导丝的制作方法
导丝
1.本技术是申请日为2019年1月16日、发明名称为“医疗用导丝”的第201980012025.4号专利申请的分案申请。
技术领域
2.本发明涉及医疗用导丝。
背景技术:
3.以外,已知有在医疗现场使用的各种医疗用导丝。例如,如专利文献1所记载的那样,作为在内窥镜下使用的医疗用导丝,已知有一种如下的导丝:其覆盖有具有用多个颜色区分的螺旋图案的氟树脂管,以便能够边确保与导管内的滑动性,边通过内窥镜的纤维镜来掌握导丝的移动。
4.专利文献1:日本专利公开公报特开2007-97662号
5.上述的覆盖有用多个颜色区分的氟树脂管的导丝在内窥镜下的可见性非常优异,另一方面,由于氟树脂管与导丝的金属线材未化学性粘接,所以如果用作在近年急速普及的超声波内窥镜下穿刺术的穿刺针中穿通的导丝,则存在由于与中空的穿刺针的前端部接触而导致氟树脂管的一部分剥离并脱落的问题,存在难以用作在穿通穿刺针中时使用的导丝这样的问题。
6.另外,还已知有一种如下的导丝:其通过涂布法在作为导丝的芯材的金属线材上涂布树脂基底层、氟树脂层而形成。这样的导丝也并未考虑与穿刺针这样的具有锐角的前端的金属构件的滑动,存在涂布在树脂基底层上的氟树脂层由于与中空的穿刺针的前端部接触而剥离并脱落的可能性,存在着难以用作在穿通穿刺针中时使用的导丝这样的实际情况。
7.由于这样的问题,作为用作在超声波内窥镜下穿刺术的穿刺针中穿通的导丝,使用没有利用氟树脂管覆盖、没有涂布层的金属丝,但是金属丝缺乏滑动性,存在着难以插通中空的穿刺针内这样的问题。
技术实现要素:
8.本发明是用于解决所述问题而完成的,本发明的目的在于提供一种确保涂布层的粘附性且发挥优异的滑动性的医疗用导丝。
9.本发明的上述目的由下述的医疗用导丝来实现,该医疗用导丝包括:长条状的丝主体,具有柔性;至少一层的中间层,覆盖所述丝主体的表面;以及最外层,覆盖所述中间层的表面,所述中间层通过包含颜料而着色,所述颜料的浓度相对于所述中间层整体为50wt%以上且90wt%以下。
10.在该医疗用导丝中,优选的是,所述颜料的浓度相对于所述中间层整体为55wt%以上且85wt%以下。
11.另外,可以构成为,所述中间层包括:第一区域,包含第一颜料;以及第二区域,包
含第二颜料,所述第二颜料具有与所述第一颜料不同的颜色。
12.另外,优选的是,所述颜料的平均粒径为0.05μm以上且2μm以下的范围。另外,优选的是,所述中间层的厚度为1μm以上且30μm以下的范围。
13.另外,优选的是,所述中间层包含由聚酰亚胺系树脂构成的粘合剂树脂。另外,优选的是,所述最外层由氟系树脂材料形成。另外,优选的是,所述最外层融合在所述中间层的表面。
14.此外,本发明提供一种导丝,其包括:丝主体,具有长条状的外形;中间层,具有第一区域和第二区域,并覆盖所述丝主体;以及树脂层,是覆盖所述中间层的具有透光性的树脂层,并且在表面具有凹凸部,在沿着所述丝主体的长边方向的剖面中,所述凹凸部沿着所述长边方向交替形成有凹部和凸部,所述凹部和所述凸部由彼此相同的材料构成,所述第一区域和所述第二区域具有彼此不同的颜色,在所述中间层中,所述第一区域和所述第二区域沿着所述长边方向交替显现,在沿着所述长边方向的剖面中,所述第二区域的宽度比所述凸部的宽度宽。
15.按照本发明,可以提供一种确保涂布层的粘附性且发挥优异的滑动性的医疗用导丝。
附图说明
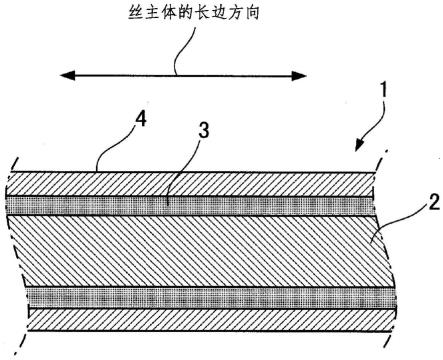
16.图1是本发明一个实施方式的医疗用导丝的主要部分放大概略构造剖面图。
