导管的制作方法
1.本发明涉及导管
背景技术:
2.近年来,根据外科侵袭非常低的理由,盛行使用导管的血管等管腔内的治疗。导管通常具有轴和管座,轴具有从前端连通至基端的管腔,管座配置于轴的基端。管座为了与注射器等连接而形成有与管腔连通的通路。
3.作为将轴的基端与管座固定的方法,已知嵌件成形方法、基于粘结剂的粘结方法等。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开平10-180802号公报
7.专利文献2:日本实公昭63-17486号公报
技术实现要素:
8.专利文献1所述的嵌件成形方法为,将轴配置于注塑用模具内并通过固定销将轴的一部分压住,将管座用的树脂以高温高压状态进行注塑成型。因此,有可能会发生基于固定销导致的轴的变形和轴的向轴心方向的偏移。轴的变形和轴心方向的偏移有可能导致轴和管座的固定强度的降低。
9.另外,基于专利文献2所述的粘结剂进行的粘结方法中,若轴外径与管座的轴收容部的内腔之间的间隙过小,则粘结剂无法流入,在管座与轴之间留有间隙,有可能导致轴与管座的固定强度的降低。若轴外径与管座的轴收容部的内腔之间的间隙过大,则难以将管座与轴之间的间隙由粘结剂完全填满,有可能导致轴与管座的固定强度的降低。
10.本发明是为了解决上述课题而做出的,目的为提供能够将轴和管座牢固固定的导管。
11.实现上述目的的本发明的导管具有:为管体的轴,该管体形成有从前端连通至基端的管腔,所述轴具有供所述管腔开口的轴基端面以及作为所述管体的外周面的轴外表面;和安装于所述轴的基端的管座,所述导管的特征在于,所述管座具有将所述轴收容的筒状的收容部,所述收容部具有与所述轴外表面直接熔接的管座熔接面,所述收容部和所述管座中的至少一方在接近所述管座熔接面的位置形成有多个气泡。
12.发明效果
13.上述那样构成的导管通过气泡而以使收容部和管座彼此嵌入的方式熔接。因此,能够将轴和管座牢固固定。
14.也可以为,所述收容部在接近所述管座熔接面的位置形成有作为气泡的多个管座气泡。由此,收容部的管座熔接面成为具有凹凸的复杂形状并与轴的外表面熔接。因此,能够将轴与管座牢固固定。
15.也可以为,所述轴在接近与所述管座熔接面熔接的所述轴外表面的轴熔接面的位置形成有作为气泡的多个轴气泡。由此,轴外表面成为具有凹凸的复杂形状并与管座熔接面熔接。因此,能够将轴和管座牢固固定。
16.也可以为,所述管座以及所述轴的双方具有多个所述气泡,所述管座熔接面以及与该管座熔接面熔接的所述轴外表面的轴熔接面以具有凹凸并彼此嵌入的方式熔接。由此,能够将轴和管座进一步牢固固定。
附图说明
17.图1是表示实施方式的导管的俯视图。
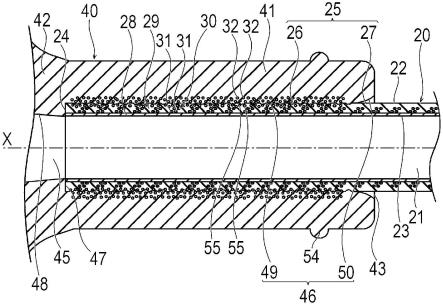
18.图2是表示管座以及轴的基端部的剖视图。
19.图3是表示管座的前端部以及轴的基端部的剖视图。
20.图4是表示轴固定之前的管座的前端部的剖视图。
21.图5是表示将轴与管座熔接的过程的俯视图,(a)表示熔接开始的状态,(b)表示正在熔接的状态。
具体实施方式
22.以下,参照附图来说明本发明的实施方式。此外,为了便于说明,附图的尺寸比例有时被夸张而不同于实际比例。以下说明中,将导管的进行操作的一侧称为“基端侧”,将向生物体内插入的一侧称为“前端侧”。
23.如图1至3所示,本发明的实施方式的导管10具有:作为长尺寸管体的轴20;固定于轴20的基端的管座40;和用于抑制轴20的弯折的柔软的抗弯折保护器60。导管10除了是支承导丝的导管之外,还可以是引导导管、造影导管、微导管、或具有扩张用管腔的球囊导管和图像诊断导管。另外,导管10可以为形成有从轴的前端连通至管座的导丝管腔的同轴整体交换(otw)型,也可以为仅在轴的前端部形成有导丝管腔的快速交换(rx)型。例如,rx型的球囊导管的导丝管腔从轴的前端形成至轴的轴心方向中途的开口部。供使rx型的球囊导管的球囊扩张的流体流通的扩张用管腔从球囊连通至导管的基端的管座而形成。
