一种复合多层高吸水性卫生敷料及其制备方法与流程
1.本发明具体涉及医疗卫生敷料技术领域,具体是一种复合多层高吸水性卫生敷料及其制备方法。
背景技术:
2.医疗卫生用辅料作为一种包敷伤口的医疗用品,其直接关系到使用者的舒适性和伤口的愈合进程,随着对创面愈合过程中病理生理的深入研究,医用创面辅料也在不断地更新改进;目前市场上所制备的医疗用卫生敷料存在吸湿性能差的缺点,在使用过程中随着人体汗液的排出,敷料与伤口间微环境的湿度就随之增大,从而导致伤口处于潮湿的环境,进而容易滋生细菌和影响伤口的愈合进程。
3.如果在吸水层中引入木浆纤维,由于木浆纤维的长度较短,很容易在复合材料中脱落,从而导致掉屑现象的出现,所以想要使用木浆纤维优良的吸水性能,优先需要解决掉屑问题。
技术实现要素:
4.为此,本发明提出一种复合多层高吸水性卫生敷料及其制备方法以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供以下技术方案:一种复合多层高吸水性卫生敷料,其由四层纤维网通过热定型制得,第一层纤维网和第四层纤维网均为熔喷纤维网,并占复合多层高吸水性卫生敷料的5wt%~15wt%;
6.第二层纤维网和第三层纤维网组合为吸水层,所述吸水层是由木浆纤维与熔喷纤维混合而成,所述吸水层中的木浆纤维占复合多层高吸水性卫生敷料的 60wt%~80wt%,且所述吸水层中的熔喷纤维占复合多层高吸水性卫生敷料的15wt%~25wt%。
7.进一步,作为优选,所述第一层纤维网和第四层纤维网的熔喷纤维细度为 0.5~10μm,所述第二层纤维网和第三层纤维网中的熔喷纤维细度为5~20μm。
8.一种复合多层高吸水性卫生敷料的制备方法,其包括以下步骤:
9.步骤一:木浆卷经木浆开松系统后形成长度为1~4mm的绒毛浆纤维,并作为第二、三层备用料,然后通过双喂料系统到达成型箱;
10.步骤二:采用熔喷工艺,将聚丙烯颗粒加热熔融,通过螺杆挤出机和传输管道进入纺丝箱体,再由喷丝板喷出,最终通过工艺风拉伸定型,形成第一层和第四层熔喷纤维网;
11.步骤三:将步骤一中的绒毛浆纤维与内侧熔喷喷丝板喷出的纤维在成型箱内均匀混合形成复合材料第二层和第三次的吸水层;
12.步骤四:由步骤一至步骤三制成由熔喷纤维网、吸水层、吸水层以及熔喷纤维网组成的四层复合纤维网,经过热轧机的热轧定型,并形成复合多层高吸水性卫生敷料。
13.进一步,作为优选,步骤二中,所述聚丙烯颗粒熔融指数在200~ 800g/10min。
14.进一步,作为优选,步骤二中,所述螺杆挤出机和传输管道的温度为220℃~ 260
℃,所述纺丝箱体和喷丝板温度为230℃~270℃。
15.进一步,作为优选,步骤二中,所述喷丝板为多排孔结构,所述喷丝板上的喷头的喷出直径为0.5~10μm。
16.进一步,作为优选,步骤二中,所述工艺风风量为800m3/h~1500m3/h。
17.进一步,作为优选,步骤三中,所述内侧熔喷喷丝板为多排孔结构,所述内侧熔喷喷丝板上的喷头的喷出直径为5~20μm。
18.进一步,作为优选,步骤四中,所述热轧机的热轧温度为90℃-120℃。
19.本发明采用以上技术,与现有的技术相比具有以下有益效果:
20.1.本发明制备的复合多层高吸水性卫生敷料,熔喷纤维网在固结之后有效避免木浆吸水层发生“掉屑”现象。
21.2.本发明的复合多层高吸水性卫生敷料,可以有效的避免在使用该材料产品时木浆吸水层发生移位团聚的现象,同时利用内外层熔喷纤维细度的不同,赋予该卫生敷料很好的柔软性。
22.3.本发明的复合多层高吸水性卫生敷料的制造方法,不使用任何胶粘物质,材料环保,且通过一步法加工工艺制成,其独特的多层结构,有效的利用木浆纤维吸湿性能。
附图说明
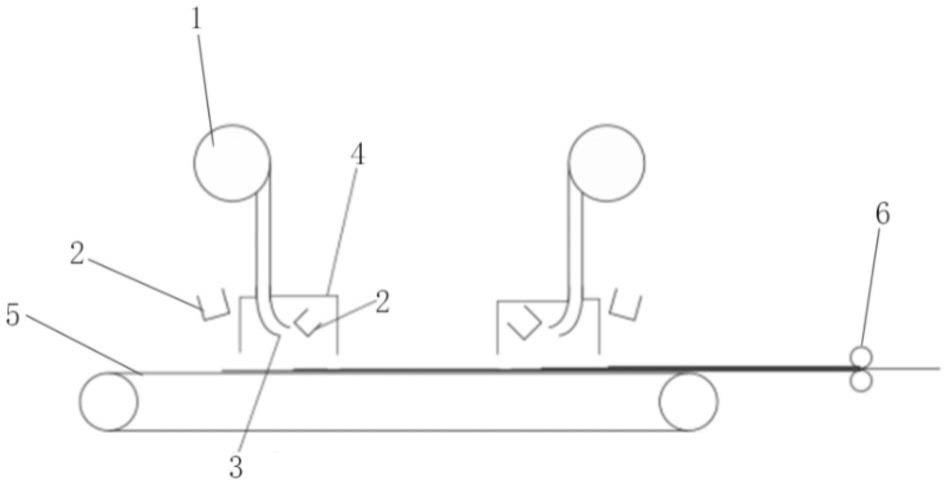