17.图2的(a)是表示图1的医疗用导丝的变形例的主要部分放大俯视图,(b)是(a)的a-a剖面的主要部分放大剖面图。
18.图3的(a)是表示图1的医疗用导丝的另一变形例的主要部分放大俯视图,(b)是(a)的b-b剖面的主要部分放大剖面图。
19.图4的(a)、(b)都是表示图1的医疗用导丝的其他变形例的主要部分放大俯视图。
20.图5是表示图1的医疗用导丝的变形例的主要部分放大概略构造剖面图。
具体实施方式
21.以下,参照附图对本发明实施方式的医疗用导丝1进行说明。另外,为了便于容易理解构造,各图进行了局部放大、缩小。图1是本发明一个实施方式的医疗用导丝1的主要部分放大概略剖面图。本发明的医疗用导丝1例如是在超声波内窥镜下穿刺术的中空的穿刺针中穿通的导丝、插入导管使用的导丝,具备丝主体2、中间层3和最外层4。
22.丝主体2是具有柔性的长条状的线状构件。该丝主体2可以由用作医疗用导丝的芯材的以往存在的各种材料来构成,但是优选的是由金属材料形成。例如可以使用不锈钢(例如sus304、sus303、sus316、sus316l、sus316j1、sus316j1l、sus405、sus430、sus434、sus444、sus429、sus430f、sus302等sus的全品种)来构成。在丝主体2的材料使用了不锈钢的情况下,医疗用导丝1能够得到更优异的推入性和扭矩传递性。
23.另外,丝主体2的材料也可以使用显示出伪弹性的合金(包含超弹性合金)。尤其是在使用超弹性合金构成丝主体2的情况下,医疗用导丝1能够遍及整体得到足够的针对弯折的柔软性和复原性,能够提高针对复杂的弯曲、屈曲的追随性,能够得到更优异的操作性。此外,即使丝主体2反复弯曲、屈曲变形,丝主体2也由于复原性而不会产生死弯,因此能够
防止医疗用导丝1在使用中由于丝主体2产生死弯而造成操作性降低。
24.伪弹性合金包括拉伸产生的应力-形变曲线为任意形状的合金,也包括as、af、ms、mf等相变点能够显著测定的合金,还包括相变点不能显著测定的合金,并且因应力而大幅变形并通过除去应力而大致恢复为原来的形状的合金也都包括在伪弹性合金中。
25.超弹性合金的优选组分可以列举49~52原子%ni的ni-ti合金等ni-ti系合金、38.5~41.5重量%zn的cu-zn合金、1~10重量%x的cu-zn-x合金(x是be、si、sn、al、ga中的至少一种)、36~38原子%al的ni-al合金等。其中,特别优选的是上述的ni-ti系合金。
26.另外,丝主体2的材料也可以使用钴系合金。在由钴系合金构成丝主体2的情况下,医疗用导丝1尤其具有优异的扭矩传递性,极其不易发生压曲等问题。作为钴系合金,只要是包含co作为构成元素的合金,则可以使用任何的合金,但是优选的是包含co作为主成分的合金(co基合金:在构成合金的元素中,co的含有率按重量比计最多的合金),更优选的是co-ni-cr系合金。通过使用这样的组分的合金,从而前述的效果更加显著。另外,这样的组分的合金的弹性系数高,且即使为高弹性极限也能够冷成型,并且通过为高弹性极限,从而能够充分防止压曲的发生,并且能够小直径化,能够成为具备用于插入预定部位的足够的柔软性和刚性的导丝。
27.另外,丝主体2除了使用上述材料来构成以外,例如也可以由钢琴线构成。