24.轴20形成有从前端连通至基端的管腔21。轴20具有轴外表面22、轴内表面23和轴基端面24。
25.轴外表面22是作为管体的轴20的径向外侧的面,从轴20的前端延伸至基端。轴外表面22具有从轴20的基端朝向前端形成至规定位置的轴基端侧外表面25。轴基端侧外表面25被管座40包围而收容。轴基端侧外表面25具有沿着轴20的轴心x大致均匀的外径。轴基端侧外表面25具有与管座40熔接的轴熔接面26、和配置于轴熔接面26的前端侧并从管座40离开的轴离开面27。轴离开面27没有与管座40熔接,与管座40具有间隙而离开。在轴20的轴熔接面26的附近形成有多个轴气泡32。各轴气泡32具有包围出封闭空间的内表面。
26.轴内表面23是作为管体的轴20的径向内侧的面,从轴20的前端延伸至基端。
27.轴基端面24是在轴20的基端面对基端侧的面,相对于轴20的轴心x垂直截断而形成。
28.本实施方式中的轴20具有形成轴内表面23的内层28、形成轴外表面22的外层29、和埋设于轴20的加强体30。
29.外层29的构成材料例如除了聚酰胺树脂、聚酯树脂、聚烯烃树脂、聚氨酯树脂之外,还能够举出聚酰胺弹性体、聚酯弹性体、聚氨酯弹性体、或这些中的一种以上的混合物或硬度不同的材料的混合物。外层29可以是将硬度不同的材料以从基端朝向前端变柔软的方式排列而成的。
30.内层28的构成材料可以是与上述的外层29的构成材料相同的材料,或也可以是与外层29的构成材料不同的材料。为了提高轴20内周面的滑动性,内层28的构成材料可以为聚四氟乙烯树脂等的氟类树脂材料。
31.加强体30用于对轴20进行加强,是将多个加强线31编织为筒状而形成的。另外,加强体30也可以使一根以上的加强线31卷绕为螺旋状而形成。在加强体30中的多个加强线31的间隙内融合有外层29或内层28的材料。加强线31由不锈钢、niti等金属构成。
32.管座40具有配置于前端侧并将轴20的基端部收容的筒状的收容部41、配置于收容部41的基端侧的管座主体42、翼部52、螺纹刻入突起53和环状突起54。管座4形成有从形成于收容部41的前端的管座前端开口43连通至形成于管座主体42的基端的管座基端开口44的管座内腔45。管座内腔45具有作为收容部41的内周面的收容面46、与轴基端面24相对的相邻面47、和作为管座主体42的内周面的管座通路48。
33.收容面46具有与轴基端侧外表面25的轴熔接面26直接熔接的管座熔接面49、和从轴离开面27向径向外侧离开而相对的管座离开面50。管座熔接面49从收容面46的基端向前端方向延伸。管座熔接面49的基端与相邻面47连接。管座离开面50从管座熔接面49的前端向前端方向延伸。径向上的管座离开面50与轴基端侧外表面25的间隙朝向前端方向扩大。此外,也可以不对在与轴基端侧外表面25之间形成间隙的管座离开面50进行设置。在收容部41的管座熔接面49的附近形成多个管座气泡55。各管座气泡55具有包围出封闭空间的内表面。
34.相邻面47是面对前端侧的环状的面,相对于轴20的轴心x大致垂直形成。相邻面47的径向外侧与管座熔接面49连接。相邻面47的径向内侧与管座通路48的前端连接。
35.管座通路48从相邻面47向基端方向延伸。管座通路48具有朝向基端方向逐渐增加的内径而形成为倾斜状。管座通路48与收容面46为同轴,更优选为,与管腔21同轴。管座通路48的前端的内径优选为与轴20的内径大致一致,但并不限于此。倾斜状的管座通路48的一部分也可以具有能够与注射器(未图示)连结的鲁尔倾斜部51。从管座基端开口44插入的导丝和治疗导管能够顺畅地从管座内腔45以及管腔21通过而从导管10的前端突出。由此,导丝和治疗导管10能够容易到达病变部等目的位置。
36.翼部52从管座主体42的外周面的相对的两个部位突出形成,以供手术师握持管座40容易操作。螺纹刻入突起53形成于管座主体42的基端侧的外周面。螺纹刻入突起53能够与锁定型注射器等卡合。环状突起54是在收容部41的外周面在360
°
内形成的突起。环状突起54能够与形成于抗弯折保护器60的内周面的槽嵌合。
