一种横向可伸展的连续弹性层压件和用于生产该层压件的方法与流程
1.本发明涉及一种横向可伸展的连续弹性层压件。
2.本发明的开发特别涉及一次性吸收性卫生制品,比如尿布、训练裤、用于 成人失禁的吸收性卫生产品等类似物的生产。
3.横向可伸展的连续弹性层压件可构成半制成的中间产品,其可用于供应给 用于生产吸收性卫生制品的机器。横向可伸展的连续弹性层压件可横向切割以 生产用于吸收性卫生制品的弹性侧围。分立的左右紧固凸片可能已经在外部附 接在弹性层压件上。
4.本发明的实施例还涉及用于吸收性卫生制品的弹性侧围。
5.本发明还涉及一种用于生产横向可伸展的连续弹性层压件的方法。
背景技术:
6.可穿戴为裤子的吸收性卫生制品通常具有包括矩形形状的中心主体或底盘 以及至少一对弹性侧围的结构,该弹性侧围在中心主体的前部区段或后部区段 从中心主体的相对侧侧向延伸。侧围设置有紧固凸片,其通常包括微型钩垫, 该微型钩垫可释放地附接到前围以用于闭合用户的腰部周围的吸收性卫生制品。
7.ep-a-3213728公开了一种横向可伸展的弹性层压件,包括:具有相应的褶 皱中心部分的第一幅材和第二幅材、夹在第一幅材和第二幅材的褶皱中心部分 之间并在横向方向上可弹性拉伸的弹性带、以及在纵向方向上彼此间隔开的多 个紧固凸片。
8.紧固凸片分别包括由软材料制成的无纺支撑幅材和由相对刚性的热塑性材 料制成的微型钩垫,该微型钩垫通过胶粘或焊接固定在无纺支撑幅材的表面上。
9.微型钩垫从通常由相对刚性的热塑性材料制成的连续带开始生产,其具有 在其上一体形成的连续或间断的微型钩结构。切割具有一体形成的微型钩结构 的连续带以形成多个分立的微型钩垫。这种分立的微型钩垫以所需的间距间隔 开并固定在连续无纺支撑幅材的表面上的间隔开的位置。然后,切割其上固定 有微型钩垫的连续无纺支撑幅材以形成紧固凸片,这些紧固凸片分别包括软材 料的无纺支撑幅材和通过胶粘或焊接固定在无纺支撑幅材的表面上的相对刚性 的热塑性材料的微型钩垫。
10.具有一体形成的微型钩结构的连续带由专门制造钩环紧固件的供应商制造。 微型钩带包装在卷轴中,这些卷轴被运送至吸收性卫生制品的生产设备。在用 于制造吸收性卫生制品的机器中,具有一体形成的微型钩结构的连续带的卷轴 被展开、切割、间隔开并固定至连续无纺支撑幅材。所有这些操作都需要复杂 而昂贵的专用装备,这增加了用于制造吸收性卫生制品的机器的复杂性。具有 一体形成的微型钩结构的连续带的成本很高,因此,微型钩垫或贴片的尺寸尽 可能保持到最小,这需要复杂的装备以将具有一体形成的微型钩结构的连续带 切割成非常小的件,并将这些小件以高精度进给至连续无纺支撑幅材。
11.现有技术的另一个缺点是:微型钩紧固垫由相对刚性的热塑性材料制成。 在将卫生制品应用到穿戴者的过程中,用户通常会感觉到令人不愉快的刚度。 由于与微型钩垫的
尖锐和刚性边缘接触,用户在指甲下的柔软皮肤上会被划伤 或小地割伤,这并不罕见。
技术实现要素:
12.本发明的目的是提供一种横向可伸展的连续弹性层压件,该层压件可用于 生产吸收性卫生制品的弹性侧围,其克服了现有技术的问题。
13.根据本发明的第一方面,该目的通过具有权利要求1的特征的横向可伸展 的连续层压件得以实现。
14.本发明的一个重要特征为:具有微型钩结构的凸片可在用于从无纺材料的 卷轴开始制造吸收性卫生制品的机器中完整连续作业地(in-line)生产。因此, 无需供应由专门制造钩环紧固件的公司供应的用于制造吸收性卫生制品的具有 微型钩带的卷轴的机器。
15.本发明消除了对微型钩带的处理和运输,这降低了成本、简化了在用于制 造吸收性卫生制品的设备中对原材料的处理,并且由于消除了运输微型钩带的 需要,对可持续性具有积极影响。
16.根据另一方面,本发明涉及具有权利要求6的特征的用于吸收性卫生制品 的弹性侧围。