28.另外,丝主体2的形态可以采用各种形态。例如,可以由一根钢材形成丝主体2,或者也可以通过将一根线状钢材对折后绞合来形成丝主体2。另外,可以将多根线状钢材绞合来形成丝主体2,也可以将线状钢材与线状树脂构件绞合来形成丝主体2。此外,可以采用中心部分与表面部分由不同的材料形成的丝主体2(二层结构的构件,例如在由金属构成的中心部分的外表面涂布热固化性树脂而构成表面部分的构件)等各种构造。该丝主体2的全长没有特别的限定,优选的是2000~5000mm程度。
29.另外,丝主体2可以构成为其外径大致恒定,或者也可以形成为其前端部分朝向前端方向而外径缩小的锥形。在构成为丝主体2的前端部分朝向前端方向而外径缩小的锥形的情况下,可以使丝主体2的刚性(弯曲刚性、扭转刚性)朝向前端方向逐渐减小,其结果,医疗用导丝1在前端部能够得到良好的狭窄部通过性和柔软性,能够提高追随性、安全性,并且也能够防止弯折等,因此是优选的。
30.另外,也可以通过利用熔接等将构成前端部分的第一丝主体2与构成中间部分和基端部分的第二丝主体2连接来构成丝主体2。在由第一丝主体2和第二丝主体2构成丝主体2的情况下,优选的是,将第一丝主体2的直径设定成小于第二丝主体2的直径。另外,优选的是,连接部分构成为锥形,以便平滑地连接第一丝主体2和第二丝主体2。在这样构成丝主体2的情况下,也能够使丝主体2的刚性(弯曲刚性、扭转刚性)朝向前端方向逐渐减小,其结果,医疗用导丝1在前端部能够得到良好的狭窄部通过性和柔软性,能够提高追随性、安全性,并且也能够防止弯折等,因此是优选的。
31.中间层3构成为覆盖丝主体2的表面,由包含颜料和粘合剂树脂的材料构成。中间层3所含的颜料是着色剂,用于对中间层3赋予颜色。该颜料可以使用无机颜料和有机颜料中的任意一种,优选的是采用耐热性优异的颜料。颜料可以使用炭黑、氧化钛、酞菁蓝、云母、钛镍黄、普鲁士蓝、米洛蓝、钴蓝、群青、铬绿等。另外,颜料可以单独使用一种,也可以并用(尤其是混合)两种以上。另外,颜料的平均粒径没有特别的限定,例如优选的是设定为
0.05μm以上且2μm以下的范围,更优选的是设定为0.1μm以上且1.5μm以下的范围。
32.对于中间层3所含的粘合剂树脂,其种类也没有特别的限定,可以列举聚砜、聚酰亚胺、聚醚醚酮、聚亚芳基酮、聚苯硫醚、聚亚芳基硫醚、聚酰胺酰亚胺、聚醚酰亚胺、聚酰亚胺砜、聚烯丙基砜、聚烯丙基醚砜、聚酯、聚醚砜等。尤其适合使用作为聚酰亚胺系树脂的聚酰亚胺、聚酰胺酰亚胺、聚醚酰亚胺、聚酰亚胺砜等。通过将这样的材料用作粘合剂树脂,能够有效地提高丝主体2与最外层4的粘附性。
33.该中间层3的厚度没有特别的限定,从突出着色的色调的观点出发,优选的是设定为1μm以上。另外,从构成为不使医疗用导丝过粗的观点出发,优选的是设定为30μm以下。更优选的是将中间层3的厚度设定为2μm以上且20μm以下的范围。
34.另外,在本发明中,构成为颜料的浓度相对于中间层3整体成为50wt%以上且90wt%以下的范围。更优选的是构成为颜料的浓度相对于中间层3整体成为55wt%以上且85wt%以下的范围,进一步优选的是构成为成为60wt%以上且85wt%以下的范围。通过设定成这样的颜料浓度,从而中间层3的表面(与最外层4接触的面)的表面积变大,增大了相对于最外层4的锚固效果,飞跃性地提高了最外层4相对于中间层3的粘附强度。另外,通过设定成这样的颜料浓度,从而能够减少丝主体2与中间层3的硬度差距,因此推测诸如在通过穿刺针前端部时,从导丝外部施加的剪切应力难以集中在丝主体2与中间层3的界面。
35.利用由上述颜料和粘合剂树脂构成的材料来覆盖丝主体2的表面而形成中间层3的方法没有特别的限定,可以使用各种方法。例如,可以通过把适当的溶剂与上述的颜料和粘合剂树脂混合而制备的溶液涂布于丝主体2之后,进行烘干使溶剂挥发,由此形成中间层3。另外,中间层3所含的材料不限于上述的颜料和粘合剂树脂,例如也可以构成为包含氟系树脂、其他的各种添加剂。
