具有多平面关节运动的医疗装置的制作方法
本公开整体涉及医疗装置,并且具体地涉及诸如能够使用拉线在多个平面中偏转的导管和植入式刺激引线的3d打印医疗装置的增材制造。
背景技术:
1、医疗导管和引线通常用于进入血管和体内的其他位置并在这些位置执行各种功能,例如,递送导管可用于递送诸如植入式医疗引线的医疗装置。许多此类医疗装置被设计成在人体中的曲折路径诸如在患者的脉管系统中进行导航。医疗导管和引线可被设计成足够柔韧以在脉管系统中移动穿过转弯或弯曲部,但又足够刚性或弹性以推动穿过脉管系统。在许多情况下,诸如涉及心血管的情况下,到治疗或展开部位的路径可能是曲折的,并且可能存在可能需要在尺寸、柔性、材料选择、操作控制等之间折衷的矛盾的设计考虑。这些对比性质在导管的设计和制造方面存在挑战。诸如传统挤出的现有制造工艺也可能限制设计和制造导管的选择。
2、导管被成形为以三种主要方式到达解剖位置:(1)弯曲烘烤以热定形编织物和聚合物,(2)拉线固定在关节运动点的远侧,以及(3)探针驱动型形状。实现一致的3d形状可能具有挑战性,并且导管可采用多于一种成形模式来获得所需的整体形状和所需的关节运动点。弯曲烘烤(1)一般来讲需要将导管放置在具有一定形状的模具中或心轴上并加热导管以定形。弯曲烘烤的形状通常必须成形为比期望的最终形状更显著的弯曲,并且移除导管并松弛导管可能改变形状。导管的远侧部件通常具有较低硬度,并且与解剖结构的相互作用以及在体温流体中的时间可削弱弯曲烘烤的导管的形状保持。拉线对于一个平面中半径的关节运动通常以单根线的形式使用并且通常与经由弯曲烘烤的形状定形结合。
技术实现思路
1、本公开整体涉及医疗装置(诸如导管和引线,两者在本文中将统称为导管),这些医疗装置在多个平面中提供选定的弯曲偏转,使得可通过使延伸穿过导管的拉线置于张紧状态而在导管中形成三维形状,以及涉及制造和使用这些医疗装置的方法。
2、在本文所述的医疗装置的一个或多个实施方案中,拉线锚固在远离导管主体的希望使用拉线偏转的部分的位置处。拉线的近侧端部在导管主体的近侧端部处延伸出导管主体,以允许如本文所述的拉线的操纵。在一个或多个实施方案中,锚固件(即,拉线固定在导管主体内的选定位置处的点)可位于导管主体的远侧端部处或附近,其中例如导管主体将靠近远侧端部(和/或在导管主体的远侧端部的近侧的任何地方)偏转。在其他实施方案中,锚固件可定位在导管主体的远侧端部的近侧,其中例如不需要或不希望导管主体的在锚固件远侧的部分偏转。
3、在一个或多个实施方案中,导管的此类偏转或运动可通过改变拉线在导管主体内的位置以及任选地改变导管主体的一个或多个部分的刚度来实现。此外,根据需要,改变拉线在导管主体内的位置改变的速率也可用于提供导管主体偏转的选定特性。
4、相对于在固定位置处延伸穿过导管主体的纵向轴线改变拉线在导管主体内的位置可在多个平面中提供选定的弯曲偏转,使得当将位于导管中的拉线置于足以使导管如本文所述偏转的张紧状态时,可在导管中形成三维形状。拉线的位置可被描述为例如相对于延伸穿过导管主体的几何中心的中心纵向轴线变化(其中几何中心相对于横向于中心纵向轴线截取的导管主体的横截面形状确定)。拉线的位置或定位的变化可以是如本文所述的径向和/或周向变化。