17.根据另一方面,本发明涉及用于生产具有权利要求10、11和12的特征的 横向可伸展的层压件的方法。
18.与现有技术相比,该制造方法对紧固凸片之间的距离提供了更好的控制, 该紧固凸片在根据本发明的方法中不作为不连续的分立元件应用。这减少了制 造浪费并对可持续性产生了直接的积极的影响。
19.权利要求形成在此提供的与本发明相关的技术公开的一体部分。
附图说明
20.现在将参考纯粹以非限制性示例的形式提供的附图描述本发明,其中:
21.图1-10是示出用于生产具有一体微型钩紧固结构的横向可伸展的连续弹性 层压件的方法的第一实施例的各个步骤的示意图;
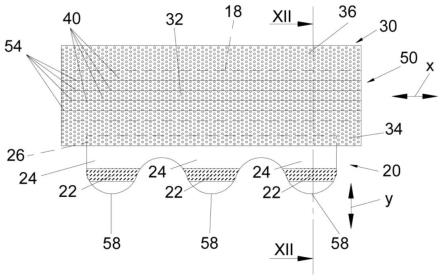
22.图11是处于伸展位置的横向可伸展的连续弹性层压件的示意性平面图;
23.图12是沿图11的线xii-xii截取的示意性横截面;
24.图13是示出处于折叠构造的图11的横向可伸展的连续弹性层压件的示意 性平面图;
25.图14是沿图13的线xiv-xiv截取的示意性横截面;
26.图15是示出处于伸展位置的吸收性卫生制品的弹性侧围的示意性平面图;
27.图16是示出具有不同形状的弹性侧围的示意性平面图;
28.图17-20是示出用于生产具有一体微型钩紧固结构的横向可伸展的连续弹 性层压件的方法的第二实施例的各个步骤的示意性平面图;
29.图21是处于伸展位置的横向可伸展的连续弹性层压件的第二实施例的示意 性平面图;
30.图22是沿图21的线xxii-xxii截取的示意性横截面;
31.图23-29是示出用于生产具有一体微型钩紧固结构的横向可伸展的连续弹 性层压件的方法的第三实施例的各个步骤的示意性平面图;
32.图30是处于伸展位置的横向可伸展的连续弹性层压件的第三实施例的示意 性平面图,以及
33.图31是沿图30的线xxxi-xxxi截取的示意性横截面。
34.在下文的描述中,相同或相似的部件将由相同的附图标记表示。
35.应当理解,附图是示意性的,并不是相对于实际产品按比例绘制。不同附 图可能不以相同比例表示。此外,在各种附图中,为了更好地示出其他元件, 一些元件可能未示出。
具体实施方式
36.图1-10示意性地示出了用于生产横向可伸展的连续弹性层压件的方法的各 个步骤。
37.如图1所示,在第一步骤中,两个第一连续幅材10沿纵向方向x进给。两 个第一连续幅材10可由无纺材料制成。在可能的实施例中,两个第一连续幅材 10可从单个连续幅材获得,其从卷轴上展开并且被纵向切割以形成在纵向方向 x上前进的两个分开的幅材。
38.两个第一连续幅材10在垂直于纵向方向x的横向方向y上彼此间隔开。
39.两个第一连续幅材10中的每一个都具有中心部分12以及相对于中心部分 12彼此相对的第一边缘部分14和第二边缘部分16。
40.当它们在纵向方向x上连续前进时,两个第一连续幅材10可位于轮的外表 面上或传送带的上表面上。
41.如图2所示,在第二步骤中,两个连续弹性带18在相同的纵向方向x上进 给,并且重叠至两个第一连续幅材10的相应中心部分12上。两个弹性带18可 以从单个连续弹性带获得,其从卷轴上展开并且纵向切割以形成在纵向方向x 上前进的两个分开的弹性带。
42.当两个弹性带18施加到两个连续幅材10的相应中心部分12时,它们在横 向方向y上弹性拉伸。两个连续弹性带18可具有相对于相应的静止尺寸在横向 方向y上延伸至少100%,优选300%的能力,并且在不存在横向力的情况下返 回到相应的静止尺寸。在可能的实施例中,两个连续弹性带18的横向弹性拉伸 的程度可在200%的等级。这意味着两个连续弹性带18基本上以等于连续弹性 带18静止时,即没有横向力时宽度的三倍的宽度施加在相应第一连续幅材10 上。