36.最外层4构成为将配置在丝主体2的表面的中间层3覆盖,优选的是由透明材料形成。构成最外层4的材料例如优选的是具有润滑性的氟系树脂材料。这样的氟系树脂材料例如可以列举四氟乙烯-全氟烷基乙烯基醚共聚物(pfa,熔点300~310℃)、聚四氟乙烯(ptfe,熔点330℃)、四氟乙烯-六氟丙烯共聚物(fep,熔点250~280℃)、乙烯-四氟乙烯共聚物(etfe,熔点260~270℃)、聚偏氟乙烯(pvdf,熔点160~180℃)、聚三氟氯乙烯(pctfe,熔点210℃)、四氟乙烯-六氟丙烯-全氟烷基乙烯基醚共聚物(epe,熔点290~300℃)等、以及包含这些聚合物的共聚物等氟系树脂材料。其中,优选的是pfa、ptfe、fep、etfe、pvdf,因为它们具有优异的滑动特性。
37.最外层4的厚度没有特别的限定,按通常的烘干厚度计,为2μm以上且30μm以下,优选的是3μm以上且25μm以下,特别优选的是4μm以上且20μm以下。
38.利用上述的树脂材料覆盖中间层3的表面来形成最外层4的方法没有特别的限定,可以使用各种方法。例如可以列举如下的方法:把形成有中间层3的丝主体2浸渍在使用上述的树脂材料和适当的溶剂而制备的溶液中,进行烘干,其后进行加热处理,将最外层4融合于中间层3。在加热处理时,例如可以使用腔室型热处理装置,从丝主体2上形成的最外层4的外侧赋予热量,由此进行加热处理。另外,在丝主体2例如由容易导电的金属材料形成的情况下,通过对该丝主体2的两端施加电压,从而加热丝主体2,利用该热量使覆盖配置在丝主体2的表面的最外层4熔融,由此将最外层4融合在中间层3上。
39.如上所述,本实施方式的医疗用导丝1构成为使中间层3介于丝主体2与最外层4之
间,并且构成为使中间层3所含的颜料的浓度相对于中间层3整体成为50wt%以上且90wt%以下。通过如此构成,能够使最外层4与中间层3之间的粘附性极高,即使例如用作在超声波内窥镜下穿刺术的穿刺针中穿通的导丝的情况下,也能够有效地防止最外层4因与中空的穿刺针的前端部接触而剥离的情况。
40.另外,本发明的医疗用导丝1由于具备由氟系树脂材料等形成的具有润滑性的最外层4,所以能够发挥极高的滑动性,能够确保与超声波内窥镜下穿刺术的穿刺针的内壁、导管的内壁之间的良好的滑动性。
41.在此,在图1所示的构造下,构成为将中间层设成一层,但是例如图2的(a)的主要部分放大俯视图和图2的(a)的a-a剖面的主要部分放大剖面图、即图2的(b)所示,也能够将中间层构成为包括:第一区域31,包含第一颜料;以及第二区域32,包含第二颜料,所述第二颜料具有与第一颜料不同的颜色。在该图2所示的医疗用导丝中,构成为以中间层成为二层结构的方式在第一区域31上设置第二区域32。另外,将第二区域32以沿着医疗用导丝的长边方向形成螺旋图案的方式,设置在第一区域31上。
42.这样的中间层3例如构成为通过将第一颜料、粘合剂树脂和溶剂混合来制备第一溶液,并且另行将第二颜料、粘合剂树脂和溶剂混合来制备第二溶液,在将第一溶液涂布于丝主体2并烘干而形成第一区域31之后,将第二溶液螺旋状地涂布在该第一区域31上,进行烘干,由此形成第二区域32。
