药物涂层球囊制造方法以及药物涂层球囊与流程
1.本发明总体上涉及医疗装置制造方法,特别涉及一种药物涂层球囊制造方法,尤其涉及一种用于冠脉和外周介入领域的新型药物涂层球囊制造方法及通过该制造方法制造而成的新型药物涂层球囊的各种实施例。
背景技术:
2.公所周知,药物涂层球囊是近年来出现的用于腔内治疗的新兴治疗手段。已知的是,药物涂层球囊介入技术可以显著的降低再狭窄发生的概率,可以用于人体血管的任何部位,特别是用于冠脉和外周介入领域。此外,即使不幸发生了再狭窄,药物涂层球囊介入技术也不会增加再次手术的难度,展示了药物涂层球囊的良好使用前景。
3.然而,虽然药物涂层球囊可以一定程度上缓解球囊扩张术和支架置入术所带来的副作用,但是药物涂层球囊在输送过程中不可避免地会有药物损失,从而或多或少地影响最终的疗效。
4.公知的,为了降低药物球囊输送过程中的药物损失(例如,在输送过程由于不当操作而触碰血管内壁而造成附着的药物涂层完全或部分的脱落等),可以采用优化球囊导管的结构、降低球囊折叠后的外径、减少球囊与止血阀的接触面积、改善球囊表面药物涂层的配方组成等技术手段,例如参见如下给出的专利文献1和专利文献2。
5.例如,在专利文献2中提到了预先将球囊折叠成形为三翼,然后将折叠后的球囊充盈而膨胀,之后再将充盈后的球囊(此时,球囊的三翼都处于弹起(pop out)状态)置于真空环境下利用涂覆机将药物分散在球囊表面形成均匀的表面涂层,最后再将如上制备的带有药物涂层的球囊抽负压使其变形为三翼包被形状,并放入保护套管以保护药物涂层不受损失。
6.虽然专利文献2提供的方案能够在一定程度上实现涂覆机针对特定对象(充盈膨胀的球囊)表面实现涂层均匀且厚度一致,但是本发明发明人经过大量实验和活体测试后发现,上述涂层均匀化且厚度一致仅仅是在中间状态(过渡状态)的药物球囊制备过程的短暂实现,而非是在最终产品(即市面上可购买的球囊产品)上能够实现涂层均匀化且厚度一致。特别的,如上所述,在涂覆机的涂覆步骤之后的后续步骤,即针对表面带有药物涂层的球囊抽负压步骤,当通过负压使得充盈膨胀的球囊变形为三翼包被形状的紧凑状态下的球囊时,会在三翼的折痕位置的附近由于弯折应力不利地造成部分药物涂层的脱落或破损。相应的,将药物涂层球囊放置到保护套之后得到的最终产品(药物涂层球囊)以及在使用中将最终产品输送到人体血管中并充气打开后的三翼弹起状态的球囊,都不能令人满意地实现球囊表面药物涂层的均匀化且厚度一致。
7.引用文献
8.专利文献1,cn209108383u。
9.专利文献2,cn115105727a。
技术实现要素:
10.本发明实施例的目的是提供一种药物涂层球囊制造设备及其制造方法、以及通过该药物涂层球囊制造设备及其制造方法所相应得到的药物涂层球囊,用于解决虽然在中间状态(充盈膨胀的球囊)下能够保证球囊表面厚度均匀,但是却不能保证在最终状态(球囊折翼包被球囊体的紧凑状态)下球囊表面厚度基本上一致的技术问题。为了解决上述技术问题,本发明实施例是这样实现的:
11.在第一方面中,本发明实施例提供了一种药物涂层球囊制造方法,所述药物涂层球囊制造方法用于在预先制备且处于充盈膨胀状态下的球囊体的表面上涂覆药物涂层,在连接有所述球囊体并且与所述球囊体同轴旋转的连接部上预先设置有多条标记线,并且所述连接部上的相邻两条标记线对应于所述球囊体上形成球囊折翼相应的折痕位置。所述药物涂层球囊制造方法包括:提供液体或固体颗粒悬浮液状态下的药物,并且将药物通过涂覆装置涂覆在处于充盈膨胀状态下的球囊体的表面上,以形成药物涂层;在x轴、y轴、z轴三个方向当中的一个或多个方向上驱动所述涂覆装置移动;以顺时针或逆时针方向驱动所述球囊体以及所述连接部以预定的转速进行同轴旋转;当驱动所述球囊体以及所述连接部以预定的转速同轴旋转时,依次检测所述连接部上预先设置的多条标记线当中的每一条标记线;以及,在先后两次检测到相邻的两条标记线的期间内,发送控制指令,以便改变所述涂覆装置在x轴、y轴、z轴中的一个轴或多个轴方向上的运动、和/或所述球囊体的转速。由此经过所述药物涂层球囊制造方法处理得到的所述处于充盈膨胀状态下的球囊体的表面上所对应的折痕位置处所形成的药物涂层厚度与除对应的折痕位置以外的其他位置处的药物涂层厚度相比较实质上更大。
12.本发明如上给出的技术方案(药物涂层球囊制造方法)提出了一种折衷(tradeoff)策略,即提出了在预先设定的多个折痕位置处预先补偿在后续步骤中由于抽负压操作造成这些折痕位置处已经被涂覆的药物涂层被应力剥离或脱落的损失厚度值,从而有效地确保在最终状态(球囊折翼包被球囊体的紧凑状态)下球囊表面药物涂层厚度基本上一致。
13.根据本发明的一些可选实施例,所述处于充盈膨胀状态下的球囊体的表面上在对应的折痕位置处所形成的药物涂层的厚度值是除对应的折痕位置以外的其他位置处的药物涂层的厚度值的大约1.5至2倍。
14.根据本发明如上给出的技术方案,经过大量模拟实验和真实条件下的应用,根据先验知识(priori knowledge)和后验知识(posteriori knowledge)能够确定的是,考虑到在后续步骤中由于抽负压操作造成这些折痕位置处已经被涂覆的药物涂层被应力剥离或脱落的损失厚度值通常为其他位置出的药物涂层的厚度值的大约0.5至1倍,因此故意地在先前的涂覆步骤中将所述处于充盈膨胀状态下的球囊体的表面上在对应的折痕位置处所形成的药物涂层的厚度值设置得较大,例如优选的设置为除对应的折痕位置以外的其他位置处的药物涂层的厚度值的大约1.5至2倍。如此这样,能够有效地确保在最终状态(球囊折翼包被球囊体的紧凑状态)下球囊表面的药物涂层厚度基本上一致。
