一种隐形矫治器的制备方法及隐形矫治器
一种隐形矫治器的制备方法及隐形矫治器
【技术领域】
1.本发明涉及矫治器加工技术领域,尤其是涉及一种隐形矫治器的制备方法及隐形矫治器。
背景技术:
2.目前,隐形矫治器采用的制造技术为间接压膜切割法,其工艺流程为:3d打印各阶段步骤的牙列模型;利用热塑性膜片在牙列模型表面压制成型;手工切割剪裁成型的膜片,从而获得矫治器。
3.间接压膜法制作隐形矫治器的工艺流程不仅复杂,且还存在以下缺点:
4.1、打印材料及时间的浪费:每个患者每个阶段都需要3d打印制造出牙列模型,一个病人需要几十副甚至上百副,用于压制矫治器,而3d打印的模型属于过渡产品,压制后即不需要了,从而会耗费大量的模型材料与时间;
5.2、矫正器的精度差:制作过程中模型打印、压模以及切割等各步骤的误差依次累积,从而降低了最终产品的精度;
6.3、治疗效果差:压制矫治器的过程中膜片被负压不均匀拉伸,不同部位的厚度以及力学性能的改变不一致,会影响治疗效果,
7.4、美观性及体验感差:为抵消压模过程中造成的力学性能改变所带来的不良影响,在受力牙冠表面需添加附件来增加治疗效果,附件的添加严重影响了矫治器的美观性与患者的体验感;
8.5、膜片材料及人力成本的浪费:膜片材料60%的部分需要被裁减掉,其利用率较低,造成了大量材料的浪费,且人工切割,修剪以及打磨膜片制造成品矫正器,需耗费大量的人力与时间。
技术实现要素:
9.本发明实施例的目的在于提供一种隐形矫治器的制备方法及隐形矫治器,以解决现有隐形矫治器的制造工艺会耗费大量制备所需的材料、人力以及时间,且精度、治疗效果、美观性以及体验感均较差的问题。
10.第一方面,本发明实施例提供了一种隐形矫治器的制备方法,包括以下步骤:
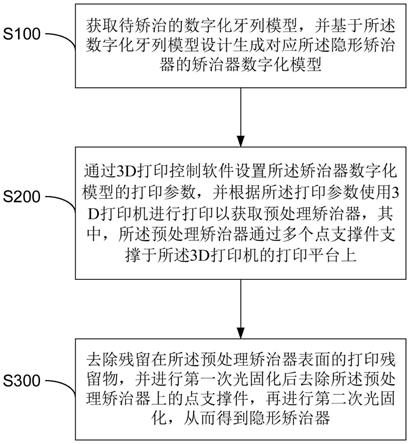
11.获取待矫治的数字化牙列模型,并基于所述数字化牙列模型设计生成对应所述隐形矫治器的矫治器数字化模型;
12.通过3d打印控制软件设置所述矫治器数字化模型的打印参数,并根据所述打印参数使用3d打印机进行打印以获取预处理矫治器,其中,所述预处理矫治器通过多个点支撑件支撑于所述3d打印机的打印平台上;
13.去除残留在所述预处理矫治器表面的打印残留物,并进行第一次光固化后去除所述预处理矫治器上的点支撑件,再进行第二次光固化,从而得到隐形矫治器。
14.优选的,所述获取乔治的数字化牙列模型,并基于所述数字化牙列模型设计生成
对应所述隐形矫治器的矫治器数字化模型的步骤,具体包括:在所述数字化牙列模型的基础上设计生成包裹全牙列的初步矫治器数字化模型,再对所述初步矫治器数字化模型对应待矫治的位置进行加厚以及挖孔,从而获取所述矫治器数字化模型。
15.优选的,对所述初步矫治器数字化模型对应待矫治的位置进行加厚以及挖孔的步骤中,所述加厚的厚度为根据待矫治所需的矫治力设定。
16.优选的,所述通过3d打印控制软件设置所述矫治器数字化模型的打印参数的步骤,具体包括以下子步骤:
17.通过所述3d打印控制软件设定所述矫治器数字化模型的摆放角度;
18.通过所述3d打印控制软件设定所述矫治器数字化模型的高度,使得所述预处理矫治器的最低点与所述打印平台间隔;
19.通过所述3d打印控制软件设定多个所述点支撑件,使得所述矫治器数字化模型通过多个所述点支撑件支撑于所述打印平台并形成点接触。
20.优选的,多个所述点支撑件间隔设定在所述矫治器数字化模型的外表面。
21.优选的,根据所述打印参数使用3d打印机进行打印以获取预处理矫治器的步骤前,还包括:根据打印材料和所述3d打印机的性能设定切片层厚度以及层曝光时间。
22.优选的,所述打印材料为光敏树脂。
23.优选的,所述去除残留在所述预处理矫治器表面的打印残留物的步骤中,所述打印残留物通过低速离心的方式去除;
24.所述进行第一次光固化后去除所述预处理矫治器上的点支撑件的步骤中,所述预处理矫治器上的所述点支撑件通过锐器去除。
25.优选的,得到所述隐形矫治器后还包括步骤:
26.检查所述隐形矫治器的表面是否残留所述点支撑件:若是,则将残留的所述点支撑件去除。