43.即使是这样具有第一区域31和第二区域32的中间层3,也构成为该中间层3所含的颜料的浓度(将第一颜料和第二颜料合计的颜料的浓度)相对于中间层3整体成为50wt%以上且90wt%以下,由此能够得到上述的提高粘附性的效果。另外,通过构成为具备彼此颜色不同的第一区域31和第二区域32,由此能够容易地掌握穿通内窥镜的纤维镜等的导丝的移动,因此图2所示的医疗用导丝具有优异的可见性。
44.另外,在上述图2中,表示了在第一区域31上形成有螺旋状地赋予图案的第二区域32这样的二层结构的中间层3的构造,但是如图3的(a)的主要部分放大俯视图以及图3的(a)的b-b剖面的主要部分放大剖面图、即图3的(b)所示,也可以构成为第一区域31和第二区域32沿着丝主体2的长边方向交替配置在丝主体2上的双螺旋结构(由一层的中间层3形成螺旋图案的形态)。另外,在构成为具备彼此颜色不同的第一区域31和第二区域32的情况下,不限于如图2和图3所示的形成螺旋图案的构造,例如,也可以如图4的(a)的主要部分放大俯视图所示,将第二区域32形成为点状,或者如图4的(b)的主要部分放大俯视图所示,构成为环状的第一区域31和第二区域32沿着丝构件的长边方向交替配置。
45.本发明的发明人制作了与本发明的医疗用导丝相关的实施例(实施例1~4)和比较例(比较例1~4)的试制品,并进行了用于确认上述效果(与提高粘附性相关的效果)的试验,因此以下进行说明。
46.首先,对实施例1~4和比较例1~4的结构进行说明。如图2的(a)、(b)所示,实施例1~4和比较例1~4构成为在丝主体2上形成由二层结构构成的中间层3(具备第一区域31和第二区域32的中间层3),并且在形成的中间层3上形成有最外层4。实施例1~4和比较例1~4都使用了直径0.55mm的金属线材(材质:古河科技材料株式会社的ni-ti系合金)作为丝主体2。另外,实施例1~4和比较例1~4都使用了四氟乙烯-全氟烷基乙烯基醚共聚物(pfa)来构成最外层4。最外层4的厚度设为10μm。
47.另外,构成中间层3的第一区域31的厚度设为4μm。另外,形成在第一区域31上的第二区域32的厚度设为8μm。另外,对于第二区域32,沿着丝主体2的长边方向的方向上的尺寸为3mm。另外,在从沿着丝主体2的长边方向的方向观察的情况下,相邻的第二区域32彼此的间隔为6mm。
48.另外,对于中间层3,实施例1~4和比较例1~4分别对第一区域31和第二区域32各自含有的颜料、粘合剂树脂进行各种变更,另外对相对于中间层3整体(第一区域31和第二区域32)的颜料浓度进行了变更。中间层3(第一区域31和第二区域32)所含的粘合剂树脂的种类、颜料的种类、以及颜料浓度的详情如下述表1所示。另外,实施例1的颜料浓度为85wt%,实施例2的颜料浓度为70wt%,实施例3的颜料浓度为60wt%,实施例4的颜料浓度为50wt%。另外,比较例1的颜料浓度为30wt%,比较例2的颜料浓度为40wt%,比较例3的颜料浓度为95wt%,比较例4的颜料浓度为40wt%。
49.表1
[0050][0051]
对于如此构成的实施例1~4和比较例1~4各自的导丝,通过实际在超声波内窥镜下穿刺术中使用的中空的穿刺针(泰尔茂株式会社制neolus(1.20
×
38mm))中穿通,从而进行了最外层4是否剥落的粘附性确认试验。更具体地说,从水平放置的中空的穿刺针的基端部插入各导丝,从穿刺针的前端部以朝向上方45度的角度将导丝拉出50mm来设置,其后,从穿刺针的前端部侧朝向基端部侧以等速牵引导丝。使用显微镜对导丝是否发生了最外层4的剥离进行了确认。其结果如下述表2所示。另外,对于粘附性确认结果,将最外层4剥离脱落的情况设定为
“×”
,将最外层4未发生脱落但层状剥离的情况设定为