15.根据本发明的一些可选实施例,所述折痕位置共有三个或者五个或者六个,并且分别利用所述三个折痕位置或者所述五个折痕位置或者所述六个折痕位置形成三个球囊折翼或者五个球囊折翼或者六个球囊折翼。
16.根据本发明如上给出的技术方案,通过巧妙地选取由例如金属丝(例如,极为纤细的铜丝,直径0.001~0.005mm)形成的标记线在与球囊体相连接的连接部上勾勒出与球囊体的折痕位置相对应的位置,特别是极为纤细的金属丝不仅可以被设置在连接部的内部而且还可以裸露在外,不仅能够方便例如超声波探测来检测标记线,而且不会影响驱动球囊体同轴旋转的连接部的外观。另外,实践证明,具有三翼、五翼、六翼的药物涂层球囊特别有利于球囊上涂覆的治疗药物与血管病变部位的充分接触而实现定点给药,而且也方便药物涂层球囊从外周血管或冠脉血管内的取出。
17.根据本发明的一些可选实施例,当在所述标记线检测装置先后两次检测到标记线的期间内第一次检测到标记线时,发送第一控制指令,以使得在所述球囊体轴向延伸的x轴方向上驱动所述涂覆装置的驱动速度减小。
18.根据本发明如上给出的技术方案,通过巧妙地选取由例如金属丝在连接部上形成的标记线勾勒出球囊体上对应的折痕位置,通过在极短时间段内先后两次标记线的检测来确定球囊需要被特殊处理(即涂覆工艺中加大涂覆)的折痕位置区域,在第一特定操作处理中,利用在所述球囊体轴向延伸的x轴方向上驱动所述涂覆装置的驱动速度减小,来实现在单位时间内能够在对应的折痕位置处涂覆和沉积更大量的药物。
19.根据本发明的一些可选实施例,当在所述标记线检测装置先后两次检测到标记线的期间内第一次检测到标记线时,发送第二控制指令,以使得在与所述球囊体设置平面相垂直的z轴方向上驱动所述涂覆装置位置上更加靠近所述处于充盈膨胀状态下的球囊体。
20.根据本发明如上给出的技术方案,通过巧妙地选取由例如金属丝在连接部上形成的标记线勾勒出球囊体上对应的折痕位置,通过在极短时间段内先后两次标记线的检测来确定需要被特殊处理(即涂覆工艺中加大涂覆)的折痕位置区域,在第二特定操作处理中,利用在与所述球囊体设置平面相垂直的z轴上驱动所述涂覆装置位置上更加靠近所述处于充盈膨胀状态下的球囊体(即使得所述涂覆装置在z轴方向上与球囊体的距离缩短),来实现在单位时间内能够在对应的折痕位置处涂覆和沉积更大量的药物。
21.根据本发明的一些可选实施例,当先后两次检测到标记线的期间内第一次检测到标记线时,发送第三控制指令,以使得在以旋转轴为中心的顺时针方向或者逆时针方向上驱动所述处于充盈膨胀状态下的球囊体的转速降低。
22.根据本发明如上给出的技术方案,通过巧妙地选取由例如金属丝在连接部上形成的标记线勾勒出球囊体上对应的折痕位置,通过在极短时间段内先后两次标记线的检测来确定需要被特殊处理(即涂覆工艺中加大涂覆)的折痕位置区域,在第三特定操作处理中,利用在以旋转轴为中心的顺时针方向或者逆时针方向上驱动所述处于充盈膨胀状态下的球囊体的转速降低(即所述球囊体的旋转角速度变小),来实现在单位时间内能够在对应的折痕位置处涂覆和沉积更大量的药物。
23.根据本发明的一些可选实施例,当先后两次检测到标记线的期间内第二次检测到标记线时,发送第四控制指令,以使得所述涂覆装置复位为正常工作状态。
24.根据本发明如上给出的技术方案,通过巧妙地选取由例如金属丝在连接部上形成的标记线勾勒出球囊体上对应的折痕位置,通过在极短时间段内先后两次标记线的检测来确定需要被特殊处理(涂覆工艺中加大涂覆)的折痕位置区域,在第四特定操作处理中,当在极短时间段内第二次检测到标记线时,能够确定特殊处理需要被结束,并恢复预定的针
对除对应的折痕位置以外的其他位置处的正常处理,从而能够实现虽然在中间状态(充盈膨胀的球囊)下球囊表面上的药物涂层厚度不均匀,但是却能有效地保证在最终状态(球囊折翼包被球囊体的紧凑状态)下球囊表面上的药物涂层厚度基本上一致。
25.根据本发明的一些可选实施例,所述药物涂层还可以包括多种类型的抗增生药物、以及赋形剂和稳定剂。例如,所述抗增生药物成分为尼莫司汀、卡莫司汀、5-氟尿嘧啶、氟鸟苷、吉西他滨、柔红霉素、多柔比星、紫杉醇、长春碱、拓扑替康、氨鲁米特、西罗莫司、依维莫司、佐他莫司中的一种或多种。所述赋形剂为紫胶胺盐、柠檬酸、白藜芦醇、聚甲基丙烯酸丁酯、硬脂酸、硬脂酸镁、硬脂酸钠、硬脂酸锌、硬脂酰胺、棕榈酸异辛酯、亚油酸、亚麻酸、单油酸甘油酯、碘海醇、碘普罗胺、尿素、山梨糖醇、聚山梨糖醇、柠檬酸三己酯、磷脂、罗哌嗪基质、胆固醇、维生素e、维生素e聚乙二醇琥珀酸酯中的一种或多种。所述稳定剂为丁基羟基茴香醚、二丁基羟基甲苯、没食子酸丙酯、生育酚、抗坏血酸及其钠盐、植酸、乙二胺四乙酸二钠中的一种或多种。
26.根据本发明如上给出的技术方案,能有效地保证球囊进入人体时,球囊表面上的药物涂层厚度更加均匀一致,且由于使用了上述抗增生药物、以及赋形剂和稳定剂,因此通过药物涂层球囊制造方法所制成的药物涂层球囊与普通的药物涂层相比较,使得最终到达患处的球囊表面药物涂覆更充分均匀,从而药物利用度更高,更容易被人体吸收,血管壁保留时间更长,进而显著的提高远期通畅程度。
27.根据本发明的一些可选实施例,所述连接部上设置的相邻两条标记线之间的间隔为0.01mm至0.05mm。