23.图1为一种复合多层高吸水性卫生敷料的生产线示意图;
24.图2为一种复合多层高吸水性卫生敷料的结构剖视图。
25.图中:1、开松系统;2、多排孔熔喷头;3、木浆喷头;4、成型箱;5、成网系统;6、热轧机;7、熔喷纤维网;8、吸水层。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.实施例1:请参阅附图1和2,本发明提供一种技术方案:一种复合多层高吸水性卫生敷料,其由四层纤维网通过热定型制得,第一层纤维网和第四层纤维网均为熔喷纤维网7,并占复合多层高吸水性卫生敷料的15wt%;
28.第二层纤维网和第三层纤维网组合为吸水层8,吸水层8是由木浆纤维与熔喷纤维混合而成,吸水层8中的木浆纤维占复合多层高吸水性卫生敷料的60wt%,且吸水层8中的熔喷纤维占复合多层高吸水性卫生敷料的25wt%。
29.本实施例中,第一层纤维网和第四层纤维网的熔喷纤维细度为0.5~10μm,第二层纤维网和第三层纤维网中的熔喷纤维细度为5~20μm。
30.一种复合多层高吸水性卫生敷料的制备方法,其包括以下步骤:
31.步骤一:木浆卷经木浆开松系统1后形成长度为1~4mm的绒毛浆纤维,并作为第二、三层备用料,然后通过双喂料系统到达成型箱4;
32.步骤二:采用熔喷工艺,将聚丙烯颗粒加热熔融,通过螺杆挤出机和传输管道进入
纺丝箱体,再由喷丝板喷出,最终通过工艺风拉伸定型,形成第一层和第四层熔喷纤维网7;
33.具体的,聚丙烯颗粒熔融指数在300g/10min,螺杆挤出机和传输管道温度工艺为240℃~250℃,纺丝箱体和喷丝板温度工艺为250℃~270℃,喷丝板为多排孔结构,且喷头的喷出直径为0.5~10μm的纤维束,熔喷工艺的工艺风在 1200m3/h~1500m3/h之间;
34.步骤三:将步骤一中的绒毛浆纤维与内侧熔喷喷丝板喷出的纤维在成型箱4 内均匀混合形成复合材料第二层和第三次的吸水层8;
35.具体的,木浆纤维喷嘴偏向内侧熔喷喷丝板,内侧熔喷喷丝板具有多排孔结构,且喷头喷出直径为5~20μm的纤维束,利用多排孔喷丝板产生较粗的熔喷纤维,使熔喷纤维在成型箱4内与长度为1~4mm的木浆纤维在压缩空气气流的作用下进行充分混合,实现对木浆纤维更好的粘合固定,更有利于解决木浆纤维的掉屑问题;
36.步骤四:由步骤一至步骤三制成由熔喷纤维网7、吸水层8、吸水层8以及熔喷纤维网7组成的四层复合纤维网,经过热轧机6的热轧定型,并形成复合多层高吸水性卫生敷料;
37.具体的,热轧机6的热轧温度设定于90℃~120℃,符合材料外层熔喷纤维相对于内层而言较细,所以最终产品质感柔软。
38.实施例2:请参阅附图1-2,本发明提供一种技术方案:一种复合多层高吸水性卫生敷料,其由四层纤维网通过热定型制得,第一层纤维网和第四层纤维网均为熔喷纤维网7,并占复合多层高吸水性卫生敷料的10wt%;
39.第二层纤维网和第三层纤维网组合为吸水层8,吸水层8是由木浆纤维与熔喷纤维混合而成,吸水层8中的木浆纤维占复合多层高吸水性卫生敷料的70wt%,且吸水层8中的熔喷纤维占复合多层高吸水性卫生敷料的20wt%。
40.本实施例中,第一层纤维网和第四层纤维网的熔喷纤维细度为0.5~10μm,第二层纤维网和第三层纤维网中的熔喷纤维细度为5~20μm。
41.一种复合多层高吸水性卫生敷料的制备方法,其包括以下步骤:
42.步骤一:木浆卷经木浆开松系统1后形成长度为1~4mm的绒毛浆纤维,并作为第二、三层备用料,然后通过双喂料系统到达成型箱4;
43.步骤二:采用熔喷工艺,将聚丙烯颗粒加热熔融,通过螺杆挤出机和传输管道进入纺丝箱体,再由喷丝板喷出,最终通过工艺风拉伸定型,形成第一层和第四层熔喷纤维网7;
