一种髋臼锉的制作方法
1.本实用新型涉及医疗器械技术领域,特别是指一种髋臼锉。
背景技术:
2.人工全髋关节置换是治疗髋关节病变的手术方法,利用髋臼锉对髋臼进行磨锉,去除关节软骨及软骨下的骨,再将人工假体安装上,磨锉髋臼表面要与人工假体相匹配。现有的普通髋臼锉磨锉时,效率低,磨锉后的软骨及骨表面不够光滑,切削阻力大。现有的普通髋臼锉的连接部采用氩弧焊焊接,不能把整个焊缝全部焊接到位,有些焊缝焊接不到具有缝隙,导致骨削和血液进入缝隙,清洗难度大。
技术实现要素:
3.本实用新型提供了一种髋臼锉,现有的髋臼锉具有以下问题,效率低,磨锉后的软骨及骨表面不够光滑,切削阻力大,焊接不到位而导致骨削和血液进入缝隙,清洗难度大。
4.为解决上述技术问题,本实用新型的实施例提供如下方案:
5.本发明实施例提供一种髋臼锉,包括呈半球壳体状的锉体,所述锉体的外表面上设有呈螺旋分布的锉刀,所述锉刀螺旋上升分布至所述锉体的顶点;
6.所述锉刀包括设在所述锉体外表面上的锉孔和向外突出的刀口;
7.所述刀口包括向外突出的刀体,所述刀体内设置有切削刀,所述切削刀为倾斜面,所述刀体内设有与所述切削刀连接的导削槽;
8.所述导削槽的尺寸呈渐变式,离所述切削刀越远所述导削槽的尺寸越小。
9.优选地,在所述锉体的杯口上设置有连接部,所述连接部呈十字架形。
10.优选地,所述锉刀呈单线螺旋分布,所述锉刀呈单线右旋或左旋螺旋分布。
11.优选地,所述锉体呈螺旋分布的螺距为6
±
2mm。
12.优选地,离所述锉体的杯口最近的锉孔与所述锉体的杯口之间的边距为 2.1-2.9mm。
13.优选地,所述切削刀的角度为25
°
~35
°
。
14.优选地,所述刀口的高为1
±
0.2mm。
15.优选地,所述连接部上对称设置有凹槽。
16.优选地,所述连接部的直径为
17.优选地,所述凹槽的深度为1.2~1.3mm;
18.所述凹槽的长度为8
±
2mm。
19.本实用新型的上述方案至少包括以下有益效果:
20.本实用新型的上述方案,本实施例的髋臼锉的锉刀成螺旋上升分布,且分布在同一条螺旋上的,锉刀的分布密度大,使得刀口的切削效率高,相邻刀口之间的间距比较少,在切削过程中相邻两个刀口切削骨或软骨表面后骨或软骨表面上的未切削到的面积小,从而提高磨锉后的软骨及骨表面更光滑,切削时更省力,大大提高了临床手术中的效率。
附图说明
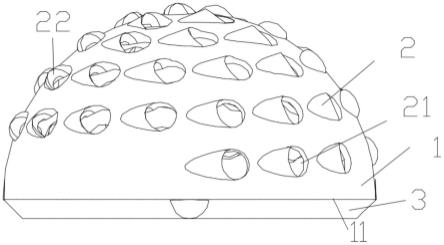
21.图1为本实用新型的髋臼锉的结构示意图一;
22.图2为本实用新型的髋臼锉的结构示意图二;
23.图3为本实用新型的髋臼锉的仰视图;
24.图4为本实用新型的髋臼锉的锉刀的结构示意图一;
25.图5为本实用新型的髋臼锉的锉刀的结构示意图二;
26.图6为本实用新型的髋臼锉的锉刀的结构示意图三;
27.图7为本实用新型的髋臼锉的铸造的连接部的主视图;
28.图8为本实用新型的髋臼锉的铸造的连接部的左视图;
29.图9为图7的a-a剖视图;
30.图10为本实用新型的髋臼锉的激光焊接的连接部的结构示意图。
31.附图标记:
32.1、锉体;11、杯口;2、锉刀;21、锉孔;22、切削刀;23、导削槽;3、连接部;31、凹槽。
具体实施方式