28.根据本发明如上给出的技术方案,所述连接部上设置的相邻两条标记线之间的间隔为0.01mm至0.05mm,并且配合标记线检测装置,能够有效地检测直径为0.001~0.005mm的极为纤细的铜丝。并且,间隔为0.01mm至0.05mm的范围能够满足形成球囊折翼。由此,标记线检测装置能够有利地实现快速且精准地确定需要改变所述涂覆装置在x轴、y轴、z轴中的一个轴或多个轴的运动、和/或所述球囊体在旋转轴方向上的转速的时机。
29.根据本发明的一些可选实施例,在所述球囊体设置平面内与所述球囊体轴向延伸的x轴方向相垂直的y轴方向上以基本上平行的方式设置有两个以上的预先制备且处于充盈膨胀状态下的球囊体。优选的,所述两个以上的预先制备且处于充盈膨胀状态下的球囊体当中的相邻两个球囊体之间的间隔是基本上相同的,即等距设置。
30.根据本发明如上给出的技术方案,通过在所述球囊体设置平面内与所述球囊体轴向延伸的x轴方向相垂直的y轴方向上以基本上平行的方式设置有两个以上的预先制备且处于充盈膨胀状态下的球囊体,能够利用一套药物涂层球囊制造设备同时针对多个球囊体进行药物涂覆处理,从而极大地提高了处理速度和处理效率。
31.根据本发明的一些可选实施例,所述精密微量涂覆装置是精密微量涂覆装置,并且所述标记线检测装置是用于检测标记线的超声波检测装置。
32.根据本发明如上给出的技术方案,相比于真空蒸镀、cvd等镀膜工艺,精密微量涂覆装置成本低于真空镀膜设备,且可以实现在常温常压环境下制备药物涂层,使得微米级甚至是纳米级的药物涂层的规模化生产成为可能。另外,超声波检测装置能够通过分析被反射回来的超声信号来确定球囊体内的细长标记线的存在。
33.根据本发明的一些可选实施例,药物涂层球囊制造方法例如还包括:通过抽吸负
压装置,将充盈膨胀状态下的球囊体变形为球囊折翼包被所述球囊体的紧凑状态;以及,将所述处于紧凑状态下的球囊体放置进入保护套管中。
34.根据本发明如上给出的技术方案,通过上述步骤能够完成药物涂层球囊的最终制备。也就是说,将为了充分地进行药物涂覆的充盈膨胀状态下的球囊体变形为球囊折翼包被所述球囊体的紧凑状态,并放置在细长形状的保护套管当中以便售卖。
35.在第二方面中,本发明实施例还提供了一种药物涂层球囊,所述药物涂层球囊是通过第一个方面中所描述的任意一种药物涂层球囊制造方法制造得到的。
36.根据本发明的一些可选实施例,所述处于充盈膨胀状态下的球囊体的表面上在对应的折痕位置处所形成的药物涂层的厚度值是除对应的折痕位置以外的其他位置处的药物涂层的厚度值的大约1.5至2倍;并且,处于所述球囊折翼包被所述球囊体的紧凑状态下的球囊的整个表面上的各个位置处的药物涂层的厚度值基本上是相同的。
37.根据本发明如上给出的技术方案,经过大量模拟实验和真实条件下的应用,根据先验知识和后验知识能够确定的是,考虑到在后续步骤中由于抽负压操作造成这些折痕位置处已经被涂覆的药物涂层被应力剥离或脱落的损失厚度值通常为其他位置出的药物涂层的厚度值的大约0.5至1倍,因此故意地在之前的涂覆步骤中将所述处于充盈膨胀状态下的球囊体的表面上在对应的折痕位置处所形成的药物涂层的厚度值设置得较大,例如优选的为除对应的折痕位置以外的其他位置处的药物涂层的厚度值的大约1.5至2倍。如此这样,能够有效地确保在最终状态(球囊折翼包被球囊体的紧凑状态)下球囊表面的药物涂层厚度基本上一致。
38.根据本发明的一些可选实施例,所述药物涂层球囊构成快速交换结构的球囊导管或者双腔结构的球囊导管的一部分。
39.根据本发明如上给出的技术方案,利用本领域常见的快速交换结构的球囊导管或者双腔结构的球囊导管就可以实现将通过本发明实施例提供的药物涂层球囊应用于人体的冠脉或外周血管病变处,极大地方便了使用并相应地扩展了应用场景。
40.根据本发明的一些可选实施例,所述药物涂层球囊具有三个球囊折翼或者五个球囊折翼或者六个球囊折翼。
41.根据本发明如上给出的技术方案,实践证明,具有三翼、五翼、六翼的药物涂层球囊特别有利于球囊上涂覆的治疗药物与血管病变部位的充分接触而实现定点给药,而且也方便药物涂层球囊从外周血管或冠脉血管内的取出。
42.在第三方面中,本发明实施例提供了一种药物涂层球囊制造设备,所述药物涂层球囊制造设备用于在预先制备且处于充盈膨胀状态下的球囊体的表面上涂覆药物涂层,在连接有所述球囊体并且与所述球囊体同轴旋转的连接部上预先设置有多条标记线,并且所述连接部上的相邻两条标记线对应于所述球囊体上形成球囊折翼相应的折痕位置。所述药物涂层球囊制造设备包括:精密微量涂覆装置,所述精密微量涂覆装置用于提供处于液体或固体颗粒悬浮液状态下的药物,并且并且将药物涂覆在处于充盈膨胀状态下的球囊体的表面上,以形成药物涂层;xyz三维步进装置,所述xyz三维步进装置与所述精密微量涂覆装置相连接,并且能够在x轴、y轴、z轴三个方向当中的一个或多个方向上驱动所述精密微量涂覆装置移动;旋转轴驱动装置,所述旋转轴驱动装置包括所述连接部,并且通过所述连接部与所述处于充盈膨胀状态下的球囊体相连接,以顺时针或逆时针方向驱动所述球囊体以
及所述连接部以预定的转速进行同轴旋转;标记线检测装置,所述标记线检测装置用于当所述旋转轴驱动装置驱动所述球囊体以及所述连接部以预定的转速同轴旋转时,依次检测所述连接部上预先设置的多条标记线当中的每一条标记线;以及,控制装置,所述控制装置与所述xyz三维步进装置、所述旋转轴驱动装置、以及所述标记线检测装置相连接,在所述标记线检测装置先后两次检测到标记线的期间内,所述控制装置向所述xyz三维步进装置和/或所述旋转轴驱动装置发送控制指令,以便改变所述精密微量涂覆装置在x轴、y轴、z轴中的一个轴或多个轴方向上的运动、和/或所述球囊体在旋转轴方向上的转速。具体的,在所述控制装置的控制下,所述处于充盈膨胀状态下的球囊体的表面上在对应的折痕位置处所形成的药物涂层厚度与除对应的折痕位置以外的其他位置处的药物涂层厚度相比较实质上更大。
