一种人字形钽网及其制备方法和应用与流程
1.本发明属于生物医用金属材料技术领域,具体涉及一种人字形钽网及其制备方法和应用。
背景技术:
2.钛网是骨修复手术中常用的一种金属材料,广泛应用于颅颌面骨缺损修补、四肢骨缺损重建、大块胸壁缺损修复、种植牙骨增量手术、掌指骨骨折及颌面部骨折内固定等,具有较好的强度重量比和耐腐蚀性。但作为植入物,钛网在生物相容性方面并没有理想中的出色,如切口愈合不佳可能导致钛板外露、积水、血肿,其中术后感染发生率较高,严重后果可能导致第二次手术或钛板移除。
技术实现要素:
3.有鉴于此,本发明提供了一种人字形钽网及其制备方法和应用。本发明提供的人字形钽网生物相容性好且力学性能优异。
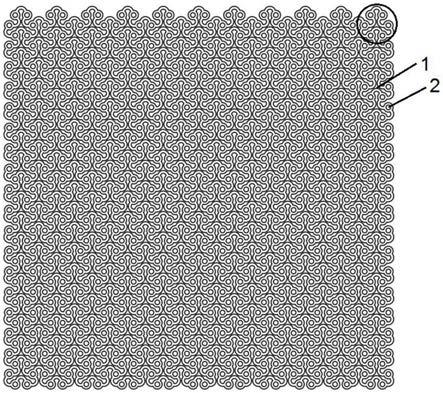
4.为了解决上述技术问题,本发明提供了一种人字形钽网,包括:阵列排布的重复单元,每个所述重复单元包括6个圆形固定部(2),以6个所述圆形固定部(2)的圆心为顶点形成一个正六边形;相邻2个圆形固定部(2)由1个弧形连接部连接,相邻2个弧形连接部分别位于所述正六边形的内部和外部,且分别向内和向外凸出,6个所述圆形固定部(2)和6个所述弧形连接部共同围成的人字形区域为人字形引流部(1);
5.所述钽网的材质为金属钽和/或钽合金。
6.优选的,所述人字形引流部(1)为人字形引流槽,所述人字形引流槽全部或部分镂空。
7.优选的,所述圆形固定部(2)为圆形通孔。
8.优选的,所述圆形固定部(2)为螺钉孔。
9.优选的,所述圆形固定部(2)的内直径为0.3~1mm,所述圆形固定部(2)的外直径为0.5~3mm。
10.本发明提供了上述技术方案所述人字形钽网的制备方法,包括以下步骤:
11.采用三维建模软件创建人字形钽网的三维模型;
12.按照所述人字形钽网的三维模型,在保护气体气氛中,采用粉末床3d打印将粉体原料打印成型,得到人字形钽网粗品,所述粉体原料为金属钽和/或钽合金;
13.在真空环境中,将所述人字形钽网粗品进行退火处理,得到所述人字形钽网。
14.优选的,所述粉末床3d打印包括选择性激光熔化或电子束熔化;
15.所述选择性激光熔化的工作参数包括:激光功率为150~350w,扫描速度为100~500mm/s,扫描线间距为0.05~0.15mm,基板温度为100~200℃,切片层厚为0.02~0.05mm;
16.所述电子束熔化的工作参数包括:预热温度为750~1500℃,扫描电流为2~20ma,扫描速度为1
×
104~1
×
106mm/s,切片层厚为0.02~0.1mm。
17.优选的,所述粉体原料的粒径为10~53μm。
18.优选的,所述退火处理的温度为900~1000℃,所述退火处理的保温时间为1~3h。
19.本发明提供了上述技术方案所述的人字形钽网或上述技术方案所述的制备方法制备得到的人字形钽网在制备骨科修复材料中的应用。