“△”
,将最外层4发生了损伤但未发生剥离及脱落的情况设定为“〇”,将最外层4未发生损伤及剥离的情况设定为
“◎”
。
[0052]
另外,发明人针对实施例1~4和比较例1~4也分别进行了可见性确认的试验,其结果如表2所示。另外,通过将各导丝插入ptfe制的套管内,观察了在内窥镜纤维镜下的导丝的移动,由此进行了可见性确认的试验内容。在表2中,对于试验确认结果,将无法确认导丝移动的情况设定为
“×”
,将虽然能够确认到导丝移动但不清晰的情况设定为
“△”
。另外,将能够清晰地确认到导丝移动的情况设定为
“◎”
。
[0053]
表2
[0054][0055]
如上述表2的粘附性确认结果所示,能够确认到:在中间层3(第一区域31和第二区域32)所含的颜料的浓度相对于中间层3整体成为50wt%以上的范围的实施例1~实施例4、比较例3中,最外层4未剥离脱落。尤其判明了:对于颜料浓度相对于中间层3整体成为60wt%以上且85wt%以下的范围的实施例1、实施例2、实施例3,都没有最外层4的剥离及脱落,最外层4的粘附性是极其优异的。
[0056]
另一方面,确认到:对于颜料浓度相对于中间层3整体为40wt%以下的比较例1、比较例2、比较例4,都是最外层4的一部分脱落,最外层4的粘附性不好。
[0057]
另外,根据表2的粘附性确认结果,可以认为能够使最外层不脱落地承受使用的颜料浓度的下限值为实施例4的50wt%。另外,尤其是,认为最外层4的粘附性变高的颜料浓度的下限值存在于实施例3的50wt%与实施例4的60wt%之间,推测作为两者的算数平均值的55wt%是其边界。因此可以说,为了充分确保中间层3与最外层4的粘附性,优选的是,中间层3所含的颜料的浓度相对于中间层3整体设定为55wt%以上。
[0058]
另外,根据表2的粘附性确认结果,可以认为,能够不使最外层脱落地承受使用的颜料浓度的上限值为比较例3的95wt%,但是在该比较例3的情况下,起因于中间层3所含的颜料过多,存在着丝主体2与中间层3的粘附性发生问题的可能性(由于存在着丝主体2与中间层3的粘附性发生问题的可能性,所以将表2的粘附性确认结果设定为
“△
~
×”
)。因此,可以认为,丝主体2与中间层3的粘附性优异且最外层4的粘附性变高的颜料浓度的上限值存在于实施例1的85wt%与比较例3的95wt%之间,推测作为两者的算数平均值的90wt%是其边界。即,为了充分确保丝主体2与中间层3的粘附性以及中间层3与最外层4的粘附性,可以说中间层3所含的颜料的浓度设定为相对于中间层3整体为90wt%以下是优选的。
[0059]
另外,根据表2的可见性确认结果,判明了:中间层3(第一区域31和第二区域32)所含的颜料的浓度相对于中间层3整体成为50wt%以上的范围的实施例1~实施例4、比较例3中,都具有能够清晰地确认导丝的移动的良好的可见性。另一方面,对于颜料浓度相对于中间层3整体为40wt%以下的比较例1、比较例2、比较例4,判明了都无法确认导丝的移动,是不清晰的。
[0060]
根据以上内容判明了:通过将中间层3(第一区域31和第二区域32)所含的颜料的浓度设定成相对于中间层3整体为50wt%以上且90wt%以下的范围,能够使内窥镜的纤维镜下的可见性良好,并且也能够确保最外层4的足够的粘附性。
[0061]
以上对本发明的医疗用导丝1进行了说明,但是具体的构造不限于上述实施方式。例如,如图5的剖面图所示,也可以通过在最外层4的表面螺旋状地卷绕线材5来构成医疗用导丝1。另外,图5所示的医疗用导丝1表示了相对于图2所示的医疗用导丝卷绕配置线材5的
