一种用于可摘局部义齿金属激光熔融卡环的制作方法
1.本实用新型涉及牙齿矫正器械领域,更具体的说是涉及一种用于可摘局部义齿金属激光熔融卡环。
背景技术:
2.在口腔修复学中,可摘义齿或固定义齿修复是最为常见的修复方案,医生可根据患者口内的情况选择可摘义齿或固定义齿对缺损或缺失的天然牙进行修复,尤其是在老年患者的修复方案中,天然牙缺失较多或全部缺失常采用可摘义齿;可摘义齿是一种患者可以自行摘戴的义齿,又分为可摘全口义齿和可摘局部义齿,可摘全口义齿适用于全部天然牙缺失的患者,由人工牙和基托两部分组成,靠义齿基托与无牙颌黏膜组织紧密贴合及边缘封闭产生的吸附力和大气压力使义齿吸附在上下颌牙槽嵴上,从而恢复患者的缺损组织、面部外观、咀嚼与发音功能,义齿基托覆盖下的黏膜组织和骨组织承担义齿的咬合压力。
3.可摘局部义齿适用于部分天然牙缺失的患者,由固位在基牙上的固位体、修复牙列缺损的人工牙、固定人工牙的基托、连接基托与固位体的连接体四部分组成,义齿主要通过固定在余留天然牙上的卡环等固位装置和基托保持义齿在牙列中的位置,利用余留天然牙和义齿基托所覆盖的粘膜、骨组织做支持,恢复缺失牙及其周围缺损组织的解剖形态和生理功能。
4.可摘局部义齿的固位体主要是卡环,现有金属铸造卡环、钢丝弯制卡环与树脂隐形卡环三种,固位方式都是将卡环臂尖部(末端)伸入到牙齿倒凹区内形成弹性卡抱从而实现固位、支持与稳定作用;目前,可摘局部义齿卡环的制作方法主要有手工弯制和铸造两种,操作过程包括医生制取石膏模型和技师制作卡环两方面完成。医生在制取石膏模型时,制取过程中患者容易出现呕吐、产生口腔异味等现象,而且印模与石膏模型容易受到温度、湿度等外界因素影响产生误差和变形,难以确保与口腔情况一致。技师在操作时,对复制模型的精度、倒凹的填补量、模型的损伤等问题难以控制。技师在进行手工弯制卡环时,操作难度大、技巧性强、弯制方法不易掌握;在弯制过程中,不锈钢丝经过多次弯折,材料的抗疲劳强度大大降低,导致卡环的机械强度降低,故在临床应用时卡环折断时有发生,易造成义齿脱落、误吞等严重后果。
5.此外,手工弯制卡环是按具体牙齿的实际形状大小,逐个量体裁衣式弯制而成,使得弯制的卡环,其几何形状和尺寸都难以确定,而铸造卡环经复制耐火模型、蜡型制作、包埋,然后用高熔合金铸造工艺技术制作成型,相较于弯制卡环精度较高、便于依据牙齿形状大小制作卡环,所以铸造卡环得到广泛应用;但也存在一定的局限性,在铸造卡环的制作过程中,技师依照石膏模型根据卡环设计的结果构造模具等相关操作时,相应的工艺水平要求高,工艺流程过于复杂,尤其是铸造技术难以掌握,易造成卡环内部夹砂、气泡,表面砂眼、缩孔、变形等缺陷,导致卡环的机械强度降低,在临床应用时卡环折断时有发生,造成义齿在口内无法固位,甚至伤及口内组织及误吞等现象,或者直接造成铸造失败。这样不仅使
得义齿生产周期增长,成本增加,而且患者使用体验差、医生临床操作繁琐等问题时有发生。
技术实现要素:
6.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的为了实现上述目的,本实用新型采用了如下技术方案:
7.一种用于可摘局部义齿金属激光熔融卡环,包括连接体,其特征在于:所述连接体与合支托连接,所述合支托两端延伸设置有卡环体,所述卡环体包括颊侧固位臂和舌侧对抗臂,所述颊侧固位臂和舌侧对抗臂端部有尖端。