43.如ep-a-3213728中所公开的,两个连续弹性带18的横向伸展可通过扩展 装置获得,对于每个连续弹性带18,该扩展装置包括具有相对于彼此倾斜的相 应的轴线的两个轮。
44.如ep-a-3213728中所公开的,横向拉伸的连续弹性带18一旦施加到两个 第一连续幅材10的相应中心部分12上,就可通过真空吸力保持在拉伸状态中。
45.在可能的实施例中,连续弹性带18可在横向方向y上具有不同的宽度和/ 或可在所述横向方向y上被拉伸以达到不同的宽度。
46.参考图3,该方法包括提供连续支撑幅材20,其由无纺材料制成并且具有 一体形成在形成支撑幅材20的无纺材料中的微型钩结构22。微型钩结构22可 以形成在支撑幅材
20的平坦表面24的中心部分中,居中地位于两个连续的纵 向边缘部分26之间。
47.具有一体形成的微型钩结构22的连续支撑幅材20可以如wo2010/085492 a1中详细公开的和图4中示意性示出的那样形成。参考图4,光滑无纺幅材27 穿过微型钩成形单元28。微型钩成形单元28可包括具有多个空腔的模制辊29 和将无纺幅材27压靠模制辊29的表面的超声变幅杆31。
48.由超声变幅杆31产生的振动能量使无纺幅材27的无纺材料局部液态化或 流态化,该无纺幅材以流体或液体状态渗透到模制辊29的空腔中。渗透入模制 辊29的空腔中的无纺幅材27的材料在冷却后形成与无纺材料成一体的微型钩 结构22。在微型钩成形单元28的出口处形成连续支撑幅材20,其具有一体微 型钩结构22。
49.参考图5,在可能的实施例中,在将无纺幅材27穿过微型钩成形单元28之 前,可在无纺幅材27的中心部分上施加附加幅材33。附加幅材33可以是热塑 性薄膜或无纺幅材,其材料与无纺幅材27的材料不同或相同。在穿过微型钩成 形单元28之后,附加幅材33、微型钩结构22和无纺幅材27形成一体结构。
50.在可能的实施例中,微型钩成形单元28可以是热机械成形单元,其中无纺 幅材27的材料通过加热和压缩被局部液态化或流态化。
51.在可能的实施例中,微型钩结构22可以具有交替的区域,其中微型钩在相 反的方向上定向。
52.参考图6,具有一体形成的微型钩结构22的连续支撑幅材20沿纵向方向x 进给,并且支撑幅材20的两个连续纵向边缘部分26重叠到两个第一连续幅材 10的相应第一边缘部分14上。连续支撑幅材20的两个连续纵向边缘部分26可 通过将拉伸的弹性带18保持在第一幅材10上的相同真空吸力保持在两个第一 连续幅材10的相应边缘部分14上。
53.如图7所示,在进一步的步骤中,两个第二连续幅材30沿纵向方向y进给, 并重叠到相应的第一连续幅材10。
54.在可能的实施例中,两个第二连续幅材30可从单个连续幅材获得,其从卷 轴上展开并且纵向切割以形成在纵向方向x上前进的两个分开的幅材。
55.两个第二连续幅材30在横向方向y上彼此间隔开,并且具有相应的中心部 分32和在中心部分32的相对侧的相应的第一边缘部分34和第二边缘部分36。 两个第二连续幅材30可具有与第一连续幅材10相同的宽度。两个第二连续幅 材30施加在相应的第一连续幅材10上,使得两个连续弹性带18夹在第一幅材10和第二幅材30的相应中心部分12、32之间。此外,支撑幅材20的两个连续 纵向边缘部分26夹在两个第一连续幅材10和第二连续幅材30的相应第一边缘 部分14、34之间。
56.然后,如图8所示,两个第一幅材10和第二幅材30、两个弹性带18和支 撑幅材20的边缘部分26通过焊点40的图案彼此固定。如ep-a-3213728中所 公开的,焊点40可通过超声波焊接来形成。焊点40的图案可沿着将第一幅材 和第二幅材的第一边缘部分14、34连接到支撑幅材20的边缘部分26的纵向部 分具有加强区域,以便在该区域提供增加的联结强度。