5、关于如本文所述的拉线的周向位置的变化,在一个或多个实施方案中,周向位置的变化可受到控制以在导管主体的一个或多个选定部分的长度上提供拉线的周向位置的受控变化,该受控变化具有小至1度的增量(相对于如本文所述的导管轴线测量)。因此,可将拉线在导管主体的选定部分的长度上的周向位置控制成在下端处移动一定弧度,例如1度或更大、2度或更大、3度或更大、4度或更大、或5度或更大的弧度。在上端,在一个或多个实施方案中,拉线可在x+(n*360)度或更小的弧度上周向移动,其中x在导管主体的选定部分的长度上为360度或更小、330度或更小、300度或更小、270度或更小、240度或更小、210度或更小、180度或更小、150度或更小、135度或更小、120度或更小、90度或更小、75度或更小、60度或更小、45度或更小、30度或更小、15度或更小、10度或更小、或5度或更小。
6、即使周向位置的这种相对小变化也能改善如本文所述的在多个平面中形成选定的弯曲偏转。拉线的周向位置的这些选定变化可区别于在传统导管主体的制造过程中可能发生的拉线的周向位置的随机变化。在这些情况下,周向位置的变化是随机的,即不受控的,并且基本上是制造过程中存在的固有(不受控)力的函数。
7、在一个或多个实施方案中,导管主体的选定部分(在该选定部分上,拉线的周向位置和/或径向位置如本文所述变化)可具有一定长度,该长度被限制为从导管主体的近侧端部到其远侧端部测量的导管主体的总长度的例如50%或更少、40%或更少、30%或更少、20%或更少、或10%或更少。换句话讲,周向和/或径向拉线位置的变化可在本文所述的导管的导管主体的相对长部分和相对短部分上受控。就特定长度而言,在一个或多个实施方案中,其上发生周向和/或径向拉线位置变化的选定部分的长度在下端可为例如5毫米(mm)或更大、10mm或更大、15mm或更大、或20mm或更大。在上端,在一个或多个实施方案中,其上发生周向和/或径向拉线位置变化的选定部分的长度可为例如200mm或更小、160mm或更小、120mm或更小、或100mm或更小。
8、还可通过改变导管主体的选定部分的刚度(有时称为硬度),来实现多个平面中的选定弯曲偏转,从而响应于将位于导管主体中的拉线如本文所述置于张紧状态时而在导管中形成三维形状,以在沿导管的长度将拉线置于张紧状态时实现导管形状的选定变化。导管主体的选定部分的刚度的变化可单独地在多个平面中提供选定的弯曲偏转,但可如本文所述通过改变拉线在导管主体内的位置来潜在地增强这些特性。
9、在一个或多个实施方案中,导管主体的选定部分的刚度/硬度可由导管主体的该部分的ei限定,其中“e”是构成导管主体的材料的弹性模量,并且“i”是导管主体的惯性矩,并且“i”能够基于构成导管主体的选定部分的材料的布置而变化。
10、在一个或多个实施方案中,本文所述的导管的导管主体包括两个或多个部分,其中刚度不同于导管主体的周围部分,使得当将延伸穿过这些部分的拉线置于张紧状态时,选定部分或多或少地抵抗弯曲或偏转。虽然用于构成导管主体的材料的“e”值通常是不能变化的(至少在本文所述的增材制造工艺中),但本文所述的导管主体的选定部分的复合“e”值可通过改变每个选定部分中的材料的相对体积来选择。例如,为了增大导管主体的选定部分的“e”值,可增大导管主体的选定部分中较高“e”值材料与较低“e”值材料的比率。相反,为了减小导管主体的选定部分的“e”值,可减小导管主体的选定部分中较高“e”值材料与较低“e”值材料的比率。
11、除了或代替改变如本文所述的导管的导管主体的选定部分的“e”值以改变刚度,可选择构成导管主体的选定部分的材料的放置以增大或减小选定部分的“i”值(惯性矩),因为刚性复合系统诸如导管主体的选定部分的惯性矩是构成导管主体的选定部分的部件的惯性矩的总和。例如,总体上增大导管主体的选定部分中的“i”值的材料的选择和分布将增大主体的该部分的刚性(“ei”)。相反,总体上减小导管主体的选定部分中的“i”值的材料的选择和分布将减小主体的该部分的刚性(“ei”)。
