平机构,4-分块压辊,5-背衬层带,6-背衬层输送组件,7-防粘层带,8-贴合压辊,9-裁切机,10-传动辊,11-背衬层卷,12-防粘层卷,13-防粘层贴合辊,14-块形凹槽,15-辅助垫输送带,16-围板,601-背衬层贴合辊,602-同步链轮,603-转向链轮,301-擀平辊,302-防粘擀平带
具体实施方式
17.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
18.以下结合具体实施例进一步说明,参照图1,一种水凝胶医用冷敷贴涂布机,用以将背衬层、水凝胶和防粘层三者贴合,包括:下胶箱1、防粘输送带2、擀平机构3、分块压辊4、背衬层带5、背衬层输送组件6、防粘层带7、贴合压辊8和裁切机9,现有滚刀式水凝胶涂布机是直接在输送带上放背衬层带5再下料水凝胶进行擀平、辊压分块、压合、裁切操作,而那种背衬层带5是没有粘性的,能进行辊压分块,本实用新型生产加工的冷敷贴的背衬层具有粘性,防粘输送带2的上方依次设置下胶箱1、擀平机构3、分块压辊4和背衬层带5,下胶箱1将水凝胶下料到防粘输送带2上进行输送,然后擀平机构3将下料的一堆水凝胶擀平均摊在防粘输送带2进行平铺传动,防粘输送带2的两侧在下胶箱1的下方设置有围板16,围板16延伸到擀平机构3,防止水凝胶在擀平过程中朝两侧溢出,擀平机构3包括两根擀平辊301和绕在两根擀平辊301上的防粘擀平带302,形成一段距离的挤压擀平,使水凝胶的擀平面更平整。在水凝胶擀平后,防粘输送带2带动水凝胶到分块压辊4下,分块压辊4是现有涂布机上的结构,分块压辊4上设置有圆周排布的块形凹槽14,块形凹槽14之间有间隔,分块压辊4外壁是贴合到防粘输送带2上,辊压时水凝胶挤压到块形凹槽14的位置,辊出后就是块形凹槽14的形状,块形凹槽14之间的间隔就是形成的水凝胶块之间的间隔,由于有挤压过程,所以如果
防粘输送带2上有粘性在分块挤压过程中就会出现水凝胶残留,影响加工质量。防粘输送带2可以选择具有防粘性的硅胶输送带,但是需要说明的是防粘输送带2不止有软质的硅胶输送带,硅胶输送带只是表面,因为要进行擀平和辊压分块所以硅胶输送带下应是硬质的输送板。
19.水凝胶分块后继续输送,接下来将整体水凝胶分块上贴上背衬层带5,背衬层带5由上方设置的背衬层卷11放出,然后经过背衬层贴合辊601,背衬层贴合辊601按压背衬层带5贴合在防粘输送带2上的水凝胶的上表面上,并且背衬层带5与防粘输送带2保持同速传动。防粘输送带2由传动辊10传动,防粘输送带2经过传动辊10后绕下,背衬层也会跟着绕下,背衬层带5随防粘输送带2从传动辊10绕下并在绕下过程中背衬层带5与防粘输送带2分离,由于背衬层具有粘性,水凝胶块的上表面已经粘合在背衬层带5上,而防粘输送带2具有防粘性,水凝胶在背衬层带5与防粘输送带2分离后粘在背衬层带5上随背衬层带5输送,分离过程水凝胶同时也从防粘输送带2上分离,背衬层带5由背衬层输送组件6的输送依次经过防粘层带7、贴合压辊8和裁切机9。
20.背衬层带5在绕下过程中,由于内层表面已经粘有水凝胶块,所以不能设置辊杆进行绕行,应在边缘设置链传动的机构,背衬层输送组件6包括:背衬层贴合辊601、设置在背衬层带5两侧的链孔带、同步链轮602、转向链轮603,同步链轮602与传动辊10周速度相同并设置在传动辊10的两侧,链孔带就是背衬层带5两边打的两排孔,用于啮合传动,同步链轮602啮合链孔带,使背衬层带5随防粘输送带)从传动辊10绕下,转向链轮603设置在绕下后的下方,转向链轮603将从同步链轮602绕下的背衬层带5转向使后面的背衬层水平输送。
21.此时背衬层带5绕下后,水凝胶块位于背衬层带5上表面,经过转向链轮603后水平输送,然后进行防粘层的贴合,防粘层带7由上方防粘层卷12放出,防粘层卷12下设置有防粘层贴合辊13,按压由防粘层卷12放出的防粘层带7贴合在背衬层带5上的水凝胶的上表面上,在防粘层带7贴合在水凝胶上后进行压合,经过贴合压辊8,贴合压辊8上设置有与分块压辊4同样大小的块形凹槽14,由于上方采用的链传动,所以具有较高的传送精度,贴合压辊8上凹槽与水凝胶块大小和位置对应,辊压过程便能将防粘层带7紧密贴合在水凝胶块上和背衬层带5上。由于背衬层带5较软,要进行压合下方应有垫层,所以贴合压辊8下方经过的背衬层带5下设置有辅助垫输送带15。
22.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1