构造。优选的是,该线材5由与形成上述最外层4的材料相同的材料形成。另外,线材5适合使用在卷绕在最外层4上之前的阶段中形成为沿着长边方向具有大致均匀的粗细且最大直径例如为10μm以上且200μm以下的范围的线材,更优选的是80μm以上且200μm以下的范围。在此,如图5的剖面图所示,所谓的间距是表示在沿着丝主体2的长边方向的方向上相邻的线材5彼此的中心间距离,在图5中,构成为以该线材5彼此的中心间距离(间距)相等的方式螺旋状地卷绕线材5。线材5彼此的中心间距离(间距)可以设定成任意的尺寸,但是例如为15μm~5000μm,优选的是30μm~1000μm,特别优选的是50μm~700μm。另外,也可以构成为使线材5彼此的中心间距离(间距)局部不同。
[0062]
将线材5卷绕在最外层4上的方法没有特别的限定,例如可以列举采用为了制造覆盖线而使用的覆盖装置的方法等。
[0063]
另外,螺旋状地卷绕配置在最外层4上的线材5遍及其整个区域地融合在最外层4上而一体化。作为将线材5融合在最外层4上的方法,例如可以列举如下的方法:将线材5螺旋状地卷绕于最外层4的外表面之后,通过加热使线材5、最外层4熔融,将线材5融合于最外层4的表面。作为加热方法,例如可以通过使用腔室型热处理装置,从丝主体2上的最外层4上卷绕的线材5的外侧赋予热量来进行加热。另外,在丝主体2例如由容易导电的金属材料形成的情况下,可以通过对该丝主体2的两端施加电压来加热丝主体2,利用该热量使丝主体2上的最外层4和线材5熔融,由此将线材5融合在最外层4上。另外,在将线材5设置在最外层4上的情况下,也可以省略在上述的中间层3上形成最外层4时的加热处理,利用将线材5配置在最外层4上之后进行的加热处理,同时进行最外层4相对于中间层3的融合、以及线材5相对于最外层4的融合。
[0064]
通过具备这样的线材5,能够更进一步提高最外层4的耐久性,并且在将医疗用导丝1插入中空的穿刺针、导管内的情况下,与中空的穿刺针的内壁等接触的部分变成线材5的最外部(顶部),因此能够减少医疗用导丝1与中空的穿刺针、导管等的接触面积,能够确保更高的滑动性。尤其是,通过由氟系树脂材料构成线材5,能够确保更高的滑动性。
[0065]
另外,优选的是,如图5的剖面图所示,热融合在最外层4上的线材5构成为:其剖面形状为半圆柱透镜形状或者平凸透镜形状(英文大写字母“d”的形状),热融合后的线材5的高度(从最外层4的表面到线材顶部的尺寸)为4μm~80μm的范围。通过以这样的数值范围、尤其是具有6μm以上的高度的方式来构成融合后的线材5,从而当使医疗用导丝1在中空的穿刺针、导管的内部移动时,由于成为点接触所以能够提高滑动性,此外,凹凸部移动而产生的振动传递给医疗用导丝的使用者(手术实施者)的指尖,因此除了内窥镜产生的视觉信息、通常的插入感觉信息以外,根据这样的特有的振动产生的感觉信息,也能够掌握插入状况,能够提高使用者的便利性。
[0066]
另外,在图5所示的构造下,构成为在最外层4上螺旋状地卷绕配置有一根线材5,但是例如也可以在最外层4上螺旋状(双螺旋状)地卷绕粗细不同的两根线材5。
[0067]
附图标记说明
[0068]
1 医疗用导丝
[0069]
2 丝主体
[0070]
3 中间层
[0071]
31 第一区域
[0072]
32 第二区域
[0073]
4 最外层
[0074]
5 线材。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1