20.本发明提供一种人字形钽网,包括:阵列排布的重复单元,每个所述重复单元包括6个圆形固定部2,以6个所述圆形固定部2的圆心为顶点形成一个正六边形;相连2个圆形固定部2由1个弧形连接部连接,相邻2个弧形连接部分别位于所述正六边形的内部和外部,且分别向内和向外凸出,6个所述圆形固定部2和6个所述弧形连接部共同围成的人字形区域为人字形引流部1;所述钽网的材质为金属钽和/或钽合金。本发明提供的人字形钽网的材质为金属钽和/或钽合金,金属钽和/或钽合金相较与金属钛或钛合金,具有更为优异的耐蚀性能,常温下,金属钽和/或钽合金与盐酸、浓硝酸甚至“王水”都不发生化学反应,一般的无机盐对金属钽和/或钽合金均没有腐蚀作用;而且金属钽和/或钽合金的生物相容性更佳,生物组织易在金属钽和/或钽合金表面上生长;同时,本发明提供的人字形钽网包括交错排列的多个人字形引流部,有利于临床引流,因此,本发明提供的人字形钽网为一种生物相容性好且力学性能优异的骨科修复材料,在骨科修复中具有广泛的应用。
21.本发明提供了上述技术方案所述的人字形钽网的制备方法,包括以下步骤:采用三维建模软件创建人字形钽网的三维模型;按照人字形钽网的三维模型,在保护气体气氛中,采用粉末床3d打印将粉体原料打印成型,得到人字形钽网粗品,所述粉体原料为金属钽和/或钽合金;在真空环境中,将所述人字形钽网粗品进行退火处理处理,得到所述人字形钽网。本发明提供的制备方法采用粉末床3d打印一步成型得到人字形钽网粗品后透过退火处理消除粗品材料中的内应力,制备方法简单异性,适宜工业推广。
附图说明
22.图1为本发明实施例制备的平面矩形的人字形钽网示意图;
23.图2为图1中圆圈部分的细节方法图;
24.图3为本发明实施例制备的三维桥型人字形钽网模型示意图;
25.图4为本发明实施例制备的三维管型人字形钽网模型示意图;
26.图5为本发明实施例1制备的人字形钽网实物图;
27.图6为本发明实施例2制备的人字形钽网实物图。
具体实施方式
28.本发明提供一种人字形钽网,包括:
29.阵列排布的重复单元,每个所述重复单元包括6个圆形固定部2,以6个所述圆形固定部2的圆心为顶点形成一个正六边形;相连2个圆形固定部2由1个弧形连接部连接,相邻2个弧形连接部分别位于所述正六边形的内部和外部,且分别向内和向外凸出,6个所述圆形固定部2和6个所述弧形连接部共同围成的人字形区域为人字形引流部1;
30.所述钽网的材质为金属钽和/或钽合金。
31.本发明提供的人字形钽网如图1所示。
32.在本发明中,所述所述钽网主体的材质为金属钽和/或钽合金。
33.在本发明中,所述金属钽优选为医用纯钽金属。
34.在本发明中,所述钽合金优选包括钽钛合金、钽铌合金、钽铌锆合金或钛钽铌锆合金中的任意一种。
35.在本发明中,所述人字形钽网的厚度优选为0.1~3mm,更优选为0.15~2.5mm,更优选为0.5~2mm。
36.在本发明中,所述人字形钽网的形状优选为二维平面(如图1所示)、三维桥型(如图2所示)或三维管型(如图3所示)。
37.在本发明中,所述人字形钽网的具体形状优选根据骨修复时的具体情况确定。
38.作为本发明的一个具体实施例,所述人字形引流部1为人字形引流槽,所述人字形引流槽全部或部分镂空。
39.作为本发明的一个具体实施例,所述圆形固定部2为圆形通孔。
40.作为本发明的一个具体实施例,所述圆形固定部2为螺钉孔。
41.作为本发明的一个具体实施例,所述圆形固定部2的内直径为0.3~1mm,所述圆形固定部2的外直径为0.5~3mm。
42.作为本发明的一个具体实施例,所述弧形连接部的圆心角为120
°
。
43.作为本发明的一个具体实施例,所述弧形连接部的壁厚与所述圆形固定部2的壁厚相同。
44.作为本发明的一个具体实施例,所述人字形钽网的厚度为0.1~3mm。
45.本发明优选根据骨修复时的修复面积的大小,按照所述重复单元递增得到所述人字形钽网的尺寸。