33.下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
34.如图1~图3所示的,本实施例提供了一种髋臼锉,包括呈半球壳体状的锉体1,锉体1的外表面上设有呈螺旋分布的锉刀2,锉刀2螺旋上升分布至锉体1的顶点;锉刀2包括设在锉体1外表面上的锉孔21和向外突出的刀口;刀口包括向外突出的刀体,刀体内设置有切削刀22,切削刀22为倾斜面,刀体内设有与切削刀22连接的导削槽23;导削槽23的尺寸呈渐变式,离切削刀22越远导削槽23的尺寸越小。本实施例的髋臼锉的锉刀2成螺旋上升分布,且分布在同一条螺旋上的,锉刀2的分布密度大,使得刀口的切削效率高,相邻刀口之间的间距比较少,在切削过程中相邻两个刀口切削骨或软骨表面后骨或软骨表面上的未切削到的面积小,以叠加切削方式进行磨锉,保证无侧漏切,磨锉后的软骨及骨表面光滑度好。
35.本实施例的锉体1具有不同规格,不同规格的锉体1的直径不同。由医师用通用量具测量,获得数据后选择锉体的型号。在开始锉髋臼时建议选择比测量的髋臼尺寸小4mm。将髋臼锉安装在连接杆上,旋转1/4圈即可锁定,更换髋臼锉时每次增加2mm直至达到最后要求的尺寸。不能用髋臼锉随意扩大或歪曲髋臼,髋臼最后应为去除软骨后的半球形,软骨下骨保持完整,并应保留髋臼前壁。
36.如图3和图7~图10所示的,本实施例的在锉体1的杯口11上设置有连接部3,连接部3呈十字架形,连接部3上对称设置有凹槽31。不同规格的锉体1上设置有不同规格的连接部3。本实施例的连接部3的直径为求优选连接部3的外圆面有圆度要求,连接部3的相对的两端面有对称度要求,两个十字交叉形成连接部3的圆柱的轴线具有垂直度要求,设置有凹槽31的圆柱的最前面的素线和最后面的素线之间具有平行度要求;凹槽31 的深度为1.2~1.3mm,优选1.2mm,凹槽31的长度为8
±
2mm,优选8mm;相邻两个凹槽31的边距为16mm或27mm。本实施例的连接部3为铸造件,如图9所示的,连接部3的十字
结构铸造而成。本实施例的连接部3还可以为焊接件,如图10所示的,连接部3的十字架中心处采用激光焊接。连接部3 的四个边与锉体1的杯口采用激光焊接。本发明的锉体1和连接部3的精度高,表面粗糙度(ra)可达到1μm,表面更美观,无漏焊现象,焊接强度高,便于清洗,骨削和血液不会残留在焊缝中。
37.如图1~图2所示的,本实施例的锉刀2呈单线螺旋分布,锉刀2呈单线右旋或左旋螺旋分布。锉体1呈螺旋分布的螺距为6
±
2mm,优选6mm。本实施例的锉刀2呈单线右旋或左旋螺旋分布,可以更好地排削,切削力的方向与切削方向呈锐角,提高切削效率。
38.如图4~图6所示的,本实施例的离锉体1的杯口11最近的锉孔21与锉体1的杯口11之间的边距为2.1-2.9mm,位于同一条螺旋上的相邻两个锉孔中心之间的距离为7.9
±
3mm,切削刀22的角度a为25
°‑
35
°
,刀口的高h为1
ꢀ±
0.2mm,优选1.15mm,锉孔21的直径d为3.5-4.5mm,锉刀2的长度l为 3.7~3.8mm,优选3.7mm。本实施例的切削刀22和刀口的尺寸设计,提高了磨锉效率,提高磨锉后的骨或软骨表面的光滑度。以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1