43.本发明如上给出的技术方案(药物涂层球囊制造设备)提出了一种折衷(tradeoff)策略,即提出了在预先设定的多个折痕位置处预先补偿在后续步骤中由于抽负压操作造成这些折痕位置处已经被涂覆的药物涂层被应力剥离或脱落的损失厚度值,从而有效地确保在最终状态(球囊折翼包被球囊体的紧凑状态)下球囊表面药物涂层厚度基本上一致。
44.根据本发明的一些可选实施例,所述处于充盈膨胀状态下的球囊体的表面上在对应的折痕位置处所形成的药物涂层的厚度值是除对应的折痕位置以外的其他位置处的药物涂层的厚度值的大约1.5至2倍。
45.根据本发明的一些可选实施例,所述折痕位置共有三个或者五个或者六个,并且分别利用所述三个折痕位置或者所述五个折痕位置或者所述六个折痕位置形成三个球囊折翼或者五个球囊折翼或者六个球囊折翼。
46.根据本发明的一些可选实施例,当在所述标记线检测装置先后两次检测到标记线的期间内第一次检测到标记线时,所述控制装置向所述xyz三维步进装置发送第一控制指令,以使得所述xyz三维步进装置在所述球囊体轴向延伸的x轴方向上驱动所述精密微量涂覆装置的驱动速度减小。
47.根据本发明的一些可选实施例,当在所述标记线检测装置先后两次检测到标记线的期间内第一次检测到标记线时,所述控制装置向所述xyz三维步进装置发送第二控制指令,以使得所述xyz三维步进装置在与所述球囊体设置平面相垂直的z轴方向上驱动所述精密微量涂覆装置位置上更加靠近所述处于充盈膨胀状态下的球囊体。
48.根据本发明的一些可选实施例,当在所述标记线检测装置先后两次检测到标记线的期间内第一次检测到标记线时,所述控制装置向所述旋转轴驱动装置发送第三控制指令,以使得所述旋转轴驱动装置在以旋转轴为中心的顺时针方向或者逆时针方向上驱动所述处于充盈膨胀状态下的球囊体的转速降低。
49.根据本发明的一些可选实施例,当在所述标记线检测装置先后两次检测到标记线的期间内第二次检测到标记线时,所述控制装置向所述xyz三维步进装置和/或所述旋转轴驱动装置发送第四控制指令,以使得所述xyz三维步进装置和/或所述旋转轴驱动装置复位为正常工作状态。
50.根据本发明的一些可选实施例,所述药物涂层球囊中抗增生药物成分为尼莫司汀、卡莫司汀、5-氟尿嘧啶、氟鸟苷、吉西他滨、柔红霉素、多柔比星、紫杉醇、长春碱、拓扑替
康、氨鲁米特、西罗莫司、依维莫司、佐他莫司中的一种或多种。
51.根据本发明的一些可选实施例,所述标记线检测装置的测量精度不低于0.005mm。
52.根据本发明如上给出的技术方案,所述标记线检测装置能够有效地检测直径为0.001~0.005mm的极为纤细的铜丝,特别是这样的纤细铜丝被设置在连接部的内部而不是裸露在外。由此,所述标记线检测装置能够有利地帮助控制装置快速且精准地确定需要改变所述精密微量涂覆装置在x轴、y轴、z轴中的一个轴或多个轴的运动、和/或所述球囊体在旋转轴方向上的转速的时机。
53.根据本发明的一些可选实施例,在所述球囊体设置平面内与所述球囊体轴向延伸的x轴方向相垂直的y轴方向上以基本上平行的方式设置有两个以上的预先制备且处于充盈膨胀状态下的球囊体。优选的,所述两个以上的预先制备且处于充盈膨胀状态下的球囊体当中的相邻两个球囊体之间的间隔是基本上相同的,即等距设置。
54.根据本发明的一些可选实施例,所述精密微量涂覆装置是精密微量涂覆装置,并且所述标记线检测装置是用于检测标记线的超声波检测装置。
55.提供本发明内容是为了以简化的形式介绍本发明的所选方面和实施例,并且不旨在标识所要求保护的主题的关键特征或本质特征,也不旨在用于帮助确定所要求保护的主题的范围。呈现所选择的方面和实施例仅仅是为了向读者提供本发明可能采取的某些形式的简要概述,并且不旨在限制本发明的范围。在具体实施方式的部分中描述了本发明的其他方面和实施例。
56.在结合附图阅读以下详细描述时,将更好地理解本发明的这些和各种其他的方面、实施例、特征和优点。
附图说明
57.为了更清楚地说明本发明实施例或相关技术中的技术方案,下面将对实施例或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图容易地获得其他的附图。
58.图1是示例性地描绘了快速交换(rx)结构的球囊导管的结构示意图。
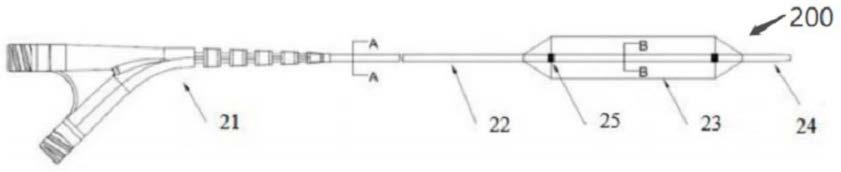
59.图2是示例性地描绘了双腔结构的球囊导管的结构示意图。
60.图3是示例性地描绘了根据本发明实施例所提供的药物涂层球囊制造设备的总体架构的示意图。
61.图4是示例性地描绘了根据本发明实施例所提供的连接部3031沿着x轴和z轴构成的平面切开并且连接部3031的表面sf展开后的示意图,其中示意性地示出了在连接部3031上布置的多条直线型标记线(多条点划线)以及该连接部3031上布置的用于形成球囊折翼的折痕位置相对应的位置aa和球囊上的其他位置相对应的位置bb。
62.图5是示例性地描绘了根据本发明实施例所提供的连接部3031沿着x轴和z轴构成的平面切开并且连接部3031的表面sf展开后的示意图,其中示意性地示出了在连接部3031上布置的多条抛物线形状标记线(多条点划线)以及该连接部3031上布置的用于形成球囊折翼的折痕位置相对应的位置aa和球囊上的其他位置相对应的位置bb。
