一种医用水凝胶产品及其制备方法与流程
1.本发明涉及医用敷料领域,具体涉及一种医用水凝胶产品及其制备方法。
背景技术:
2.水凝胶具有高含水量、良好的保水性、优良的生物相容性,同时具有和细胞外基质相类似的微观结构,被认为是与生命组织最接近的生物功能材料。水凝胶能为创面提供相对湿润的环境,积极促进组织生长,加速伤口愈合,还可以不断吸收创面分泌物,进行自溶性清创,降低炎性反应。水凝胶与伤口、创面不黏连,更换无痛且操作便利,此外水凝胶透明或半透明的外观又便于观察伤口愈合情况,因此水凝胶非常适合作为医用敷料。医用水凝胶的粘贴性较低,所以需要粘贴固定层辅助其固定于伤口处,解决水凝胶的粘附或绑扎问题。通常在生产过程中需要将水凝胶与粘贴固定层组合到一起,以方便临床的使用操作。
3.现阶段,为保证水凝胶与粘贴固定层的结合,常用的制备方法是配制水凝胶原料液,进行分装或涂布处理,再进行水凝胶的交联成型,水凝胶成型后与粘贴固定层再进行组合,最后进行产品灭菌,完成医用水凝胶产品的制备。
4.但是现有技术有些需要在水凝胶辐射交联后,进行裁切,装袋作业后,再进行辐射灭菌,生产工艺复杂,增加成本。此外,在水凝胶交联成型后,再与粘贴固定层结合,装袋灭菌的制备方法,必须再次灭菌才能保证产品无菌,而二次辐照既降低了水凝胶的性能,又增加了生产工艺的复杂性,无形中增加了生产成本。
5.因此,提供一种更简单便捷、经济实用的带有粘贴固定层的医用水凝胶产品的制备方法是非常必要的。
技术实现要素:
6.有鉴于此,本发明要解决的技术问题在于提供一种医用水凝胶产品的制备方法,本发明提供的方法交联成型与灭菌同步完成,性能良好。
7.本发明提供了一种医用水凝胶产品的制备方法,包括如下步骤:
8.a)过渡层和粘结固定层结合,得到结合中间品;
9.b)将置于模具中的水凝胶层原料液上贴敷所述结合中间品,得到分装中间品;
10.c)将所述分装中间品进行物理固型,密封,得到密封中间品;
11.d)将所述密封中间品进行辐射交联灭菌,即得。
12.优选的,所述过渡层材料为亲水非织造布或亲水织造布,亲水材料的吸液率在200%至700%。
13.优选的,所述步骤a)具体为:使用对位工装夹具,将过渡层放置在夹具中,通过点压方式,使过渡层与粘贴固定层精准对位组合,完成过渡层与粘贴固定层结合。
14.优选的,所述粘结固定层材料为压敏胶带;所述压敏胶带为无纺布压敏胶带或pu压敏胶带。
15.优选的,步骤b)所述水凝胶层原料液由以下原材料组成:
16.辐射合成的水溶性高分子:10~30wt%;
17.用于物理固型的温敏水溶性高分子0.2~2wt%;
18.保湿剂2~10wt%;
19.增稠剂0.1~5wt%;
20.水余量;
21.所述辐射合成的水溶性高分子为聚乙烯醇、聚乙烯吡咯烷或聚氧乙烯中的一种或几种;
22.所述用于物理固型的温敏水溶性高分子为琼脂、卡拉胶或结冷胶中的一种或几种;
23.所述保湿剂为甘油、丙二醇或低分子量聚乙二醇中的一种或几种;
24.所述增稠剂为海藻酸钠、羧甲基纤维素钠或聚丙烯酸钠中的一种或几种。
25.优选的,所述水凝胶层原料液的制备方法具体为:
26.辐射合成的水溶性高分子、用于物理固型的温敏水溶性高分子、保湿剂和增稠剂混合,加热,搅拌,真空排泡,即得;
27.所述加热的温度为90~98℃;所述搅拌的时间为2~4h。
28.优选的,所述过渡层尺寸与水凝胶层尺寸相同;
29.所述粘贴固定层尺寸大于水凝胶层尺寸;
30.所述模具为注塑托盘。