37.管座40的构成材料只要是能够注塑成型的热塑性树脂,就没有特别限定,但优选为易于使热或电磁波穿透的材料,具体地能够举出聚烯烃树脂、聚酰胺树脂、聚碳酸酯树脂、聚酯树脂等。
38.接着,说明轴20与管座40的熔接方法。轴20被熔接之前的管座40如图4所示,收容面46的内径中,前端侧大于基端侧。具体地,管座前端开口43的内径d1大于管座熔接面49的
前端以及基端的内径d2。另外,管座通路48的前端的内径d3小于管座熔接面49的基端的内径d2。管座熔接面49的内径d2与轴基端侧外表面25的外径大致一致。管座前端开口43的内径d1例如为0.92mm。管座熔接面49的基端的内径d2例如为0.88mm。管座通路48的前端的内径d3例如为0.57mm。
39.首先,将轴20的基端侧插入收容部41,使轴基端面24与相邻面47抵接。此外,轴基端面24也可以不与相邻面47抵接,在轴基端面24与相邻面47之间存在间隙。另外,轴基端侧外表面25的基端与管座熔接面49的基端抵接。此外,轴基端侧外表面25也可以不与管座熔接面49抵接,在轴基端侧外表面25与管座熔接面49之间存在间隙。
40.接着,向轴20的管腔21内插入加热棒(未图示),对轴基端侧外表面25和管座40的收容部41加热。由此,轴基端侧外表面25和收容面46熔解,管座熔接面49以及轴熔接面26熔接。管座熔接面49以及轴熔接面26也可以通过混合而成为一体构造。加热方法没有特别限定,例如能够举出照射波长穿透管座40但不穿透轴外表面22的电磁波的方法等。由于轴外表面22不穿透电磁波,所以首先轴基端侧外表面25被加热熔解。并且,轴基端侧外表面25的热传递至收容部41,使收容部41熔解。
41.电磁波除了热、微波、可见光之外还包括红外线。红外线是波长大概从0.7μm至2.5μm的近红外线、波长大概从2.5μm至4μm的中红外线或波长大概从4μm至1000μm的远红外线,但可以包括近红外线、中红外线或远红外线的单独一种或两种以上,也可以包括可见光或微波。
42.电磁波的照射方法没有特别限定,可以是使用钕的yag激光等的半导体固体激光、或光纤激光等。
43.电磁波穿透是指,除了通过可见光用肉眼看起来透明之外,还指测定到的透过率(以下透过率)为80%以上,更优选为85%以上。透过率能够通过对将树脂粒熔融按压制作的厚度为0.4mm~0.5mm的片材照射特定波长的电磁波、并使用分光分析装置例如傅里叶变换红外近红外分光分析装置来测定。因此,由于电磁波不限定于可见光,所以电磁波穿透包括,虽然肉眼看起来有颜色或不透明但相对于特定波长为透明的情况。
44.另外,电磁波不透过是指,除了通过可见光用肉眼看起来不透明或有颜色之外,还指透过率不足80%,优选为不足10%,更优选为不足1%。因此,由于电磁波不限定于可见光,所以电磁波不透过包括,虽然用肉眼看起来透明但相对于特定波长为不透明或吸收的情况。
45.外层29可以混合不透过或吸收热或电磁波的颜料,该颜料的比例为树脂整体的0.01wt%以上但不足10wt%,优选为0.05wt%以上5wt%以下,更优选为0.1wt%以上1%以下。或外层29也可以不包含颜料和造影剂等,形成外层29的树脂的相对于特定波长的透过率低。或外层29也可以代替颜料或与颜料一同混合具有x线造影性的金属。
46.颜料只要是发白色、黑色、蓝、红、黄的颜料或其混合物就没有特别限定,但作为易于吸收电磁波的颜料,优选为黑色颜料例如碳黑。x线造影剂例如为金、铋、钨的化合物,更优选为粉末状。
47.例如,如图5的(a)所示,在照射红外线激光l来将轴20和管座40熔接的情况下,从相对于所照射的红外线激光l的波长为透明的管座40穿透的电磁波主要由轴20的外层29的不透明的树脂或颜料等吸收而发热。由此,外层29的树脂熔解并向管座40的收容部41传递