57.在将弹性带18联结至第一幅材10和第二幅材30的点焊过程中,在横向方 向y上拉伸弹性带18。如ep-a-3213728中所公开的,焊点40可在弹性带18 中形成通孔,以便为复合层压件提供透气性特征。
58.参考图9,该方法进一步包括切割步骤,其中支撑幅材20沿连续波状切割 线42被
切割。连续波状切割线42可由具有成形切割刀片的切割辊制成。
59.如图10所示,在可能的实施例中,支撑幅材20可沿两条连续波状切割线 42、44切割,这两条连续波状切割线限定了包含在两条切割线42、44之间的连 续波状条带46。该连续波状条带46作为废物处理。
60.在沿切割线42或切割线42、44切割支撑幅材20之后,形成两个分开的横 向可伸展的连续弹性层压件50,每个层压件具有图11和12所示的形式。
61.参考图11和图12,通过前面公开的方法获得的横向可伸展的连续层压件 50包括沿纵向方向x延伸的第一连续幅材10和第二连续幅材30,以及可沿横 向方向y弹性伸展的连续弹性带18,该连续弹性带夹在第一连续幅材10和第 二连续幅材30的中心部分12、32之间并通过焊点40的图案联结到其上。
62.当保持弹性带18在横向方向y上拉伸的真空吸力被释放时,弹性带18在 横向方向y上收缩。弹性带18的横向收缩在第一连续幅材10和第二连续幅材 30的中心部分12、34上形成纵向褶皱52、54。第一连续幅材10和第二连续幅 材30的横向延伸超过弹性带18的边缘部分14、34和16、36保持无褶皱。
63.横向可伸展的连续弹性层压件50包括由无纺材料制成的支撑幅材20,其具 有连续纵向边缘部分26,该纵向边缘部分通过所述焊点40的图案联结至第一幅 材10和第二幅材30的第一无褶皱边缘部分14、34。
64.支撑幅材20的连续纵向边缘部分26可夹在第一幅材10和第二幅材30的 第一边缘部分14、34之间。在可能的实施例中,支撑幅材20的连续纵向边缘 部分26可固定在第一幅材10和第二幅材30的无褶皱边缘部分14、34之一的 外表面上。
65.可在联结第一幅材10和第二幅材30的第一无褶皱边缘部分14、34和支撑 幅材20的连续边缘部分26的区域加强焊点40的图案。
66.支撑幅材20包括凸片行列58,其从连续纵向边缘部分26延伸。凸片58通 过连续边缘部分26彼此连接并且在纵向方向x上彼此间隔开。凸片58由无纺 材料制成并且具有与形成凸片58的无纺材料一体形成的相应的微型钩结构22。
67.参考图13和图14,支撑幅材20的凸片58可沿平行于纵向轴线x的折叠 线折叠至第二幅材30上,使得微型钩结构22可释放地紧固到第二幅材30的相 应部分。可在释放保持弹性带18在横向方向y上拉伸的真空吸力之前或之后进 行凸片58的折叠。当凸片58如图10和图11所示折叠时,当横向可伸展的连 续弹性层压件50卷绕在卷轴中时或在吸收性卫生产品的生产过程中时,可更容 易地处理横向可伸展的连续弹性层压件50,而不存在微型钩结构22与无纺幅材 接合的风险。
68.横向可伸展的连续弹性层压件50用于在用于制造吸收性卫生制品的机器中 生产弹性侧围。横向可伸展的连续弹性层压件50可相对于生产机器完整连续作 业地(in-line)形成。在可能的实施例中,横向可伸展的连续弹性层压件50可 被卷绕在卷轴中,该卷轴可在被输送到生产机器前储存。
69.在用于制造吸收性卫生产品的机器中,横向可伸展的连续弹性层压件50沿 通常横向于纵向轴线x的线切割,以形成单独的弹性侧围。形成单独的弹性侧 围的切割线可具有不同的形状,以便形成具有所需形状的弹性侧围。如图13和 图14所示,当横向可伸展连续弹性层压件50的凸片58折叠时,通常进行产生 单独弹性侧围的切割。