31.优选的,所述水凝胶层原料液的温度为50~60℃;所述物理固型的温度为5~15℃条件下,静置10~30s。
32.优选的,所述辐射交联灭菌的参数为:电子束能量2~5mev,束流为200~1500μa,累计辐射剂量15~45kgy。
33.本发明提供了一种医用水凝胶产品,由上述技术方案任意一项所述的制备方法制备得到。
34.与现有技术相比,本发明提供了一种医用水凝胶产品的制备方法,包括如下步骤:a)过渡层和粘结固定层结合,得到结合中间品;b)将置于模具中的水凝胶层原料液上贴敷所述结合中间品,得到分装中间品;c)将所述分装中间品进行物理固型,密封,得到密封中间品;d)将所述密封中间品进行辐射交联灭菌,即得。本发明将水凝胶与粘贴固定层通过过渡层实现组合,通过电子束辐射完成医用水凝胶同步辐射交联和灭菌。首先,去除了现阶段常用的水凝胶辐照交联后与粘贴固定层再组合工序,无组合工序带来的染菌风险,不需要再进行灭菌工序,同时固定粘贴层与过渡层在水凝胶辐射交联和灭菌中同步完成了灭菌,减少了前期的微生物清洁处理,既精简了生产工序又节约灭菌的成本。其次,同步辐射交联和灭菌,可以降低现行常用制备方法中医用水凝胶所接受的交联和灭菌双重辐照剂量,实现对水凝胶辐射交联剂量精准控制,避免因灭菌导致医用水凝胶的性能变差,如变硬变脆,不利于贴敷。最后,该制备方法还能缩短生产周期,提升生产效率。
具体实施方式
35.本发明提供了一种医用水凝胶产品及其制备方法,本领域技术人员可以借鉴本文内容,适当改进工艺参数实现。特别需要指出的是,所有类似的替换和改动对本领域技术人
员来说是显而易见的,它们都属于本发明保护的范围。本发明的方法及应用已经通过较佳实施例进行了描述,相关人员明显能在不脱离本发明内容、精神和范围内对本文的方法和应用进行改动或适当变更与组合,来实现和应用本发明技术。
36.本发明提供了一种医用水凝胶产品的制备方法,包括如下步骤:
37.a)过渡层和粘结固定层结合,得到结合中间品;
38.b)将置于模具中的水凝胶层原料液上贴敷所述结合中间品,得到分装中间品;
39.c)将所述分装中间品进行物理固型,密封,得到密封中间品;
40.d)将所述密封中间品进行辐射交联灭菌,即得。
41.本发明提供了一种医用水凝胶产品的制备方法首先将过渡层和粘结固定层结合,得到结合中间品。
42.本发明提供的医用水凝胶产品由水凝胶层、过渡层、粘贴固定层组成。
43.本发明所述步骤a)具体为:使用对位工装夹具,将过渡层放置在夹具中,通过点压方式,使过渡层与粘贴固定层精准对位组合,完成过渡层与粘贴固定层结合。
44.本发明是将过渡层与粘贴固定层提前结合。过渡层为亲水材料,亲水材料使其可以与水凝胶原料液良好结合,同时过渡层与粘贴固定层提前结合,过渡层可以加强过渡层与粘贴固定层的结合力,过渡层分别与水凝胶层和粘贴固定层均具有良好的结合力,使过渡层成为承接水凝胶层和粘贴固定层结合介质,实现水凝胶层与粘贴固定层的结合。
45.其中,过渡层材料为亲水非织造布或亲水织造布,过渡层材料的吸液率在200%~700%。
46.在本发明其中一个具体实施例中,过渡层材料裁切尺寸为宽度25mm,长度200mm。
47.本发明所述粘结固定层材料为压敏胶带;所述压敏胶带为无纺布压敏胶带或pu压敏胶带。
48.具体的,粘贴固定层的剥离强度优选为1-3n/cm,粘贴固定层尺寸大于水凝胶层尺寸。
49.在本发明其中一个具体实施例中,粘贴固定层的裁切尺寸为宽度35mm,长度210mm。