12、尽管可在不改变导管主体的尺寸(即横截面积)和/或形状的情况下实现“i”值的变化以实现如本文所述的导管主体的选定部分的刚度的选定变化,但导管主体的尺寸/形状的变化也可与构成导管主体的不同材料的选择和分布和/或拉线的位置结合使用,以提供在多个平面中表现出选定偏转的导管,使得当将延伸穿过导管的拉线置于张紧状态时,导管可形成三维形状。
13、不论在本文所述的导管主体的选定部分中如何实现刚度的变化,给定导管主体的任何选定部分的刚度(即复合ei值)可以是给定导管主体的不同选定部分的刚度(即复合ei值)的90%或更小、75%或更小、50%或更小、40%或更小、30%或更小、20%或更小、或甚至10%或更小。当如本文所述将延伸穿过导管主体的拉线置于张紧状态时,具有比其他选定部分低的刚度值的导管主体的选定部分通常将在具有较高刚度值的选定部分之前形成弯曲部。此外,当如本文所述将延伸穿过导管主体的拉线置于张紧状态时(当不同选定部分具有相同长度时),具有比其他选定部分低的刚度值的导管主体的选定部分可形成具有与具有较高刚度值的选定部分不同(例如,较小)曲率半径的弯曲部。
14、尽管增材制造和增材制造工艺中两种或更多种不同材料的使用可用于向本文所述的导管主体的一个或多个选定部分提供选定刚度,但可使用其他更常规的部件来代替或补充增材制造工艺中提供的材料。例如,如文本所述的导管主体的一个或多个实施方案的一个或多个选定部分可包括可用于增大或减小一个或多个选定部分的刚度的编织物、线圈、长丝(缠绕或以其他方式)等。这些部件可与如本文所述的拉线结合使用,以提供在多个平面中表现出选定偏转的导管,使得可如本文所述通过将导管中的拉线置于张紧状态而在导管中形成三维形状。
15、在一个或多个实施方案中,用于构成导管主体的一种或多种材料以及拉线的位置可在导管主体的相邻部分之间都保持恒定,仅导管主体的尺寸/形状变化以改变这些选定部分之间的刚度,其方式使得导管在多个平面中发生选定偏转,使得可如本文所述通过将导管中的拉线置于张紧状态而由导管形成三维形状。
16、使用本文所述的增材制造工艺制造的导管的导管主体提供了生产在沿导管长度的选定部分中具有选择性刚度的导管主体的机会。当与拉线放置相结合时,控制如本文所述的导管的导管主体的选定部分的刚度是提供导管的有力工具,该导管可实现导管在多个平面中的弯曲偏转,使得可如本文所述通过将导管中的拉线置于张紧状态而由导管形成三维形状。常规导管中没有这些特性。
17、此外,在一个或多个实施方案中,这些特性可使用延伸穿过导管主体的单根拉线来实现,相比之下,已知的导管可使用多条拉线来实现导管的不同部分在多个平面和/或不同方向上的选定偏转(但应当理解,除了用于实现本文所述特性的拉线之外,本文所述导管的导管主体可包括一根或多根其他拉线)。
18、可选择本文所述的导管的每个部分中的刚度的各种特性以提供选定的形成顺序。换句话讲,不同位置之间的导管主体部分形成弯曲部的顺序可通过定制每个部分的刚度以实现该功能来选择。例如,在一个或多个实施方案中,导管主体的被配置成形成如本文所述的弯曲部的最远侧部分可在导管主体的位于该最远侧部分的近侧的任何一个或多个部分形成如本文所述的弯曲部之前被激活或弯曲。在其他实施方案中,导管主体的被配置成形成如本文所述的弯曲部的选定部分的刚度可进行定制,使得导管主体的选定部分以选定顺序形成这些弯曲部,即使在其中仅使用单根拉线在导管主体上提供压缩力的导管中也是如此。一般来讲,本文所述的导管主体的具有较低刚度的部分将响应于通过拉线递送的张紧状态而在同一导管主体的具有较高刚度的其他部分之前形成弯曲部。该选择性形成顺序可提供在前进到患者体内的选定位置期间更能够前进通过复杂路径的导管。