46.作为本发明的一个具体实施例,所述阵列排布的重复单元相邻两个重复单元公用正六边形的一条边。
47.本发明提供了上述技术方案所述人字形钽网的制备方法,包括以下步骤:
48.采用三维建模软件创建人字形钽网的三维模型;
49.按照人字形钽网的三维模型,在保护气体气氛中,采用粉末床3d打印将粉体原料打印成型,得到人字形钽网粗品,所述粉体原料为金属钽和/或钽合金;
50.在真空环境中,将所述人字形钽网粗品进行退火处理处理,得到所述人字形钽网。
51.在本发明中,如无特殊说明,所用原料均为本领域技术人员熟知的市售产品。
52.本发明采用三维建模软件创建人字形钽网的三维模型。
53.本发明对所述三维建模软件没有特殊要求。
54.得到人字形钽网的三维模型后,本发明按照所述人字形钽网的三维模型,在保护气体气氛中,采用粉末床3d打印将粉体原料打印成型,得到人字形钽网粗品,所述粉体原料为金属钽和/或钽合金。
55.在本发明中,所述粉末床3d打印优选在粉末床增材制造设备中进行,本发明优选将所述人字形钽网的三维模型倒入所述粉末床增材制造设备的工作系统中。
56.在本发明中,所述保护气体气氛优选为惰性气体气氛,更优选为氩气气氛。
57.在本发明中,所述粉末床3d打印优选包括选择性激光熔化或电子束熔化。
58.在本发明中,所述选择性激光熔化的工作参数优选包括:激光功率优选为150~350w,更优选为200~250w;扫描速度优选为100~500mm/s,更优选为150~300mm/s;扫描线
间距优选为0.05~0.15mm,更优选0.08~0.12mm;基板温度优选为100~200℃,更优选100~150℃;切片层厚为0.02~0.05mm,更优选0.02~0.03mm。
59.在本发明中,所述电子束熔化的工作参数优选包括:预热温度优选为750~1500℃,更优选800~1200℃;扫描电流优选为2~20ma,更优选5~10ma;扫描速度优选为1
×
104~1
×
106mm/s,更5
×
104~1
×
105mm/s;切片层厚优选为0.02~0.1mm,更优选为0.02~0.05mm。
60.在本发明中,所述粉体原料的粒径优选为10~53μm,更优选为15~50μm。
61.在本发明中,所述粉体原料为金属钽粉体和/或钽合金粉体。
62.得到人字形钽网粗品后,在真空环境中,本发明将所述人字形钽网粗品进行退火处理处理,得到所述人字形钽网。
63.在本发明中,进行所述后处理之前,本发明优选还包括将所述人字形钽网粗品进行喷砂。
64.在本发明中,所述喷砂的材料优选为陶瓷砂和/或玻璃砂。
65.在本发明中,所述喷砂的材料的粒径优选为150μm。
66.在本发明中,所述退火处理的温度优选为900~1000℃,更优选为925~980℃。
67.在本发明中,所述退火处理的保温时间优选为1~3h,更优选为1.5~2.5h。
68.本发明对所述真空环境的真空度没有特殊要求。
69.本发明提供的人字形钽网具有优异的生物相容性和力学性能。
70.本发明提供了上述技术方案所述的人字形钽网或上述技术方案所述的制备方法制备得到的人字形钽网在制备骨科修复材料中的应用。
71.在本发明中,所述应用优选为:将上述技术方案所述的人字形钽网应用于制备颅颌面骨缺损修补材料、四肢骨缺损重建材料、大块胸壁缺损修复材料、种植牙骨增量手术材料、脊柱融合修复材料、掌指骨骨折材料或颌面部骨折内固定材料。