50.而后为配制水凝胶层原料液。所述水凝胶层原料液的制备方法具体为:
51.辐射合成的水溶性高分子、用于物理固型的温敏水溶性高分子、保湿剂和增稠剂混合,加热,搅拌,真空排泡,即得;所述加热的温度为90~98℃;所述搅拌的时间为2~4h;所述真空排泡的参数:真空度:0.05~0.1mpa,真空时间10~30min;
52.本发明所述水凝胶层原料液由以下原材料组成:
53.辐射合成的水溶性高分子:10~30wt%;
54.用于物理固型的温敏水溶性高分子0.2~2wt%;
55.保湿剂2~10wt%;
56.增稠剂0.1~5wt%;
57.水余量;
58.本发明所述水凝胶层原料液包括辐射合成的水溶性高分子10~30wt%;优选包括10~25wt%;所述辐射合成的水溶性高分子为聚乙烯醇、聚乙烯吡咯烷或聚氧乙烯中的一种或几种。
59.本发明所述水凝胶层原料液包括用于物理固型的温敏水溶性高分子0.2~2wt%;优选包括0.5~2wt%;更优选为1~2wt%;所述用于物理固型的温敏水溶性高分子为琼脂、卡拉胶或结冷胶中的一种或几种;
60.本发明所述水凝胶层原料液包括保湿剂2~10wt%;更优选为3~8wt%;所述保湿剂为甘油、丙二醇或低分子量聚乙二醇中的一种或几种;
61.本发明所述低分子量聚乙二醇的分子量为400~2000。
62.本发明所述水凝胶层原料液包括增稠剂0.1~5wt%。所述增稠剂为海藻酸钠、羧甲基纤维素钠或聚丙烯酸钠中的一种或几种。
63.将置于模具中的水凝胶层原料液上贴敷所述结合中间品,得到分装中间品。
64.制备得到水凝胶层原料液后,将水凝胶层原料液置于模具中;料液上层贴敷覆合过渡层的粘贴层,亲水性过渡层经过料液浸润,使凝胶与亲水过渡层结合。
65.所述模具优选为注塑托盘。
66.在本发明其中一个具体实施例中,所述模具的尺寸为:宽度为25mm,长度为200mm,高度为3mm。
67.本发明所述水凝胶层原料液的温度为50~60℃。
68.本发明优选的,所述过渡层尺寸与水凝胶层尺寸相同;所述粘贴固定层尺寸大于水凝胶层尺寸;
69.将所述分装中间品进行物理固型,密封,得到密封中间品。
70.将制得的分装中间品在5~15℃条件下,静置10~30s完成物理固型,产品装袋密封,得到密封中间品。
71.将所述密封中间品进行辐射交联灭菌,即得。
72.本发明所述辐射交联灭菌的参数为:电子束能量2~5mev,束流为200~1500μa,累计辐射剂量15~45kgy。
73.在本发明其中一些具体实施例中,所述辐射交联灭菌的参数为:2mev电子束能量、300μa束流进行辐照,累计辐射剂量分别为15、25、35、45kgy。
74.本发明采用高能量和高束流的电子束进行辐射,电离能力强,产生的自由基的数量多,提高了聚合反应速率,凝胶快速与过渡层交联,提高水凝胶与过渡层的结合力,也避免了料液浸湿导致过度层与粘贴固定层结合力下降。从而提高水凝胶与粘贴固定层的结合力。
75.本发明提供了一种医用水凝胶产品,由上述技术方案任意一项所述的制备方法制备得到。
76.本发明对于上述制备方法已经有了清楚的描述,在此不再赘述。