8.优选的,所述颊侧固位臂从卡环体到尖端由粗至细,呈锥体,所述颊侧固位臂在卡环体部直径为1.05mm~1.15mm,在尖端直径约0.75mm~0.85mm。
9.优选的,所述舌侧对抗臂由粗至细,呈锥体,所述舌侧对抗臂在卡环体部直径约1.15mm~1.25mm,在尖端直径约0.95mm~1.05mm。
10.优选的,所述颊侧固位臂在其长度的1/3尖端部分在观测线以下,伸入倒凹深度为0.23mm~0.27mm;颊侧固位臂在其长度2/3卡环体的部分下缘尽量与观测线平齐,位于非倒凹区。
11.优选的,所述的合支托托呈圆三角匙型,与合面形态相协调。
12.优选的,所述连接体位于树脂基托内,呈网状结构;连接体与卡环体相连接,均匀离开组织面0.5mm~1mm,厚度为1.15mm~1.25mm,宽度为4.4mm~4.6mm。
13.优选的,所述卡环体位于基牙的邻面,与连接体、合支托、颊侧固位臂、舌侧对抗臂相连,厚度为1.15mm~1.25mm,宽为3.5mm~4.5mm。
14.与现有技术相比,本实用新型的有益效果是:
15.1.本实用新型所涉及的用于可摘局部义齿金属激光熔融卡环包括连接体所述连接体与合支托连接,所述合支托两端延伸设置有卡环体,所述卡环体包括颊侧固位臂和舌侧对抗臂,所述颊侧固位臂和舌侧对抗臂端部有尖端;通过所述的技术方案具有与牙面接触小,减少菌斑附着,有效降低龋病;卡环的机械强度高,弹性好,不易折断。
16.2.颊侧固位臂伸入两牙间的外展隙或包绕牙齿轴角,其长度1/3尖端的部分在观测线以下,伸入倒凹深度约0.25mm,获得摩擦固位力,为义齿提供固位作用;舌侧对抗臂在卡环体部直径约1.2mm,尖端直径约1.0mm,长度视牙齿的大小决定,伸入两牙间的外展隙或包绕牙齿轴角,下缘尽量与观测线平齐,位于非倒凹区,为固位臂提供对抗作用;使得具有固位、稳定、支持作用好的优点。
17.3.本实用新型采用cad/cam设计制作成型,临床口腔医生不需要制取印模及石膏模型,通过口腔信息扫描技术获取三维数字模型,精度高,患者舒适度好,并有效解决了传统印模制取过程中出现的患者呕吐、口腔异味以及传统印模精度差等现象;将采集的数字模型通过义齿设计软件处理形成stl数据,利用3d打印技术方式制作完成,缩短了卡环的制作周期,节省了资源,同时3d打印成型技术有极高的精度,卡环不会产生气泡、砂眼、缩孔、变形等问题,相比于传统的金属铸造卡环、手工弯制卡环效果更好,综合两者的优点,具有操作简单,生产周期缩短,应用范围广,卡环机械强度高,弹性好,不易折断,与基牙接触面积小,减少菌斑的附着,也避免手工弯制或铸造过程中产生的误差,方便后期调整;同时工
艺流程简单、制作方便、快捷、能够节约大量成本。
附图说明
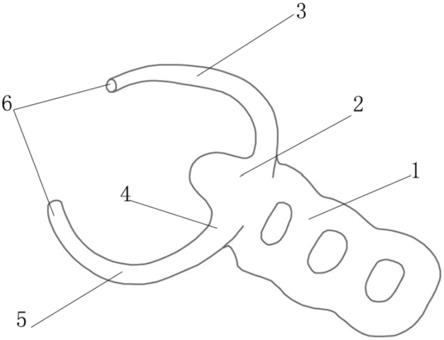
18.图1为本实用新型的结构示意图;
19.图2为本实用新型安装在牙齿上的示意图;
20.图3为本实用新型的右视图;
21.图4为本实用新型的左视图。
22.图中:
23.1-连接体,2-合支托,3-颊侧固位臂,4-卡环体,5-舌侧对抗臂,6-尖端,7-牙齿,8-圆形,9-半圆形。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
25.实施例1
