一种低落絮、高吸湿的神经手术片及制备方法与流程
1.本发明涉及医用敷料领域,具体涉及一种低落絮、高吸湿的神经手术片及制备方法。
背景技术:
2.神经外科手术涉及人的神经中枢,手术操作细致复杂,而且手术时间普遍较长,由于手术部位出血和伤口组织液渗出,术中常规需要使用大量冲洗液以保持术野清晰,所以需要使用到手术垫来吸收血液和渗出液。
3.传统的神经手术垫在使用过程中通常存在以下问题:1.产品吸液性能差,从而使单次手术使用的手术垫数量增加,这会给医护人员对使用的手术垫数量计数带来困难;2.目前市场上的神经手术垫为无纺布材料,这使得产品在使用过程中普遍存在落絮的问题,这增加了手术部位感染的风险;3.手术垫在使用过程中吸收血液,与血液融为一体,难以区分,从而增加了手术垫遗留在患者体内的风险。
4.cn 107811678 a公开了一种低落絮神经手术片及其制备方法,先使用再生纤维素长纤维为原料,经过梳理、铺网、水刺或针刺、上下表面粘合成型、表面复合光显影线和牵引线,最后得到一种低落絮的神经手术片产品。其吸液性差、落絮等问题仍有待进一步改善。
技术实现要素:
5.本发明提供了一种高吸液性、低落絮的神经手术垫及其制备方法,制备得到的神经手术垫吸液性强,可以减少单次手术的手术垫用量;落絮少,可以减少手术过程中患者的感染风险。且制备方法简单高效,易于工业化大批量生产。
6.本发明的技术方案是,一种低落絮、高吸湿的神经手术片的制备方法,具体步骤为:
7.s1、采用纤维原料经梳理、铺网、针刺或水刺成无纺布,粘接成型并复合x光显影线和牵引线,得到半成品;
8.s2、将s1得到的半成品进行热压及冻干,得到低落絮、高吸湿的神经手术片。
9.进一步地,s1中所用的纤维原料为莫代尔纤维、天丝纤维或粘胶纤维。
10.进一步地,s1中铺网时采用梳理后的纤维进行平行或半交叉铺网。
11.进一步地,s1中粘接成型时在上下表面复合粘合剂以减少纤维脱落和起毛。
12.进一步地,s2中热压时温度10-90℃,压力为0.5-30mpa,热压时间≥2min。
13.进一步优选地,s2中热压时温度20-50℃,压力10-20mpa,时间10-30min。
14.进一步地,s2中热压后进行预冻处理,再进行冻干处理,预冻温度为-40~-10℃,时间≥10min。
15.进一步地,s2中冻干温度为-65~-10℃,时间≥8h。优选冻干温度为-60~-40℃,冻干时间为20-28h。
16.本发明还涉及采用所方法制备得到的高吸液性、低落絮的神经手术垫。
17.本发明还涉及热压、预冷冻和/或冻干处理在制备低落絮、高吸湿的纤维材料工艺中的应用。
18.本发明具有以下有益效果:
19.本发明通过梳理将纤维进行梳理以去除杂质和过短、过细纤维;然后梳理后的纤维进行平行或半交叉铺网;经针刺或者水刺使叠层的纤维层相互纠缠;再在上下表面复合粘合剂以减少纤维脱落和起毛;最后复合x光显影线和牵引线得到半成品。半成品经热压增加产品的密度并提高吸液性和减少起毛落絮;预冻将热压后的产品定型,防止再次起毛;最后进行真空冷冻干燥法可以完全去除纤维中的水分,从而使纤维的吸水率提高,进一步提高产品的吸液性。
附图说明
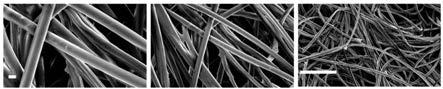
20.图1为对比例3未热压条件下本方法生产的样品的电镜图。
21.图2为实施例6中70℃、20mpa热压条件下本方法生产的样品的电镜图。
22.图3为实施例7中90℃、20mpa热压条件下本方法生产的样品的电镜图。
具体实施方式
23.下面将结合实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限定本发明的范围。
24.对比例1:以莫代尔纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线,最后进行烘干和分切包装得到最终产品。
25.对比例2:以天丝纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线,最后进行烘干和分切包装得到最终产品。
26.对比例3:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线,最后进行烘干和分切包装得到最终产品。
27.实施例1:以莫代尔纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、20mpa的条件热压10分钟,然后置于烘箱中在60℃条件下烘干2h,再进行分切包装即得到最终产品。
28.实施例2:以天丝纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、20mpa的条件热压10分钟,然后置于烘箱中在60℃条件下烘干2h,再进行分切包装即得到最终产品。
29.实施例3:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、20mpa的条件热压10分钟,然后置于烘箱中在60℃条件下烘干2h,再进行分切包装即得到最终产品。
30.实施例4:以莫代尔纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、20mpa的条件热压10分钟,接着快速将热压后的产品放在-40℃冰箱中进行预冻2小时,最后
将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度小于13.3pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