44.具体的,聚丙烯颗粒熔融指数在500g/10min,螺杆挤出机和传输管道温度工艺为230℃~240℃,纺丝箱体和喷丝板温度工艺为230℃~250℃,喷丝板为多排孔结构,且喷头的喷出直径为0.5~10μm的纤维束,熔喷工艺的工艺风在 800m3/h~1200m3/h之间;
45.步骤三:将步骤一中的绒毛浆纤维与内侧熔喷喷丝板喷出的纤维在成型箱4 内均匀混合形成复合材料第二层和第三次的吸水层8;
46.具体的,木浆纤维喷嘴偏向内侧熔喷喷丝板,内侧熔喷喷丝板具有多排孔结构,且喷头喷出直径为5~20μm的纤维束,利用多排孔喷丝板产生较粗的熔喷纤维,使熔喷纤维在成型箱4内与长度为1~4mm的木浆纤维在压缩空气气流的作用下进行充分混合,实现对木浆纤维更好的粘合固定,更有利于解决木浆纤维的掉屑问题;
47.步骤四:由步骤一至步骤三制成由熔喷纤维网7、吸水层8、吸水层8以及熔喷纤维网7组成的四层复合纤维网,经过热轧机6的热轧定型,并形成复合多层高吸水性卫生敷料;
48.具体的,热轧机6的热轧温度设定于90℃~120℃,符合材料外层熔喷纤维相对于
内层而言较细,所以最终产品质感柔软。
49.实施例3:请参阅附图1-2,本发明提供一种技术方案:一种复合多层高吸水性卫生敷料,其由四层纤维网通过热定型制得,第一层纤维网和第四层纤维网均为熔喷纤维网7,并占复合多层高吸水性卫生敷料的8wt%;
50.第二层纤维网和第三层纤维网组合为吸水层8,吸水层8是由木浆纤维与熔喷纤维混合而成,吸水层8中的木浆纤维占复合多层高吸水性卫生敷料的70wt%,且吸水层8中的熔喷纤维占复合多层高吸水性卫生敷料的22wt%。
51.本实施例中,第一层纤维网和第四层纤维网的熔喷纤维细度为0.5~10μm,第二层纤维网和第三层纤维网中的熔喷纤维细度为5~20μm。
52.一种复合多层高吸水性卫生敷料的制备方法,其包括以下步骤:
53.步骤一:木浆卷经木浆开松系统1后形成长度为1~4mm的绒毛浆纤维,并作为第二、三层备用料,然后通过双喂料系统到达成型箱4;
54.步骤二:采用熔喷工艺,将聚丙烯颗粒加热熔融,通过螺杆挤出机和传输管道进入纺丝箱体,再由喷丝板喷出,最终通过工艺风拉伸定型,形成第一层和第四层熔喷纤维网7;
55.具体的,聚丙烯颗粒熔融指数在800g/10min,螺杆挤出机和传输管道温度工艺为220℃~230℃,纺丝箱体和喷丝板温度工艺为230℃~250℃,喷丝板为多排孔结构,且喷头的喷出直径为0.5~10μm的纤维束,熔喷工艺的工艺风在 800m3/h~1000m3/h之间;
56.步骤三:将步骤一中的绒毛浆纤维与内侧熔喷喷丝板喷出的纤维在成型箱4 内均匀混合形成复合材料第二层和第三次的吸水层8;
57.具体的,木浆纤维喷嘴偏向内侧熔喷喷丝板,内侧熔喷喷丝板具有多排孔结构,且喷头喷出直径为5~20μm的纤维束,利用多排孔喷丝板产生较粗的熔喷纤维,使熔喷纤维在成型箱4内与长度为1~4mm的木浆纤维在压缩空气气流的作用下进行充分混合,实现对木浆纤维更好的粘合固定,更有利于解决木浆纤维的掉屑问题;
58.步骤四:由步骤一至步骤三制成由熔喷纤维网7、吸水层8、吸水层8以及熔喷纤维网7组成的四层复合纤维网,经过热轧机6的热轧定型,并形成复合多层高吸水性卫生敷料;
59.具体的,热轧机6的热轧温度设定于90℃~120℃,符合材料外层熔喷纤维相对于内层而言较细,所以最终产品质感柔软。
60.综上,将实施例1~3制备的复合多层高吸水性卫生敷料,根据gb/t 24218.6-2010,gb/t 24218.10-2016,进行性能检测,检测结果为:
61.实施例1的吸水倍率为910%,其落絮性能为4.3;
62.实施例2的吸水倍率为1032%,其落絮性能为4.6;
63.实施例3的吸水倍率为1050%,其落絮性能为4.5。
64.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1