27.第二方面,本发明实施例提供了一种隐形矫治器,所述隐形矫治器由上述的隐形矫治器的制备方法制备得到。
28.与现有技术相比,本发明中的隐形矫治器的制备方法先通过设计隐形矫治器数字化模型,再通过光固化3d打印技术直接制备隐形矫治器,从而省去了打印牙列模型、压制以及裁剪膜片的步骤,简化了整个制备的流程,避免了不必要的材料浪费,并大大节省了制备所需的人力和时间,另外,采用3d打印技术直接打印成品隐形矫治器,可以消除了模型打印、压模以及切割等各步骤的误差,使得到的隐形矫治器的精度更高,同时,避免材料在真空或热压膜过程中力学性能的受损,以提升治疗效果,再则,在采用3d打印技术打印隐形矫治器前,矫治器预先设计了数字化模型,所以,打印得到的隐形矫治器可以实现其不同部位的厚度以及力学性能的一致性或某些支抗部位的增厚与硬度的增加,避免压膜过程的不规则拉伸而致使隐形矫治器的颈部薄弱,对牙根控制力差的情况,以进一步提升隐形矫治器的治疗效果,并减少或避免附件的使用,提升隐形矫治器的美观性与患者的体验感。
【附图说明】
29.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于
本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
30.图1为本发明实施例提供的一种隐形矫治器的制备方法的流程示意图;
31.图2为本发明实施例提供的一种隐形矫治器的制备方法中组织面、咬合面以及点支撑件的布局示意图;
32.图3为本发明实施例提供的一种隐形矫治器的制备方法中咬合面及点支撑件分别与打印平台之间的夹角示意图;
33.图4为本发明实施例提供的一种隐形矫治器的制备方法中预处理矫治器与低速离心机的内壁以及挂钩间的位置关系示意图;
34.图5为本发明实施例提供的一种隐形矫治器的制备方法中打印参数的设定流程示意图。
【具体实施方式】
35.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
36.结合图1至图4所示,本发明实施例提供了一种隐形矫治器的制备方法,包括以下步骤:
37.s100、获取待矫治的数字化牙列模型,并基于所述数字化牙列模型设计生成对应所述隐形矫治器的矫治器数字化模型。
38.其中,所述数字化牙列模型通过电脑设计形成,而所述矫治器数字化模型也是通过电脑基于所述数字化牙列模型生成。
39.基于所述数字化牙列模型设计生成对应所述隐形矫治器的矫治器数字化模型的步骤,具体包括:在所述数字化牙列模型的基础上设计生成包裹全牙列的初步矫治器数字化模型,再对所述初步矫治器数字化模型对应待矫治的位置进行加厚以及挖孔,从而获取所述矫治器数字化模型。
40.所述加厚以及挖孔的步骤根据待矫治患者的治疗需求辅以计算机进行设定,如所述加厚的步骤根据患者所需的矫治力的大小以及方向辅以计算机进行设定,这样更好实现对牙齿移动的精确控制,生成所需的隐形矫治器的数字化模型。
41.某些支抗部位通过增加厚度来提高弹性模量,这样更容易实现对牙齿移动的精确控制。
42.s200、通过3d打印控制软件设置所述矫治器数字化模型的打印参数,并根据所述打印参数使用3d打印机进行打印以获取预处理矫治器,其中,所述预处理矫治器通过多个点支撑件支撑于所述3d打印机的打印平台上。
43.其中,所述3d打印控制软件安装于所述3d打印机或电脑上,设置打印参数时,可以通过与所述3d打印机连接的电脑进行设置。
44.具体地,结合图5所示,步骤s200中,所述通过3d打印控制软件设置所述矫治器数字化模型的打印参数的步骤,具体包括以下子步骤:
45.s210、通过所述3d打印控制软件设定所述矫治器数字化模型的摆放角度;
46.s220、通过所述3d打印控制软件设定所述矫治器数字化模型的高度,使得所述预处理矫治器的最低点与所述打印平台间隔;
47.s230、通过所述3d打印控制软件设定多个所述点支撑件,使得所述矫治器数字化模型通过多个所述点支撑件支撑于所述打印平台并形成点接触。
48.其中,所述摆放角度根据实际需求选择适当的角度进行摆放。