31.实施例5:以天丝纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、20mpa的条件热压10分钟,接着快速将热压后的产品放在-40℃冰箱中进行预冻2小时,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度小于13.3pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
32.实施例6:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、20mpa的条件热压10分钟,接着快速将热压后的产品放在-40℃冰箱中进行预冻2小时,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度小于13.3pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
33.实施例7:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以90℃、20mpa的条件热压10分钟,接着快速将热压后的产品放在-40℃冰箱中进行预冻2小时,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度小于13.3pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
34.实施例8:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以30℃、20mpa的条件热压10分钟,接着快速将热压后的产品放在-40℃冰箱中进行预冻2小时,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度小于13.3pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
35.实施例9:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、30mpa的条件热压10分钟,接着快速将热压后的产品放在-40℃冰箱中进行预冻2小时,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度小于13.3pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
36.实施例10:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、1mpa的条件热压10分钟,接着快速将热压后的产品放在-40℃冰箱中进行预冻2小时,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度小于13.3pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
37.实施例11:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、20mpa的条件热压2分钟,接着快速将热压后的产品放在-40℃冰箱中进行预冻2小时,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度小于13.3pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
38.实施例12:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、20mpa
的条件热压60分钟,接着快速将热压后的产品放在-40℃冰箱中进行预冻2小时,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度小于13.3pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
39.实施例13:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、20mpa的条件热压60分钟,接着快速将热压后的产品放在-40℃冰箱中进行预冻10分钟,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度小于13.3pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
40.实施例14:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、20mpa的条件热压60分钟,接着快速将热压后的产品放在-40℃冰箱中进行预冻8小时,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度小于13.3pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