19、在一个或多个实施方案中,本文所述导管的其中可(例如使用如本文所述的拉线)形成弯曲部的一个或多个实施方案的选定部分可被配置成使得形成弯曲部的导管主体松弛或反转在选定部分的激活期间形成的弯曲部中的一个或多个弯曲部。在一个或多个实施方案中,这种松弛或反转可得到这样的导管,其中形成弯曲部的选定部分中的一者或多者返回到其初始形状,即,它们在选定部分中形成弯曲部之前的形状。在一个或多个另选的实施方案中,由选定部分中的一者或多者形成的弯曲部中的一者或多者甚至在用于致动或形成弯曲部的力被移除之后仍可保留(例如,置于张紧状态以提供压缩力来形成弯曲部的拉线可被释放,使得拉线不再处于张紧状态)。在移除用于形成弯曲部的一个或多个力之后保留在导管主体中的弯曲部可以是多个力中的任一者所致,例如,在弯曲部形成期间导管主体的选定部分的塑性变形,在弯曲部形成之后保留的选定部分中的层和/或部件之间的摩擦,诸如疏水性/亲水性的材料特性,在结合到导管主体中的相变材料中产生的相变,形状记忆材料(例如,镍钛诺等)的使用等。
20、在一个或多个实施方案中,用于保持在如本文所述的导管中形成的一个或多个弯曲部的摩擦可以在拉线与拉线所位于的管腔之间的选定区域(例如,弯曲部分、与弯曲部分相邻和/或间隔开的其他选定部分等)中的摩擦的形式提供。拉线与管腔之间的摩擦可通过拉线和拉线所位于的管腔的相对尺寸和/或形状的变化(例如,拉线与管腔之间的间隙可使用拉线和/或管腔的尺寸和/或形状的变化在选定区域中增大或减小)、拉线和/或管腔的表面的变化(例如,可修改表面中的一者或两者以增大或减小选定区域中的摩擦,材料的变化可增大或减小摩擦等)来控制,形成和/或释放弯曲部时拉线和/或管腔的变形也可增大或减小沿导管的选定区域中的摩擦等。拉线摩擦也可在导管主体的选定部分中增大,例如通过增大拉线在选定部分内围绕导管主体的周向的缠绕等。
21、代替定制导管的一个或多个实施方案中的弯曲部的形成顺序或除此之外,还可使用例如导管的选定部分的塑性/弹性变形、如本文所述的导管的层和/或部件之间的摩擦等来控制如本文所述的导管中的两个或更多个弯曲部的松弛顺序。
22、本文所述的医疗装置可使用能够定制医疗装置的增材制造系统和方法来制造(增材制造也可被描述为三维(3d)打印)。通过使用增材制造工艺/系统来制造本文所述的医疗装置,可实现比生产导管、导管部件或植入式装置的现有技术更大范围的硬度水平。此外,增材制造工艺允许使用各种工具和工艺来设计和开发可能难以以其他方式制造的特定医疗装置特征。例如,这些工艺/系统可类似于可用于制造和精制任何特定医疗装置的聚合物打印机和聚合物车床。因此,可以有效的方式产生新的设计和新的尺寸。例如,本文所述的系统和技术可允许快速集成特征、迭代设计,以及以更具体的方式设计新的几何形状和特征。具体地,医疗装置或设置在其上的特征的形状和/或尺寸可容易地根据操作者的规格来制造。因此,当设计和制造医疗装置时,可考虑患者的脉管系统的独特特性。
23、尽管本文所述的医疗装置可使用增材制造来制造,但应当理解,其他制造技术(例如,回流、模制等)也可单独使用或彼此组合使用和/或与增材制造组合使用以生产本文所述的医疗装置。例如,在一个实施方案中,用于拉线的凹槽可形成在如本文所述的医疗装置中,然后在放置拉线之后在医疗装置上回流材料以完成制造过程。
24、在第一方面,如本文所述的为导管/引线形式的医疗装置的一个或多个实施方案可包括:沿导管轴线延伸的细长导管主体;以及沿导管主体延伸的拉线,该拉线位于导管主体内并且延伸到拉线的远侧端部处的锚固件,其中当拉线沿细长导管主体从导管主体的近侧端部朝向导管主体的远侧端部移动时,拉线相对于导管轴线的位置改变,其中拉线被配置成当在远离锚固件的方向上拉动拉线时使导管主体在两个或更多个平面中偏转。