70.从横向可伸展的连续弹性层压件50获得的单独弹性侧围如图15所示,并 且用附图标记60表示。为了更好地理解,弹性侧围60示出为处于伸展位置。 图12是沿图11的横向可伸展连续弹性层压件50的线xii-xii截取的剖视图, 其与沿图15的单独弹性侧围60的线xii-xii截取的剖视图相同。
71.参考图15和图12,弹性侧围60包括第一幅材10和第二幅材30,其具有 相应的具有平行于第一方向x的相应褶皱52、54的褶皱中心部分12、34以及 在所述褶皱中心部分12、32的相对侧的相应的第一无褶皱边缘部分14、34和 第二无褶皱边缘部分16、36。弹性带18夹在第一幅材10和第二幅材30的褶皱 中心部分12、32之间。弹性带18在横向于第一方向x的第二方向y上可弹性 拉伸。弹性带18通过焊点40的图案联结至第一幅材10和第二幅材30。
72.弹性侧围60包括无纺材料的支撑幅材20,该支撑幅材包括通过所述焊点 40的图案联结至第一无褶皱边缘部分14、34的边缘部分26。可在将第一幅材 10和第二幅材30的第一无褶皱部分14、34连接到支撑幅材20的边缘部分26 的区域加强焊点40的图案。支撑幅材30在第一方向x上的边缘部分26与第一 幅材10和第二幅材30的无褶皱边缘部分14、34具有相同的长度。支撑幅材20 包括从边缘部分26延伸的无纺材料的凸片58。凸片58具有与形成凸片58的无 纺材料一体形成的一体微型钩结构22。
73.参考图16,弹性侧围60可具有弯曲侧翼62,其可通过沿基本上v形的弯 曲切割线切割横向可伸展连续弹性层压件50而形成。包含在两条基本上v形的 弯曲切割线中的每一条之间的横向可伸展连续弹性层压件50的部分作为废料处 理。
74.图17-20示出了用于生产横向可伸展连续弹性层压件的方法的第二实施例。 与先前公开的元件相对应的元件由相同的附图标记表示。
75.参考图17,第一连续幅材10沿纵向方向x进给。第一连续幅材10可由无 纺材料制成。
76.如图18所示,在第二步骤中,彼此平行且在横向方向y上间隔开的两个连 续弹性带18沿纵向方向x进给,并与第一连续幅材10的相应部分重叠。两个 弹性带18可以从单个连续弹性带获得,其从卷轴展开并且纵向切割,以形成在 纵向方向x上前进的两个分开的弹性带。
77.当两个连续弹性带18施加到连续幅材10上时,这两个连续弹性带在横向 方向y上弹性拉伸。如上文公开的,在第一连续幅材10上执行两个弹性带18 的横向拉伸和保持。
78.参考图19,无纺材料的第二连续幅材30沿纵向方向y进给,并与第一连 续幅材10重叠。
79.第二连续幅材30具有一体形成在形成第二连续幅材30的无纺材料中的微 型钩结构22。微型钩结构22形成在位于两个连续弹性带18之间的第二连续幅 材30的平坦表面24的中心部分。微型钩结构22可如先前公开的那样形成。
80.两个连续弹性带18夹在第一幅材10和第二幅材30的相应部分之间。
81.第一幅材10和第二幅材30、两个弹性带18通过焊点40的图案彼此固定。 焊点40也可延伸通过微型钩结构22。在将弹性带18联结到第一幅材10和第二 幅材30的点焊过程中,弹性带18在横向方向y上被拉伸。
82.参考图20,该方法进一步包括切割步骤,其中沿连续波状切割线42切割第 一幅材10和第二幅材30。切割线42切割穿过微型钩结构22,但不切割两条弹 性带18。
83.在沿切割线42切割第一幅材10和第二幅材30之后,形成两个分开的横向 可伸展连续弹性层压件50,每个层压件具有图21和图22所示的形式。
84.参考图21和图22,横向可伸展的连续弹性层压件50包括沿纵向方向x延 伸的第一连续幅材10和第二连续幅材30以及沿横向方向y可弹性伸展的连续 弹性带18,该连续弹性带夹在第一连续幅材10和第二连续幅材30的褶皱中心 部分12、32之间并通过焊点40的图案联结到其上。