77.本发明实现了带有粘贴固定层的医用水凝胶产品的同步辐射交联和灭菌。该方法将水凝胶与粘贴固定层通过过渡层实现组合,通过电子束辐射完成医用水凝胶同步辐射交联和灭菌。首先,本发明去除了现阶段常用的水凝胶辐照交联后与粘贴固定层再组合工序,无组合工序带来的染菌风险,不需要再进行灭菌工序,同时固定黏贴层与过渡层在水凝胶辐射交联和灭菌中同步完成了灭菌,减少了前期的微生物清洁处理,既精简了生产工序又节约灭菌的成本。其次,同步辐射交联和灭菌,可以降低现行常用制备方法中医用水凝胶所接受的交联和灭菌双重辐照剂量,实现对水凝胶辐射交联剂量精准控制,避免因灭菌导致
医用水凝胶的性能变差,如变硬变脆,不利于贴敷。最后,该制备方法还能缩短生产周期,提升生产效率。
78.本发明采用高能量和高束流的电子束进行辐射,电离能力强,产生的自由基的数量多,提高了聚合反应速率,凝胶快速与过渡层交联,提高水凝胶与过渡层的结合力,也避免了料液浸湿导致过度层与粘贴固定层结合力下降。从而提高水凝胶与粘贴固定层的结合力。
79.在料液灌装前,完成过渡层与粘贴层覆合,减少料液溢出导致过渡层与粘贴层结合力下降,增强过渡层与粘贴层的结合力。
80.过渡层尺寸与水凝胶层相同,减少使用过程中凝胶与过渡层边缘快速失水变硬情况,避免对皮肤的损伤。
81.为了进一步说明本发明,以下结合实施例对本发明提供的一种医用水凝胶产品及其制备方法进行详细描述。
82.实施例1
83.根据iso 9073-6:2000,选用亲水过渡层选取吸液率为250%的亲水无纺布;裁切尺寸为宽度25mm,长度200mm
84.根据yy/t 0148-2006,选用粘贴层选取剥离强度1.0n/cm的透明pu胶带;裁切尺寸为宽度35mm,长度210mm
85.按照配制流程进行溶解,各组分质量百分比为:聚乙烯醇5%,聚乙烯吡咯烷酮5%,结冷胶2%,甘油2%,聚丙烯酸钠0.1%,纯化水85.9%。
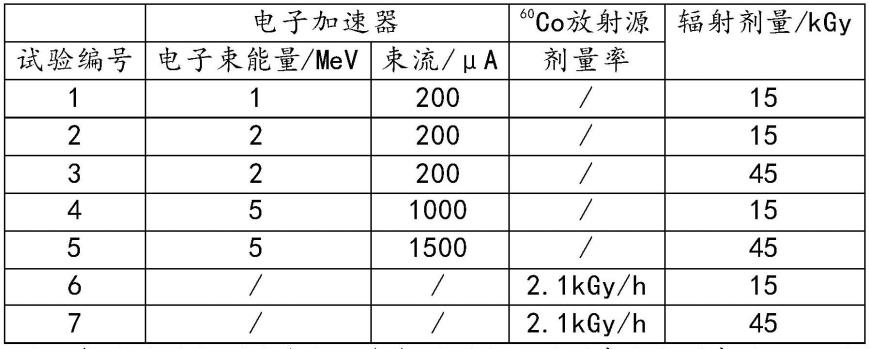
86.选取宽度为25mm,长度为200mm,高度为3mm的注塑托盘,原料液的温度控制在50℃,进行灌装,料液上层贴敷覆合过渡层的粘贴层,亲水性过渡层经过料液浸润,使凝胶与亲水过渡层结合,浸润之后,降温至10℃,凝胶完成物理预固型,装袋,封口。分别采用不同电子束能量、束流的电子加速器和
60
co放射源进行辐射交联灭菌,分别标记试样1-7,电子加速器参数如下
87.表1:
[0088][0089]
使用拉力试验机测试水凝胶与粘贴固定层的剥离力和剥离效果,测试结果如下表2
[0090]
试验编号剥离力/n凝胶层与粘贴固定层的结合情况17.5结合不好,强行剥离,出现脱落
215.2结合良好,强行剥离,凝胶破损318.3结合良好,强行剥离,凝胶破损418.6结合良好,强行剥离,凝胶破损521.5结合良好,强行剥离,凝胶破损63.5结合不好,出现脱落73.0结合不好,出现脱落
[0091]
60
co放射源的剂量率偏低,凝胶层与粘贴固定层出现结合不良现象。而采用高剂量率电子束辐射交联,水凝胶层与粘贴固定层的结合力得到明显改善,随着电子束能量和束流的增大,凝胶层与粘贴固定层的结合力随着增强,满足使用需求,最终实现医用水凝胶与健康皮肤的粘附或绑扎。
[0092]
实施例2
[0093]
改变过渡层和粘贴层的参数及配方比例,调节辐射剂量,测试该制备方法的医用水凝胶性能。
[0094]
根据iso 9073-6:2000,亲水过渡层选取吸液率为700%的亲水无纺布;裁切尺寸为宽度25mm,长度200mm;
[0095]
根据yy/t 0148-2006,粘贴层选取剥离强度2.0n/cm的透明pu胶带;裁切尺寸为宽度35mm,长度210mm;
[0096]