25、在根据第一方面的医疗装置的一个或多个实施方案中,在沿细长导管主体移动拉线的位置时朝向和/或远离中心轴线径向移动。
26、在根据第一方面的医疗装置的一个或多个实施方案中,在沿细长导管主体移动时拉线的位置围绕导管主体的周向的至少一部分移动。
27、在根据第一方面的医疗装置的一个或多个实施方案中,拉线包括位于导管主体中的唯一拉线。
28、在根据第一方面的医疗装置的一个或多个实施方案中,相对于导管轴线并且在导管主体长度的从开始位置延伸到结束位置的选定部分上,拉线在选定部分上从开始位置移动到结束位置,移动的弧度在下端为1度或更大、2度或更大、3度或更大、4度或更大或5度或更大并且在上端为x+(n*360)度或更小,其中x为360度或更小、330度或更小、300度或更小、270度或更小、240度或更小、210度或更小、180度或更小、150度或更小、135度或更小、120度或更小、90度或更小、75度或更小、60度或更小、45度或更小、30度或更小、15度或更小、10度或更小、或5度或更小,并且n为0、1、2或更大。在一个或多个实施方案中,选定部分包括如从近侧端部到远侧端部测量的导管主体总长度的50%或更少、40%或更少、30%或更少、20%或更少、或10%或更少。
29、在根据第一方面的医疗装置的一个或多个实施方案中:在沿导管主体的长度的第一位置处,拉线相对于导管轴线位于导管内的第一时钟位置处;在第一位置远侧的第二位置处,拉线位于第二时钟位置处,该第二时钟位置在导管内相对于导管轴线偏离第一时钟位置;并且在第二位置远侧的第三位置处,拉线位于第三时钟位置处,该第三时钟位置在导管内相对于导管轴线偏离第二时钟位置。在一个或多个实施方案中,第一时钟位置与第二时钟位置之间的时钟位置的第一变化率不同于第二时钟位置与第三时钟位置之间的时钟位置的第二变化率,并且任选地,其中第一变化率与第二变化率之间的差在下端为1度或更大、2度或更大、3度或更大、4度或更大、或5度或更大,并且为90度或更小、75度或更小、60度或更小、45度或更小、30度或更小、15度或更小、10度或更小、或5度或更小。
30、在根据第一方面的医疗装置的一个或多个实施方案中,其中拉线的位置在沿细长导管主体移动时朝向和/或远离中心轴线径向地移动:在沿导管主体的长度的第一位置处,拉线相对于导管轴线位于导管内的第一径向位置处;在第一位置远侧的第二位置处,拉线相对于导管轴线位于导管内的不同于第一径向位置的第二径向位置处;并且在第二位置远侧的第三位置处,拉线相对于导管轴线位于导管内的不同于第二径向位置的第三径向位置处。在一个或多个实施方案中,第一径向位置与第二径向位置之间的径向位置的第一变化率不同于第二径向位置与第三径向位置之间的径向位置的第二变化率。
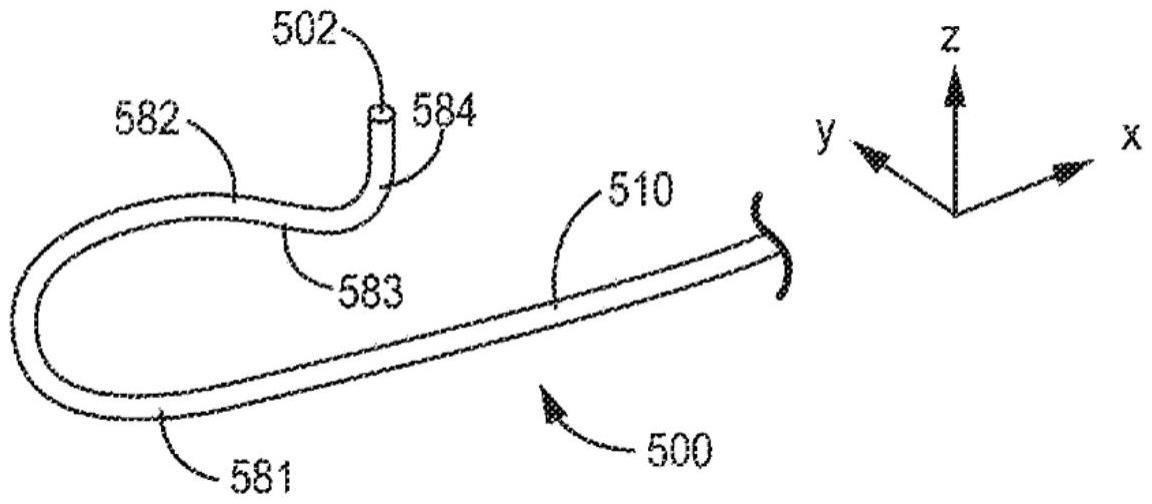
31、在第二方面,如本文所述的为导管/引线形式的医疗装置的一个或多个实施方案包括:沿导管轴线从近侧端部延伸到远侧端部的细长导管主体;以及延伸穿过导管主体的拉线,该拉线位于导管主体内并且延伸到位于拉线的远侧端部处的锚固件,其中锚固件相对于导管主体固定就位,并且其中拉线朝向导管主体的近侧端部从锚固件朝近侧延伸;其中导管主体包括第一部分和第二部分,其中第一部分和第二部分占据导管主体的长度的不同部分;其中导管主体的第一部分被配置成当将拉线在锚固件与导管主体的近侧端部之间置于张紧状态时形成弯曲的第一部分,其中弯曲的第一部分中的导管轴线在沿三维笛卡尔坐标系的z轴线投影到x-y平面上时形成弯曲部;并且其中导管主体的第二部分被配置成当将拉线在锚固件与导管主体的近侧端部之间置于张紧状态时形成弯曲的第二部分,其中弯曲的第二部分中的导管轴线在沿三维笛卡尔坐标系的y轴线投影到x-z平面上时形成弯曲部。