72.为了进一步说明本发明,下面结合实施例对本发明提供的技术方案进行详细地描述,但不能将它们理解为对本发明保护范围的限定。
73.实施例1
74.用三维建模软件创建人字型钽网的三维模型,所述人字形钽网为如图1所示的平面矩形结构,规格为80mm
×
80mm,厚度为0.6mm;
75.将人字形钽网的三维模型导入粉末床增材制造设备的工作系统中,在氩气气氛中,以粒径为15~53μm的医用纯钽粉末为原料,采用选择性激光熔化制备人字形钽网粗品,选择性激光熔化的工作参数为:激光功率200w,扫描速度180mm/s,扫描线间距0.12mm,基板温度150℃,切片层厚0.03mm。
76.将人字形钽网粗品与成型基板分离,使用100目的玻璃砂对人字形钽网粗品进行喷砂处理,清除表面附着残余粉末和微小毛刺。
77.然后对喷砂处理后的人字形钽网粗品进行真空退火处理,退火处理的温度为950℃,退火处理的保温时间为2h,消除制造过程产生的内应力。
78.本实施例为标准规格平面钽网,实物图如图5所示,可应用于制备颅骨缺损修复材料和骨折内固定材料,需要骨科医师根据特定的病患情况进行手工裁剪和塑形。
79.实施例2
80.用三维建模软件创建人字型钽网的三维模型,所述人字形钽网为如图3所示的三维桥型结构,厚度为1mm;
81.将人字形钽网的三维模型导入粉末床增材制造设备的工作系统中,在氩气气氛中,以粒径为15~53μm的钽合金为原料,采用电子束熔化制备人字形钽网粗品,电子束熔化的工作参数为:预热温度800℃,扫描电流10ma,扫描速度5.0
×
104mm/s,切片层厚为0.03mm。
82.将人字形钽网粗品与成型基板分离,使用100目的玻璃砂对人字形钽网粗品进行喷砂处理,清除表面附着残余粉末和微小毛刺。
83.然后对喷砂处理后的人字形钽网粗品进行真空退火处理,退火处理的温度为950℃,退火处理的保温时间为2h,消除制造过程产生的内应力。
84.本实施例制备的三维桥型人字形钽网可应用于制备种植牙骨增量手术材料,结合同种异体骨移植材料或人工骨材料,起到包裹固定作用。
85.实施例3
86.用三维建模软件创建人字型钽网的三维模型,所述人字形钽网为如图4所示的三维管型结构,厚度为2mm;
87.将人字形钽网的三维模型导入粉末床增材制造设备的工作系统中,在氩气气氛中,以粒径为15~53μm的医用纯钽粉末为原料,采用选择性激光熔化制备人字形钽网粗品,选择性激光熔化的工作参数为:激光功率250w,扫描速度200mm/s,扫描线间距0.1mm,基板温度100℃,切片层厚0.03mm。
88.将人字形钽网粗品与成型基板分离,使用100目的玻璃砂对人字形钽网粗品进行喷砂处理,清除表面附着残余粉末和微小毛刺。
89.然后对喷砂处理后的人字形钽网粗品进行真空退火处理,退火处理的温度为950℃,退火处理的保温时间为2h,消除制造过程产生的内应力。
90.本实施例为标准规格平面钽网,实物图如图6所示,可应用于制备脊柱融合修复手术材料,在钽笼内填充同种异体骨移植材料,起到固定连接融合的作用。
91.尽管上述实施例对本发明做出了详尽的描述,但它仅仅是本发明一部分实施例,而不是全部实施例,人们还可以根据本实施例在不经创造性前提下获得其他实施例,这些实施例都属于本发明保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1