63.图6是示例性地描绘了根据本发明第一实施例的药物涂层球囊制造方法的第一具
体操作过程的流程图。
64.图7是示例性地描绘了根据本发明第二实施例的药物涂层球囊制造方法的第二具体操作过程的流程图。
65.图8是示例性地描绘了根据本发明第三实施例的药物涂层球囊制造方法的第三具体操作过程的流程图。
66.图9是示例性地描绘了根据本发明各个实施例提供的药物涂层球囊制造方法所得到的新型药物涂层球囊沿图3所示的yz平面的横截面示意图,示出了该新型药物涂层球囊(球囊处于充盈膨胀且尚未进行球囊折翼包被球囊体处理的状态下)与普通药物涂层球囊相比较主要改进。
具体实施方式
67.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
68.本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便本技术的实施例能够以除了在这里图示或描述的那些以外的顺序实施,且“第一”、“第二”等所区分的对象通常为一类,并不限定对象的个数,例如第一对象可以是一个,也可以是多个。此外,说明书以及权利要求中“和/或”表示所连接对象的至少其中之一,字符“/”,一般表示前后关联对象是一种“或”的关系;并且,字符
“‑”
,一般表示前后关联对象是一种“及”的关系。
69.在本发明实施例的描述中,需要理解的是,术语“中心”、“长度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明实施例的限制。
70.在本发明实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接,还可以是通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明实施例中的具体含义。
71.在本发明实施例中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
72.重要术语
73.首先,为了方便描述,给出本技术中所涉及的一些重要术语的定义。
74.介入式医疗系统
75.介入医疗系统是指,通过外科手段插入人体或自然腔口中,进行短时间的治疗或检查,治疗或检查完毕即取出。
76.通常而言,介入医疗系统包括但不限于介入医疗器械诊察、介入医疗器械操作、以及介入医疗器械植入。
77.血管内系统
78.血管内系统在本发明各个实施例中是指,通过上述介入医疗系统实现将球囊导管通过介入式医疗器械植入/部署/放置在人体血管内的特定位置处的医疗器械系统。
79.球囊导管
80.球囊导管,有时候也称为球囊扩张导管,是一种医疗介入器材。一般而言,球囊导管由导管、球囊体、连接部、导丝插入管和球囊充盈管等部件组成。
81.冠脉
82.冠脉,也称冠状动脉,人体心的形状如一倒置的、前后略扁的圆锥体,如将其视为头部,则位于头顶部、几乎环绕心脏一周的冠状动脉恰似一顶王冠,这就是其名称由来。
83.外周血管
84.外周血管是除了心脑血管以外的血管,包括四肢,头颈部,躯干的动静脉血管。
85.超声波检测
86.超声波检测装置能够采用超声波声源产生的超声波发射进入被测物体内部,如果被测物体内部存在缺陷(其他材料的物质),其他材料与被测物体材料之间形成一个交界面,交界面之间的声阻抗不同,当超声波遇到交界面后就会发生反射,反射回来的超声信号被接收到,通过对接收到的超声信号进行分析,判断被测物体内部情况。这就是超声波检测的工作原理。
87.球囊导管的总体架构
88.图1示出了根据本发明实施例的新型药物涂层球囊所应用的快速交换结构的球囊导管100的示例。在大致的概览中,示例性快速交换结构的球囊导管100至少包括尖端11、新型药物涂层球囊12、标识环13、轴杆14、标记带15和导管座16。该示例性快速交换结构的球囊导管100可以被专业人员操作,以便在患者体内的目标部位处递送和部署新型药物涂层球囊12,以便实现定制的药物与血管病变部位的充分接触而实现定点给药,而且也方便将新型药物涂层球囊12从患者的外周血管或冠脉血管内的取出。
89.图2示出了根据本发明实施例的新型药物涂层球囊所应用的双腔结构的球囊导管200的示例。在大致的概览中,示例性双腔结构的球囊导管200至少包括导管座21、轴杆22、新型药物涂层球囊23、尖端24和标记环25。同样的,与快速交换结构的球囊导管100相类似,该示例性双腔结构的球囊导管200可以被专业人员操作,以便在患者体内的目标部位处递送和部署新型药物涂层球囊23,以便实现定制的药物与血管病变部位的充分接触而实现定点给药,而且也方便将新型药物涂层球囊23从患者的外周血管或冠脉血管内的取出。而且与快速交换结构的球囊导管100相比较,结构更加简单且更加便于操作和使用。
90.药物涂层球囊制造设备及其制造方法
91.这里,作为快速交换结构的球囊导管100和双腔结构的球囊导管200的核心部件的
新型药物涂层球囊(球囊体)12、23是通过根据本发明实施例所提供的药物涂层球囊制造方法所制造得到的。作为一个非限制性示例,可以例如采用图3所示的药物涂层球囊制造设备300。该药物涂层球囊制造设备300用于在预先制备且处于充盈膨胀状态下的球囊体12、23的表面上涂覆药物涂层,在连接有球囊体12、23并且与球囊体12、23同轴旋转的连接部3031(见图3)的表面或者内部预先设置有多条标记线401(见图4、图5),并且所述连接部上的相邻两条标记线401对应于球囊体12、23上形成球囊折翼相应的折痕位置。