32、在根据第二方面的医疗装置的一个或多个实施方案中,位于x-y平面中的弯曲部的曲率半径不同于位于x-z平面中的弯曲部的曲率半径。
33、在根据第二方面的医疗装置的一个或多个实施方案中,第一部分被配置成当将拉线在锚固件与导管主体的近侧端部之间置于张紧状态时在第二部分形成弯曲的第二部分之前形成弯曲的第一部分。在一个或多个实施方案中,形成导管主体的第一部分的材料的第一体积小于形成导管主体的第二部分的材料的第二体积。在一个或多个实施方案中,导管主体的第一部分包括比导管主体的第二部分的合成ei值小的合成ei值,其中任选地第一部分的合成ei值是导管主体的第二部分的合成ei值的90%或更小、75%或更小、50%或更小、40%或更小、30%或更小、20%或更小、或甚至10%或更小。
34、在根据第二方面的医疗装置的一个或多个实施方案中,导管主体包括第三部分,其中第三部分占据导管主体的长度的与第一部分和第二部分不同的部分;其中导管主体的第三部分被配置成当将拉线在锚固件与导管主体的近侧端部之间置于张紧状态时形成弯曲的第三部分,其中弯曲的第三部分中的导管轴线在沿三维笛卡尔坐标系的x轴线投影到y-z平面上时形成弯曲部。在一个或多个实施方案中,位于x-z平面中的弯曲部的曲率半径不同于位于x-y平面中的弯曲部的曲率半径,并且也不同于位于y-z平面中的弯曲部的曲率半径。在一个或多个实施方案中,第三部分被配置成在第一部分形成弯曲的第一部分之后形成弯曲的第三部分,并且当将拉线在锚固件与导管主体的近侧端部之间置于张紧状态时,第二部分形成弯曲的第二部分。在一个或多个实施方案中,形成导管主体的第三部分的材料的第三体积小于形成导管主体的第一部分的材料的第一体积。在一个或多个实施方案中,导管主体的第三部分包括比导管主体的第一部分的合成ei值小的合成ei值,其中任选地第三部分的合成ei值是导管主体的第一部分的合成ei值的90%或更小、75%或更小、50%或更小、40%或更小、30%或更小、20%或更小、或甚至10%或更小。
35、在根据第二方面的医疗装置的一个或多个实施方案中,导管主体包括位于第一部分与第二部分之间的中间部分,其中中间部分没有被配置成当将拉线在锚固件与导管主体的近侧端部之间置于张紧状态时形成弯曲的中间部分。
36、在根据第二方面的医疗装置的一个或多个实施方案中,导管主体的第一部分包括由芯材料形成的芯和环绕芯的护套,其中护套由护套材料形成,其中护套材料包括与芯材料的弹性模量不同的弹性模量,并且其中护套材料围绕导管轴线非均匀地分布。在一个或多个实施方案中,导管主体的第二部分包括由芯材料形成的芯和环绕芯的护套,其中第二部分的护套由护套材料形成,其中护套材料包括与芯材料的弹性模量不同的弹性模量,并且其中护套材料围绕导管轴线非均匀地分布。在一个或多个实施方案中,护套材料的弹性模量小于芯材料的弹性模量。
37、在根据第二方面的医疗装置的一个或多个实施方案中,拉线包括位于导管主体中的唯一拉线。