85.横向可伸展的连续弹性层压件50包括凸片行列58,其与第一连续幅材10 和第二连续幅材30一体形成。凸片58从褶皱中心部分12、32沿横向方向延伸 并且在纵向方向x上彼此间隔开。
86.凸片58具有相应的微型钩结构22,该微型钩结构与形成第二幅材30的无 纺材料一体形成。
87.凸片58可沿平行于纵向轴线x的折叠线折叠在第二幅材30上,使得微型 钩结构22可释放地紧固到第二幅材30的相应部分。
88.如上文公开的,可横向切割横向可伸展连续弹性层压件50以形成单独的弹 性侧围。每个弹性侧围具有与第一无纺幅材10和/或第二无纺幅材30一体形成 的相应凸片58,并且具有与两个无纺幅材之一的无纺材料一体形成的微型钩结 构22。每个凸片58可由两个幅材10、30重叠并通过焊点40的图案彼此联结而 形成。可在凸片58上加强焊点40的图案。这种结构使得凸片58尤其坚固。在 可能的实施例中,每个凸片58可由无纺材料的单个幅材10或30形成。
89.图23-31示出了用于生产横向可伸展连续弹性层压件的方法的第三实施例。 与先前公开的元件相对应的元件由相同的附图标记表示。
90.参考图23,第一连续幅材10沿纵向方向x进给。第一连续幅材10可由无 纺材料制成。第一连续幅材10具有中心部分12以及相对于中心部分12彼此相 对的第一边缘部分14和第二边缘部分16。
91.参考图24,连续弹性带18沿相同的纵向方向x进给,并重叠到第一连续 幅材10的中心部分12。当弹性带18施加到第一连续幅材10的中心部分12时, 该弹性带在横向于纵向方向x的方向y上被弹性拉伸。
92.参考图25,该方法包括提供无纺材料的连续支撑幅材20,其具有一体形成 的微型钩结构22。微型钩结构22可形成在支撑幅材20的平坦表面24的中心部 分。微型钩结构22可如上文参考图4和图5所公开的那样形成。
93.参考图26,该方法进一步包括切割步骤,其中连续支撑幅材20沿两条连续 波状切割线42、44切割,这两条切割线穿过微型钩结构22。两条连续波状切割 线42、44限定了连续波状条带46,如图26中的阴影线所示,该连续波状条带 包含在两条切割线42、44之间,其被作为废物处理。在可能的实施例中,连续 支撑幅材20可仅沿一条连续波状切割线切割。
94.参考图27,在沿两条连续波状切割线42、44切割支撑幅材20后,形成两 个分开的连续凸片链66,其在纵向方向x上彼此偏离。这两个连续凸片链66 包括相应的连续纵向边缘部分26以及在横向方向y上从相应连续纵向边缘部分 26突出的相应凸片58。每个凸片58具有一体形成在相应平坦表面24上的相应 微型钩结构22。在每个连续凸片链66中,相应凸片58在纵向方向x上彼此间 隔开。
95.在沿两条连续波状切割线42、44切割支撑幅材20后,两个分开的连续凸 片链66具有相对于纵向中心线面向内的相应凸片58。在切割后,两个分开的连 续凸片链66在其沿纵向方向前进时彼此交叉,以便将两个分开的连续凸片链66 带到相应凸片58相对于纵向中心线面向外的位置。
96.然后,如图28所示,两个连续凸片链66的两个连续纵向边缘部分26分别 重叠到第一连续幅材10的第一边缘部分14和第二边缘部分16上。
97.在图29所示的进一步的步骤中,第二连续幅材30沿纵向方向x进给并与 第一连续幅材10重叠。
98.第二连续幅材30可具有与第一连续幅材10相同的宽度并且可由相同材料 (例如无纺材料)制成。第二连续幅材30具有中心部分32以及相对于中心部 分12彼此相对的第一边缘部分34和第二边缘部分36。