49.多个所述点支撑件间隔设定在所述矫治器数字化模型的外表面,所述点支撑件与所述矫治器数字化模型的接触点直径以可以实现支撑的最小直径进行设定。在设定好所述点支撑件数字模型后,应检查各个截面,避免无支撑的“游离岛”现象产生而造成打印失败。
50.所述点支撑件的数量以能支撑所述矫治器数字化模型的各个截面为准进行设定。
51.进一步地,所述矫治器数字化模型舌侧游离边缘与牙尖周围应适当增加支撑密度,以更好的打印隐形矫治器。
52.进一步地,根据所述打印参数使用3d打印机进行打印以获取预处理矫治器的步骤前,还包括:根据打印材料和所述3d打印机的性能设定切片层厚度以及层曝光时间。
53.所述打印材料选用流动性以及透明性均好的树脂材料,如光敏树脂。当然,根据实际需求,还可以选择其它适用于打印隐形矫治器的材料。
54.所述3d打印机选用固化光波长及打印精度均与所述打印材料匹配的型号。
55.s300、去除残留在所述预处理矫治器表面的打印残留物,并进行第一次光固化后去除所述预处理矫治器上的点支撑件,再进行第二次光固化,从而得到隐形矫治器。
56.其中,所述预处理矫治器打印完成后,通过锐器将所述预处理矫治器连同多个所述点支撑件一起从所述打印平台上取下,然后,再进行去除残留在所述预处理矫治器表面的打印残留物的步骤。
57.所述打印残留物为所述预处理矫治器表面上黏附的未固化的打印材料,所述打印残留物通过低速离心的方式去除,即通过低速离心机低速离心去除。当然,根据实际需求,还可以通过其它的方式去除,如人工去除。
58.所述第一次光固化的时间小于所述第二次光固化的时间,作为一个短时间的初步固化,以避免在去除所述点支撑件时,由于所述预处理矫治器上的所述点支撑件与所述主体过于软化而损坏主体。
59.所述点支撑件也通过锐器去除,且在去除的过程中应格外小心,避免不当用力使所述主体变形。当所述点支撑件完全去除后,所述预处理矫治器进行所述第二次光固化。
60.所述第二次光固化的时间以使去除了所述点支撑件的所述预处理矫治器完全固化为准,当所述主体完全固化后则形成所述隐形矫治器。
61.所述第一次光固化和所述第二次光固化均利用光固化设备进行。
62.最后,在得到所述隐形矫治器后,还应检查所述隐形矫治器的表面是否残留所述点支撑件:若是,则将残留的所述点支撑件去除,完成整个制备过程;若否,则直接完成整个制备过程。
63.图3为本发明实施例提供的一种隐形矫治器的制备方法中咬合面及点支撑件分别与打印平台之间的夹角示意图,其中,所述咬合面与所述打印平台之间的夹角为75
°
至80
°
,所述点支撑件与所述打印平台之间的夹角则为90度。
64.与现有技术相比,本发明中的隐形矫治器的制备方法先通过设计隐形矫治器数字化模型,再通过光固化3d打印技术直接制备隐形矫治器,从而省去了打印牙列模型、压制以及裁剪膜片的步骤,简化了整个制备的流程,避免了不必要的材料浪费,并大大节省了制备所需的人力和时间,另外,采用3d打印技术直接打印成品隐形矫治器,可以消除了模型打印、压模以及切割等各步骤的误差,使得到的隐形矫治器的精度更高,同时,避免材料在真空或热压膜过程中力学性能的受损,以提升治疗效果,再则,在采用3d打印技术打印隐形矫治器前,矫治器预先设计了数字化模型,所以,打印得到的隐形矫治器可以实现其不同部位的厚度以及力学性能的一致性或某些支抗部位的增厚与硬度的增加,避免压膜过程的不规则拉伸而致使隐形矫治器的颈部薄弱,对牙根控制力差的情况,以进一步提升隐形矫治器的治疗效果,并减少或避免附件的使用,提升隐形矫治器的美观性与患者的体验感。
65.另外,本发明还提高了材料利用率和制造效率,改善了最终成品的精度和力学性能,同时提出了完整且有效的打印前与打印后的处理方案,能有效解决残余树脂材料改变矫治器表面形态以及后固化前矫治器变形等问题。
66.本发明实施例还提供了一种隐形矫治器,该隐形矫治器由上述的隐形矫治器的制备方法制备得到。由于该隐形矫治器由上述的隐形矫治器的制备方法制备得到,因此,该隐形矫治器具备上述的隐形矫治器的制备方法所达到的技术效果,在此不作赘述。
67.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1