92.这里,需要说明的是,上述折痕位置不构成球囊体12、23以及球囊导管100、200的任何组成部分,而仅仅是虚拟的位置标记,用来标识后续步骤中形成球囊折翼所对应的大致位置。并且,能够理解的是,在球囊体12、23以及球囊导管100、200的最终产品中并不存在上述折痕位置。
93.具体的,如图3所示,药物涂层球囊制造设备300例如包括:精密微量涂覆装置301、xyz三维步进装置302、旋转轴驱动装置303、标记线检测装置304、控制装置305。其中,旋转轴驱动装置303包括连接部3031,该连接部3031连接有球囊体12、23并且能够与球囊体12、23同轴旋转。其中,图3中所示的各个组成部件之间的连线示意性地表示相关部件是相连接的。
94.该精密微量涂覆装置301用于提供处于液体或固体颗粒悬浮液状态下的药物,并且将该药物涂覆在处于充盈膨胀状态下的球囊体12、23的表面上,以形成具有一定厚度的药物涂层。
95.实际中,精密微量涂覆装置301需要选取适合于药物球囊涂覆等较小面积薄膜涂层的涂覆工艺。例如,精密微量涂覆装置301可以例如是移液管、移液笔、移液腔、移液滴管等。相应的,精密微量涂覆装置301的涂覆颗粒大小范围可以例如被设置为15-40μm,涂覆宽度例如被设置为2-10mm,涂覆流量例如被设置为0.1ml/min,而涂覆高度可以例如被设置为10-30mm。但是,如上给出的这些数据仅仅是示例性的,并不构成对于本发明实施例的任何限制。
96.另外,上述xyz三维步进装置302与精密微量涂覆装置301相连接,并且能够在x轴、y轴、z轴三个方向上驱动该精密微量涂覆装置301移动。这里,如图3所示出的,x轴对应于球囊体12、23的轴向延伸方向,y轴对应于在球囊体12、23所设置的平面内与球囊体12、23轴向延伸的x轴方向相垂直的方向,而z轴对应于与球囊体12、23所设置的平面相垂直的方向。上述xyz三维步进装置302可以选用例如由德国贝尔(bale)公司生产制造的8618hb1401型号或者基于该型号的改进版本的微型步进电机,能够实现0.01~0.05mm的驱动精度,但是这样的选择仅仅是一个示例并不构成对于本发明实施例的任何限制。
97.另外,上述旋转轴驱动装置303通过连接部3031与上述处于充盈膨胀状态下的球囊体12、23相连接,以顺时针或逆时针方向驱动球囊体12、23以及连接部3031以预定的转速进行同轴旋转。在图3中仅示出了每个球囊体12、23都以顺时针方向旋转作为示例,但是每个球囊体12、23还可以例如以逆时针方向旋转。甚至是,如果需要,多个球囊体12、23中一些球囊体12、23以顺时针方向旋转,而另一些球囊体12、23以逆时针方向旋转。因此,球囊体12、23的旋转方向并不作为限定。这里,预定的转速可以根据实际需要来设定。通常而言,驱动球囊体12、23的旋转速度可以例如被设置为30-120弧度/秒(rad/s)。
98.另外,上述标记线检测装置304用于当上述旋转轴驱动装置303驱动球囊体12、23
以及连接部3031以预定的转速同轴旋转时,依次检测连接部3031的表面上或者内部所设置的多条标记线当中的每一条标记线401(参见图4)。
99.这里,标记线检测装置304能够通过分析被反射回来的超声信号来确定连接部3031的表面上或者内部的细长标记线的存在。标记线检测装置304能够有效地检测直径为0.001~0.005mm的极为纤细的铜丝,特别是这样的纤细铜丝被设置在连接部3031的内部而不是裸露在外。由此,标记线检测装置304能够有利地帮助控制装置305快速且精准地确定需要改变上述精密微量涂覆装置301在x轴、y轴、z轴中的一个轴或多个轴的运动、和/或球囊体12、23在旋转轴方向上的转速的时机。例如,标记线检测装置304可以选用由日本基恩士(keyence)公司生产制造的fw-h02型号或者特制版本的超声波传感器探头,特制版本的超声波探头能够实现1ms~10ms的响应速度,但是这样的选择仅仅是一个示例并不构成对于本发明实施例的任何限制。
100.另外,上述控制装置305与上述xyz三维步进装置302、上述旋转轴驱动装置303、以及上述标记线检测装置304相连接,在标记线检测装置304先后两次检测到标记线401(参见图4)的期间内,控制装置305向xyz三维步进装置302和/或旋转轴驱动装置303发送控制指令,以便改变精密微量涂覆装置301在x轴、y轴、z轴中的一个轴或多个轴的运动、和/或球囊体12、23在旋转轴方向上的转速。这里,上述控制装置305可以采用日本瑞萨(renesas)电子集团所生产制造的新型微控制器(mcu)型号rh850/u2b,其带有矢量扩展,支持复杂数学算法的快速执行,但是这样的选择仅仅是一个示例并不构成对于本发明实施例的任何限制。
101.相应的,在控制装置305的控制下,处于充盈膨胀状态下的球囊体12、23的表面上在对应的折痕位置(对应于图4中示出的aa,并且折痕位置的大小与图4所示的连接部上的aa位置的大小成比例)处所形成的药物涂层厚度与除对应的折痕位置以外的其他位置(对应于图4中示出的bb,并且其他位置的大小与图4所示的连接部上的bb位置的大小成比例)处的药物涂层厚度相比较实质上更大。优选的,处于充盈膨胀状态下的球囊体的表面上在对应的折痕位置处所形成的药物涂层的厚度值是除对应的折痕位置以外的其他位置处的药物涂层的厚度值的大约1.5至2倍。