41.实施例15:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、20mpa的条件热压60分钟,接着快速将热压后的产品放在0℃冰箱中进行预冻2小时,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度小于13.3pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
42.实施例16:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、20mpa的条件热压60分钟,接着快速将热压后的产品放在-40℃冰箱中进行预冻2小时,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度为1pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
43.实施例17:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在热压机上以70℃、20mpa的条件热压60分钟,接着快速将热压后的产品放在-40℃冰箱中进行预冻2小时,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度为1pa,冷阱温度为-60℃,样品温度为-60℃,取出后进行分切和包装即得最终产品。
44.实施例18:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放在-40℃冰箱中进行预冻2小时,最后将预冻后的样品放在真空冷冻干燥机中干燥24小时,冻干条件如下:真空度为1pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
45.实施例19:以粘胶纤维为原料,将纤维进行梳理、铺网、针刺或者水刺、上下表面粘合成型、表面复合光显影线和牵引线得半成品,然后将半成品放真空冷冻干燥机中干燥24小时,冻干条件如下:真空度为1pa,冷阱温度为-60℃,样品温度为-25℃,取出后进行分切和包装即得最终产品。
46.样品吸水率测试
47.测试标准:《中华人民共和国国家标准纺织品吸水性试验方法》
‑‑
gb/t 21655-2008
48.测试方法:将测试样品放入干燥箱内,在60℃的温度下干燥至恒重,称取样品起始质量,记为m1。
49.用细金属丝按试样形状将其固定在刚性不锈筛网上。慢慢地将试样压入水面下25mm处,加上压块使之固定,试样与水箱壁无接触。保持上述状态60min。慢慢地取出试样,提起试样的一角,让其沥干5min。用湿巾擦去表面水分,立即称取试样的质量m2。样品吸水率计算方法:
[0050][0051]
式中:wm——材料的质量吸水率%;m1——材料原始质量,mg;m2——材料吸水饱和后样品的质量,mg。
[0052]
上述对比例及实施例中的吸水率数据如下表1。
[0053]
表1
[0054]
样品名称吸水率/%对比例1822.91对比例2903.4对比例31058.85实施例1815.2实施例2899.6实施例31052.62实施例41053.06实施例51058.41实施例61339.98
[0055]
运用本发明方法制备的各种不同纤维原料的神经手术垫,其中包括天丝纤维、莫代尔纤维和粘胶纤维,从吸水率数据可以看出,本发明方法制备的样品吸水率明显提高。
[0056]
为解释本发明中热压工艺使样品落絮减少的原因,使用场发射电子显微镜对样品的微观结构进行了分析,得到的sem结果如图1~图3。其中图1为对比例3得到的样品,图2为实施例6得到的样品,图3为实施例7得到的样品。
[0057]
图1为未经过热压工艺处理的样品的微观结构,可以看出,在纤维表面有明显的起毛,毛絮松散的附着在纤维表面,另外可以看到纤维表面有较多的颗粒,且纤维与纤维之间的距离较远,纤维的密度低,这可能是表面的毛絮与颗粒掉落的概率更大。而从图2和图3可以看出,热压后样品的纤维表面明显变得光滑,纤维与纤维之前出现明显得粘连,毛絮与颗粒明显减少,这可能是由于热压工艺使毛絮和颗粒完全黏附在了纤维上另外可以看到纤维与纤维之间的距离变小,纤维密度变大,这使颗粒及毛絮掉落出来的可能性大大降低。从而改善了产品的落絮问题。
[0058]
从吸水率测试结果可以看出,热压基本不会影响产品的吸水率,经过真空冷冻干燥后,产品的吸水率大幅度提高,这可能是由于与自然干燥或烘干相比,真空冷冻干燥法能完全去除纤维样品中的水分,而自然干燥或烘干只能去除部分水分。
[0059]
综合冻干与热压两种工艺的优点,本发明既大大改善了产品的落絮问题,又使产品的吸水率得到大幅度提高,从而得到了一种低落絮、高吸湿的神经手术垫产品。
[0060]
需要说明的是,本发明提供的热压参数、预冻参数和冻干参数仅为部分优选范围,能使用本方法任意修改参数的行为都应在本发明的保护范围之内。本发明提供的处理方法适用于不同的纤维原料,包括但不限于实施例已提到的天丝纤维、莫代尔纤维和粘胶纤维;另外也不局限与神经手术垫,任何以纤维为原料,需要利用到吸湿性能的敷料产品都能用本发明提出的方法来提高其吸湿性和降落絮。本发明所述领域的技术人员,依据本发明的原理,除了本发明已提到的天丝纤维、粘胶纤维和莫代尔纤维,任何替换原料的方法都应在本发明的保护范围内;除此之外,本发明普遍适用于纤维类敷料,任何利用此发明方法处理纤维类敷料,用于除了神经外科手术垫之外的任何利用到敷料吸湿性的其他类型的敷料都应在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1