26.一种用于可摘局部义齿金属激光熔融卡环,包括连接体1,其特征在于:所述连接体1与合支托2连接,所述合支托2两端延伸设置有卡环体4,所述卡环体4包括颊侧固位臂3和舌侧对抗臂5,所述颊侧固位臂3和舌侧对抗臂5端部有尖端6;所述颊侧固位臂3从卡环体4到尖端6由粗至细,呈锥体,所述颊侧固位臂3在卡环体4部直径为1.05mm~1.15mm,在尖端6直径为0.75mm~0.85mm,长度视牙齿的大小决定,伸入两牙间的外展隙或包绕牙齿轴角,其长度1/3尖端的部分在观测线以下,伸入倒凹深度约0.25mm,获得摩擦固位力,为义齿提供固位作用;长度2/3体部的部分下缘尽量与观测线平齐,位于非倒凹区,为卡环提供稳定对抗作用;所述舌侧对抗臂5由粗至细,呈锥体,所述舌侧对抗臂5在卡环体4部直径约1.15mm~1.25mm,在尖端6直径约0.95mm~1.05mm;所述颊侧固位臂3在其长度的1/3尖端部分在观测线以下,伸入倒凹深度为0.23mm~0.27mm;颊侧固位臂3在其长度2/3卡环体4的部分下缘尽量与观测线平齐,位于非倒凹区;舌侧对抗臂5由粗至细,呈锥体类似钩形,在卡环体4部直径约1.2mm,尖端直径约1.0mm,长度视牙齿的大小决定,伸入两牙间的外展隙或包绕牙齿轴角,下缘尽量与观测线平齐,位于非倒凹区,为颊侧固位臂3提供对抗作用。。
27.实施例2
28.在实施例1的基础上,进一步的所述合支托2托呈圆三角匙型,与合面形态相协调,在卡环体4部厚约1mm、宽约2.5mm,向牙中心厚0.5mm,长度约2.5mm,为义齿提供支持作用,防止义齿下沉;所述连接体1位于树脂基托内,呈网状结构,增加树脂与连接体的结合力;连接体1与卡环体4相连接,均匀离开组织面0.5mm~1mm,厚度为1.15mm~1.25mm,宽度为4.4mm~4.6mm,;所述卡环体4位于基牙的邻面,起稳定作用与连接体1、合支托2、颊侧固位臂3、舌侧对抗臂5相连,厚度为1.15mm~1.25mm,宽为3.5mm~4.5mm,舌侧对抗臂5、颊侧固位臂3的横截面形态呈圆形,此结构有效地增加了卡环体4的弹性,并且各方向弹力相近,同时卡环体4的形态为锥体,有效增加了弹性程度,与牙面接触面积小,呈线形式接触,不易堆积食物,减少了菌斑附着,有效降低龋病的发生,有利于口腔组织健康。
29.本实用新型的具体实施方法:
30.本实用新型所涉及的用于可摘局部义齿金属激光熔融卡环采用激光打印金属法;步骤如下:
31.1)材料与设备:
32.钴铬合金粉末、cad/cam设备、打磨机、喷砂机、金刚石、打磨砂石、金属抛光膏。
33.2)修复设计与制作方法
34.①
基牙的选择与数据采集:检查患者口腔内天然牙及粘膜组织的情况,根据设计需要合理选择基牙,然后采集数字化印模;
35.②
cad设计制作:设计时应遵循各项设计原则,注意卡环的位置、形态大小、厚度,避免丧失其应有的功能;
36.③
cam制作:接收数据进行排版,注意支撑杆的设计,以免激光打印失败或缺陷,生成cam数据完成激光打印。
37.④
打磨、抛光:
38.a、去除支撑,一般采用金刚石进行喷砂处理,注意金刚石砂的粗细(60—120目)及气压压力(0.4—0.6mpa);
39.b、打磨时要仔细,要求由粗研磨至细研磨,用力得当,以免造成数值改变及变形。
40.c、卡环表面均用金属抛光膏进行高度抛光;
41.d、完成抛光后,对卡环清洁处理。
42.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1