102.经过本发明人所做出的大量模拟实验和真实条件下的应用,根据先验知识和后验知识能够确定的是,考虑到在后续步骤中由于抽负压操作造成这些折痕位置处已经被涂覆的药物涂层被应力剥离或脱落的损失厚度值通常为其他位置出的药物涂层的厚度值的大约0.5至1倍(具体的损失厚度值通常依赖于后续折痕折叠步骤中的具体工艺操作,这是本领域技术人员基于现有技术所能够理解的),因此故意地在先前的涂覆步骤中将所述处于充盈膨胀状态下的球囊体的表面上在对应的折痕位置处所形成的药物涂层的厚度值设置得较大,例如优选的为除对应的折痕位置以外的其他位置处的药物涂层的厚度值的大约1.5至2倍。如此这样,能够有效地确保在最终状态(球囊折翼包被球囊体的紧凑状态)下球囊表面的药物涂层厚度基本上一致。
103.如图4所示,示例性地描绘了根据本发明实施例所提供的药物涂层球囊12、23处于充盈膨胀状态下所连接的连接部3031沿着x轴和z轴(参见图3)构成的平面切开并且表面sf展开后的示意图,其中示意性地示出了多条标记线401(多条点划线)和用于形成球囊折翼的折痕位置(折痕区域)所对应的位置aa。另外,在图4中,附图标记aa标识的是连接部3031上的位置,但是对应于处于充盈膨胀状态下的球囊体的表面上的折痕位置,而附图标记bb
标识的是连接部3031上的位置,但是对应于药物涂层球囊12、23的表面上除了多个折痕位置以外的其他位置。
104.另外,虽然在图4中示出了十二条标记线401,并且对应地形成了六个折痕位置(折痕区域),以便相应的形成六个球囊折翼。但是本领域技术人员能够理解的是,标记线以及对应的折痕位置(折痕区域)的数目还可以根据实际需要来设置。例如,还可以设置十条标记线401和五个折痕位置(折痕区域),以便相应的形成五个球囊折翼。或者,还可以设置六条标记线401和三个折痕位置(折痕区域),以便相应的形成三个球囊折翼。
105.另外,如本领域技术人员能够理解的,标记线401的形状并非一定是直线型,还可以根据实际需要,特别是球囊折翼的形成方式来相应的设置成其他合适的形状,例如双曲抛物线形状,如图5所示。
106.接下来,将会参考图3至图5、图6至图9来详细描述本发明的各个实施例和变形例,以便更好地理解药物涂层球囊制造方法以及如何利用例如药物涂层球囊制造设备300来实现该药物涂层球囊制造方法的具体操作过程,来实现在预先设定的多个折痕位置处预先补偿在后续步骤中由于抽负压操作造成这些折痕位置处已经被涂覆的药物涂层被应力剥离或脱落的损失厚度值,从而有效地确保在最终状态(球囊折翼包被球囊体的紧凑状态)下球囊表面药物涂层厚度基本上一致。
107.需要说明的是,以下描述的本发明的各个实施例和变形例都是针对数目为一个处于充盈膨胀状态下的球囊体12、23作为处理对象。此时,xyz三维步进装置302在y轴方向上基本上保持不变,而在x轴和z轴方向上进行驱动。清楚的是,如果在y轴方向上设置有多个球囊体12、23(如图3所示),则需要xyz三维步进装置302在x轴、y轴、z轴三个方向上进行驱动。
108.第一实施例
109.图6是根据本发明第一实施例的药物涂层球囊制造方法的第一具体操作过程的流程图。其中,根据本发明第一实施例的药物涂层球囊制造方法可以例如使用如图3所示的药物涂层球囊制造设备300。当然这并不构成限制,该药物涂层球囊制造方法还可以由其他类似的药物涂层球囊制造设备来实施。具体的,关于药物涂层球囊制造设备300的具体构成,还请参见图3所示。另外,关于标记线和折痕位置所对应的位置等在连接部3031上的布置方式,还请参见图4和图5所示。
110.这里,在开始图6所示的各个步骤之前,已经完成好形成预先制备且处于充盈膨胀状态下的球囊体12、23的预备工作。这些预备工作包括:将特定药物涂层溶液制备、充装及提供给精密微量涂覆装置301,在充盈压力例如大约为1atm的条件下充盈球囊体12、23,并且将处于充盈膨胀状态下的一个或多个球囊体12、23安置在旋转轴驱动装置303上。
111.如图3和图6所示,根据本发明第一实施例的药物涂层球囊制造方法的第一具体操作过程例如包括如下步骤:
112.步骤s601,提供处于液体或固体颗粒悬浮液状态下的药物,并且通过精密微量涂覆装置301将该药物连续涂覆在处于充盈膨胀状态下的球囊体12、23的表面上;
113.步骤s602,通过与精密微量涂覆装置301相连接的xyz三维步进装置302在x轴方向上驱动精密微量涂覆装置301移动,即在球囊体12、23的轴向方向上移动;
114.步骤s603,通过连接部3031与处于充盈膨胀状态下的球囊体12、23相连接的旋转
轴驱动装置303,以顺时针或逆时针方向驱动球囊体12、23和连接部3031以预定的转速进行同轴旋转;
115.步骤s604,通过标记线检测装置304,当旋转轴驱动装置303驱动球囊体12、23和连接部3031以预定的转速同轴旋转时,依次检测连接部3031的表面上或内部所设置的多条标记线401当中的每一条标记线401;
116.步骤s605,通过与xyz三维步进装置302、旋转轴驱动装置303、以及标记线检测装置304相连接的控制装置305,当在标记线检测装置304先后两次检测到标记线401的期间内第一次检测到标记线401时,该控制装置305向xyz三维步进装置302发送第一控制指令,以使得xyz三维步进装置302在球囊体12、23轴向延伸的x轴方向上驱动精密微量涂覆装置301的驱动速度减小;以及