按照配制流程进行溶解,各组分质量百分比为:聚乙烯醇10%,聚乙烯吡咯烷酮10%,结冷胶1%,甘油5%,聚丙烯酸钠5%,纯化水69%。
[0097]
选取宽度为25mm,长度为200mm,高度为3mm的注塑托盘,将原料液的温度控制在55℃,进行灌装,料液上层贴敷覆合过渡层的粘贴层,亲水性过渡层经过料液浸润,使凝胶与亲水过渡层结合,浸润之后,降温至15℃,凝胶完成物理预固型,装袋,,封口。采用2mev电子束能量、300μa束流进行辐照,累计辐射剂量分别为15、25、35、45kgy,对应标记试样8-11,完成样品制作。
[0098]
对医用水凝胶样品进行理化和生物学测试。
[0099]
1)产品无菌:按《中国药典》2020年版四部1101无菌检查法;
[0100]
2)细胞毒性试验:依据《gb/t 16886.5-2003医疗器械生物学评价第5部分:体外细胞毒性试验》试验;
[0101]
3)皮肤刺激试验:依据《gb/t 16886.10-2005医疗器械生物学评价第10部分:刺激与迟发超敏反应试验》试验;
[0102]
4)致敏试验:依据《gb/t 16886.10-2005医疗器械生物学评价第10部分:刺激与迟发超敏反应试验》试验;
[0103]
5)舒适性:按yy/t 0471.4-2004测试样品的舒适性;
[0104]
6)抗张强度:依据《辐射法制备医用水凝胶技术规范》测试水凝胶产品的抗张强度。
[0105]
测试结果如下:
[0106][0107]
测试结果表明,本发明的制备方法生产的医用水凝胶敷料,生物安全性良好,产品无菌,通过对辐射剂量的调节,医用水凝胶的性能可以得到精确的调控,舒适性符合医用敷料的标准(2n/cm),抗张强度表明水凝胶满足医用材料使用功能。
[0108]
对比例
[0109]
改变产品的制备工艺,采用对比专利的制备方法,即先对水凝胶辐射交联,再与粘贴固定层结合后,辐射灭菌。具体步骤如下:
[0110]
按照配制流程进行溶解,各组分质量百分比为:聚乙烯醇5%,聚乙烯吡咯烷酮5%,结冷胶2%,甘油2%,聚丙烯酸钠0.1%,纯化水85.9%。
[0111]
选取宽度为25mm,长度为200mm,高度为3mm的注塑托盘,原料液的温度控制在50℃,进行灌装,料液上层贴敷过渡层,亲水性过渡层经过料液浸润,使凝胶与亲水过渡层结合,浸润之后,降温至10℃,凝胶完成物理预固型,辐射交联,将交联后的基材与固定粘贴层组合,装袋封口,辐射灭菌,辐射设备均采用电子加速器,电子束能力2mev,束流200μa,改变辐射交联和灭菌,具体参数如下表3:
[0112]
[0113][0114]
使用拉力试验机测试水凝胶与粘贴固定层的剥离力,同时对医用水凝胶样品进行理化和生物学测试,
[0115]
测试结果如下表4
[0116][0117]
采用先辐射交联再组合的制备方法,所有对比例的凝胶层与粘贴固定层的剥离力很低,出现结合不良现象,无法实现固定功能。
[0118]
当灭菌剂量低于15kgy,出现染菌风险,依据辐射灭菌经验,水凝胶产品的灭菌剂量需要高于15kgy。
[0119]
该制备方法中,辐射交联的剂量15kgy时的凝胶强度才可以支撑其与粘贴固定层结合,再加上灭菌剂量,该方法制备的水凝胶必须大于30kgy,远大于本专利的累计辐射剂量15~45kgy,不利于剂量对凝胶性能的调控。
[0120]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1