38、在根据第二方面的医疗装置的一个或多个实施方案中,当沿细长导管主体从导管主体的近侧端部朝向导管主体的远侧端部移动时,拉线围绕导管主体的周向的至少一部分移动。在一个或多个实施方案中,相对于导管轴线并且在导管主体长度的从开始位置延伸到结束位置的选定部分上,拉线在选定部分上从开始位置移动到结束位置,移动的弧度在下端为1度或更大、2度或更大、3度或更大、4度或更大或5度或更大并且在上端为x+(n*360)度或更小,其中x为360度或更小、330度或更小、300度或更小、270度或更小、240度或更小、210度或更小、180度或更小、150度或更小、135度或更小、120度或更小、90度或更小、75度或更小、60度或更小、45度或更小、30度或更小、15度或更小、10度或更小、或5度或更小,并且n为0、1、2或更大。在一个或多个实施方案中,选定部分包括如从近侧端部到远侧端部测量的导管主体总长度的50%或更少、40%或更少、30%或更少、20%或更少、或10%或更少。在医疗装置的其中拉线围绕导管主体的周向的至少一部分移动的一个或多个实施方案中:在沿导管主体的长度的第一位置处,拉线相对于导管轴线位于导管内的第一时钟位置处;在第一位置远侧的第二位置处,拉线位于第二时钟位置处,该第二时钟位置在导管内相对于导管轴线偏离第一时钟位置;并且在第二位置远侧的第三位置处,拉线位于第三时钟位置处,该第三时钟位置在导管内相对于导管轴线偏离第二时钟位置。在一个或多个实施方案中,第一时钟位置与第二时钟位置之间的时钟位置的第一变化率不同于第二时钟位置与第三时钟位置之间的时钟位置的第二变化率,并且任选地,其中相当于导管轴线,第一变化率与第二变化率之间的差在下端为1度或更大、2度或更大、3度或更大、4度或更大、或5度或更大,并且为90度或更小、75度或更小、60度或更小、45度或更小、30度或更小、15度或更小、10度或更小、或5度或更小。
39、在本文所述的任何医疗装置的一个或多个实施方案中,拉线位于设置在导管主体中的拉线管腔内。
40、在第三方面,如本文所述的增材制造系统的一个或多个实施方案包括:
41、a.加热料筒,该加热料筒从近侧延伸到远侧并且包括位于近侧处的基材入口端口和位于远侧处的基材出口端口,该加热料筒限定内部体积和延伸穿过内部体积从近侧到远侧的基材通道,其中加热料筒限定与内部体积流体连通以接收第一长丝的第一长丝端口;
42、b.加热元件,该加热元件热联接到加热料筒以加热内部体积;
43、c.长丝处理系统,该长丝处理系统包括一个或多个马达以通过第一长丝端口将至少第一长丝馈送到内部体积中;
44、d.拉线处理系统,该拉线处理系统被配置成将拉线递送到位于加热料筒的基材通道中的拉线凹口;
45、e.基材处理系统,该基材处理系统包括:
46、i.头架,该头架包括远侧夹具以固定细长基材的远侧部分,其中基材被定位成在基材被头架固定时沿纵向轴线穿过基材通道;以及
47、ii.一个或多个马达,当基材被头架固定时,这些马达使基材和加热料筒相对于彼此平移或旋转,其中拉线与基材同步地平移或旋转;
48、f.控制器,该控制器可操作地联接到加热元件、长丝处理系统的一个或多个马达以及基材处理系统的一个或多个马达上,该控制器被配置成:
49、i.激活加热元件以熔化内部体积中的第一长丝的任何部分;
50、ii.控制长丝处理系统的一个或多个马达以选择性地控制第一长丝到内部体积的馈送;以及
51、iii.控制基材处理系统的一个或多个马达以使基材和加热料筒中的一者或两者在纵向方向上相对于彼此移动,同时使基材和加热料筒中的一者或两者围绕纵向方向旋转以围绕基材形成细长导管护套,该导管护套包括缠绕在基材周围的拉线,其中导管护套包括来自第一长丝的材料。
52、本公开的一个或多个方面的细节在以下附图和描述中阐述。根据说明书和附图以及权利要求书,本公开中描述的技术的其他特征、目标和优点将是显而易见的。
- 还没有人留言评论。精彩留言会获得点赞!