热h,收容面46的至少一部分熔解。如图5的(b)所示,熔解后的收容面46缩径并与轴基端侧外表面25紧密接触,与轴基端侧外表面25熔接。由此,管座熔接面49以及轴熔接面26熔接形成。此时,虽然收容面46熔解缩径,但收容部41的外周面几乎没有热传递到,所以没有溶解,几乎没有变形。因此,通过收容面46的缩径,构成收容面46的材料以填满轴基端侧外表面25之间的间隙的方式流动,其结果为,收容部41的沿着轴心x的长度减少。由此,收容部41和轴基端侧外表面25无间隙地良好地熔接。另外,轴基端面24以及相邻面47也通过外层29的发热而熔解并熔接。此外,轴基端面24也可以不与相邻面47熔接。
48.若轴基端侧外表面25与收容面46熔接,则如图3所示,在轴20的轴熔接面26的附近形成轴气泡32,在收容部41的管座熔接面49的附近形成管座气泡55。气泡是因材料的蒸发和空气的混入等而产生的。轴熔接面26以及管座熔接面49通过形成轴气泡32以及管座气泡55,而具有凹凸并复杂地混合,彼此嵌入形成。因此,管座40和轴20以高结合力固定。管座熔接面49以及轴熔接面26也可以通过混合而成为一体构造。此外,也可以仅形成轴气泡32或管座气泡55的一方。在该情况下,管座熔接面49和轴熔接面26也会复杂混合,彼此嵌入形成。因此,管座40和轴20以高结合力固定。
49.位于管座熔接面49的前端的管座离开面50没有与轴离开面27熔接,在与轴离开面27之间维持间隙。当与管座离开面50相比位于基端侧的管座熔接面49的整体与轴熔接面26熔接后,停止红外线激光l的照射。由此,管座40和轴20的固定完成。
50.以上那样地,本实施方式的导管10具有:为管体的轴20,该管体形成有从前端连通至基端的管腔21,轴20具有供管腔21开口的轴基端面24以及作为管体的外周面的轴外表面22;和安装于轴20的基端的管座40,管座40具有将轴20收容的筒状的收容部41,收容部41具有与轴外表面22直接熔接的管座熔接面49,收容部41和管座40中的至少一方在接近管座熔接面49的位置形成有多个气泡。
51.上述那样构成的导管10通过多个气泡而以使收容部41和管座40彼此嵌入的方式熔接。因此,能够将轴20和管座40牢固固定。因此,在向导管10的内部注入的造影剂的高压力起作用的情况、和从体内拔出轴20时在管座40与轴20之间拉拽力起作用等的情况下,能够防止轴20从管座40拔出。
52.另外,收容部41在接近管座熔接面49的位置形成有作为气泡的多个管座气泡55。由此,收容部41的管座熔接面49成为具有凹凸的复杂形状并与轴外表面22熔接。因此,能够将轴20与管座40牢固固定。
53.另外,轴20在接近与管座熔接面49熔接的轴外表面22的轴熔接面26的位置形成有作为气泡的多个轴气泡32。由此,轴外表面22成为具有凹凸的复杂形状并与管座熔接面49熔接。因此,能够将轴20和管座40牢固固定。
54.另外,管座40以及轴20的双方具有多个气泡,管座熔接面49以及与该管座熔接面49熔接的轴外表面22的轴熔接面26以具有凹凸并彼此嵌入的方式熔接。由此,能够将轴20和管座40进一步牢固固定。
55.此外,本发明并不限定于上述实施方式,能够在本发明的技术思想内由本领域技术人员进行各种变更。例如,轴20的加热也可以通过利用电磁感应加热的高频感应加热来进行。电磁感应的导电体例如为加强体30。
56.此外,本技术基于2020年6月1日提交的日本专利申请2020-95666号主张优先权,
并参照其公开内容,整体编入至此。
57.附图标记说明
58.10导管
59.20轴
60.21管腔
61.22轴外表面
62.23轴内表面
63.24轴基端面
64.25轴基端侧外表面
65.26轴熔接面
66.27轴离开面
67.28内层
68.29外层
69.30加强体
70.32轴气泡(气泡)
71.40管座
72.41收容部
73.42管座主体
74.43管座前端开口
75.44管座基端开口
76.45管座内腔
77.46收容面
78.47相邻面
79.48管座通路
80.49管座熔接面
81.50管座离开面
82.55管座气泡(气泡)
83.60抗弯折保护器。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1