99.第二连续幅材30施加在第一连续幅材10上,使得连续弹性带18夹在第一 幅材10和第二幅材30的相应中心部分12、32之间。两个连续凸片链66的连 续纵向边缘部分26可夹在第一连续幅材10和第二连续幅材30的相应第一边缘 部分14、34之间,或者可施加在第一边缘部分14或第二边缘部分34的外表面 上。
100.随后,第一幅材10和第二幅材30、弹性带18和两个连续凸片链66的两个 连续纵向边缘部分26通过焊点40的图案彼此联结。
101.在点焊步骤之后,获得成品的横向可伸展连续弹性层压件50。
102.两个连续凸片链66的凸片58可沿平行于纵向轴线x的相应折叠线折叠至 第二幅材30,使得微型钩结构22可释放地紧固到第二幅材30的相应部分。
103.参考图30和图31,当保持弹性带18在横向方向y上拉伸的真空吸力释放 时,弹性带18在横向方向y上收缩。弹性带18的横向收缩在第一连续幅材10 和第二连续幅材30的中心部分12、32上形成纵向褶皱52、54。第一连续幅材 10和第二连续幅材30的横向延伸超过弹性带18的边缘部分14、34和16、36 保持无褶皱。
104.参考图30和图31,通过上文公开的方法获得的横向可伸展的连续弹性层压 件50包括第一连续幅材10和第二连续幅材30,其彼此重叠并沿纵向方向x延 伸。第一连续幅材10和第二连续幅材30具有相应的具有纵向褶皱52、54的褶 皱中心部分12、32以及相应的第一无褶皱边缘部分14、34和第二无褶皱边缘 部分16、36。
105.在横向方向y上可弹性伸展的连续弹性带18夹在第一连续幅材10和第二 连续幅材30的褶皱中心部分12、32之间并通过焊点40的图案联结到其上。
106.横向可伸展的连续弹性层压件50包括无纺材料的第一和第二凸片链66,其 具有相应的连续纵向边缘部分26和相应的凸片行列58,其具有与凸片58的无 纺材料一体形成的相应微型钩结构22。
107.在每个凸片链66中,相应凸片58在纵向方向x上彼此间隔开。两个凸片 链66的凸片58相对于彼此偏离。
108.第一和第二凸片链66的连续纵向边缘部分26通过所述焊点40的图案联结 到第一连续幅材10和第二连续幅材30的相应第一无褶皱边缘部分14、34和第 二无褶皱边缘部分16、36。可在联结第一和第二凸片链66的连续纵向边缘部分 26与第一连续幅材10和第二连续幅材30的相应第一无褶皱边缘部分14、34和 第二无褶皱边缘部分16、36的区域中加强焊
点40的图案。
109.在可能的实施例中,第一和第二凸片链66的微型钩结构22可具有彼此沿 相反方向定向的相应钩。
110.横向可伸展的连续弹性层压件50可沿切割线70(图30)切割以形成单独 的弹性侧围60,如上文所公开的。
111.吸收性卫生制品可具有吸收性中心主体和两个或四个弹性侧围60,如上文 所述,其固定到所述中心主体的两个相对的纵向边缘上。
112.与ep-a-3213728中公开的现有技术相比,根据本发明的弹性侧围60具有 更高的阻力并且由于凸片58沿幅材10、30的整个长度连接至幅材10、30而较 少暴露于破裂的风险。
113.在使用中,凸片58具有柔软的触感,因为微型钩结构22由无纺材料形成, 该无纺材料比形成现有技术的微型钩垫的相对刚性热塑性材料更柔软。
114.用于制造横向可伸展的连续弹性层压件50的方法不需要在弹性层压件的边 缘上应用分立的凸片。具有相应微型钩结构22的凸片通过应用和切割连续幅材 而形成。这涉及到相当大的优势,因为无需复杂且昂贵的用于以恒定间距施加 分立元件的重复装置。
115.当然,在不损害本发明的原理的情况下,构造和实施例的细节可相对于在 此说明的那些显著进行甚至改变,而不脱离由所附权利要求限定的本发明的范 围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1