117.步骤s606,当在标记线检测装置304先后两次检测到标记线401的期间内第二次检测到标记线401时,控制装置305向xyz三维步进装置302发送第四控制指令,以使得xyz三维步进装置302复位为正常工作状态,即恢复为除对应于图4和图5所示出的位置aa(对应于球囊体12、23上的折痕位置)之外的位置bb(对应于球囊体12、23上的其他位置)处的工作状态。
118.值得注意的是,步骤s602和s603通常是并行方式同时执行。当然,如果需要,也可以将这两个步骤设置为先后方式顺序执行,本发明各个实施例并不以此为限。
119.另外,步骤s605和s606将会被重复执行直至检测到球囊体12、23的表面上药物涂层厚度达到预定值为止。在实际应用中,上述标记线检测装置304例如是用于检测标记线的超声波检测装置。该超声波检测装置还可以具有利用超声回波检测球囊体12、23的表面上药物涂层厚度的功能,在此不再赘述。
120.下面,将会对控制装置305向xyz三维步进装置302发送第一控制指令,以使得xyz三维步进装置302在球囊体12、23轴向延伸的x轴方向上驱动精密微量涂覆装置301的驱动速度减小做出具体说明。
121.首先,如本领域技术人员所理解的,第一、第四控制指令在本发明各个实施例中例如是可编辑逻辑控制(plc)程序或程序段。当然,随着控制装置所选取的不同类型,第一、第四控制指令在本发明各个实施例中也可以是其他类型数字化逻辑控制器的程序或程序段,只要能够实现快速并且准确地控制xyz三维步进装置302的步进(伺服)驱动即可,在此不再赘述。
122.这里,如图3所示,控制装置305实现控制所考虑到的参数包括但不限于:(i)由xyz三维步进装置302处反馈得到的精密微量涂覆装置301的实时动态三维(x、y、z)坐标值、(ii)由旋转轴驱动装置303处反馈得到的球囊体12、23的旋转角速度θ、(iii)由标记线检测装置304处反馈得到的标记线检测结果(真/假(true/false))和(iv)计数值、(v)由标记线检测装置304处反馈得到的球囊体12、23表面上的动态涂层厚度、(vi)精密微量涂覆装置301在单位时间内的药物施加量及转化率(即药物能够保留在球囊体12、23表面上的大致比值)等。
123.因此,在第一实施例中,本发明人经过精巧的设计和大量实验,确定以参数(iii)和(iv)作为判断作为开始和结束特殊处理(在第一实施例中,减慢xyz三维步进装置302在球囊体12、23轴向延伸的x轴方向上的运动速度sp)的判断要素,以参数(i)作为确定xyz三
维步进装置302在球囊体12、23轴向延伸的x轴方向上的运动速度以及需要减慢的程度。
124.特别的,本发明人发现,在其他参数基本上恒定的条件下,作为变量的运动速度sp的改变与处于充盈膨胀状态下的球囊体12、23的表面上所形成的药物涂层厚度的变化呈一定形式的线性关系。因此,基于大量的实验可以得到这样的线性关系,并利用plc程序预先存储这样的线性关系以备控制装置305调用并实现相应的控制,以便实现预期的控制效果。
125.最后,在经过上述步骤的反复执行之后,处于充盈膨胀状态下的球囊体12、23的表面上在对应的折痕位置(对应于图4、图5所示的位置aa)处所形成的药物涂层厚度与除对应的折痕位置以外的其他位置(对应于图4、图5所示的位置bb)处的药物涂层厚度相比较实质上更大。优选的,处于充盈膨胀状态下的球囊体的表面上在对应的折痕位置(对应于图4、图5所示的位置aa)处所形成的药物涂层的厚度值是除对应的折痕位置以外的其他位置(对应于图4、图5所示的位置bb)处的药物涂层的厚度值的大约1.5至2倍。但是,上述厚度值的比值仅仅是一个示例,还可以根据实际需要将两者厚度值的比值设置为其他数值,本发明的各个实施例并不以此为限。
126.第二实施例
127.图7是根据本发明第二实施例的药物涂层球囊制造方法的第二具体操作过程的流程图。其中,根据本发明第二实施例的药物涂层球囊制造方法可以例如使用如图3所示的药物涂层球囊制造设备300。当然这并不构成限制,该药物涂层球囊制造方法还可以由其他类似的药物涂层球囊制造设备来实施。具体的,关于药物涂层球囊制造设备300的具体构成,还请参见图3所示。另外,关于标记线和折痕位置所对应的位置等在连接部3031上的布置方式,还请参见图4和图5所示。
128.这里,在开始图7所示的各个步骤之前,已经完成好形成预先制备且处于充盈膨胀状态下的球囊体12、23的预备工作。这些预备工作包括:将特定药物涂层溶液制备、充装及提供给精密微量涂覆装置301,在充盈压力例如大约为1atm的条件下充盈球囊体12、23,并且将处于充盈膨胀状态下的一个或多个球囊体12、23安置在旋转轴驱动装置303上。
129.如图3和图7所示,根据本发明第二实施例的药物涂层球囊制造方法的第二具体操作过程例如包括如下步骤:
130.步骤s701,提供处于液体或固体颗粒悬浮液状态下的药物,并且通过精密微量涂覆装置301将该药物连续涂覆在处于充盈膨胀状态下的球囊体12、23的表面上;
131.步骤s702,通过与精密微量涂覆装置301相连接的xyz三维步进装置302在x轴方向上驱动精密微量涂覆装置301移动,即在球囊体12、23的轴向方向上移动;
132.步骤s703,通过连接部3031与处于充盈膨胀状态下的球囊体12、23相连接的旋转轴驱动装置303,以顺时针或逆时针方向驱动球囊体12、23和连接部3031以预定的转速进行同轴旋转;
133.步骤s704,通过标记线检测装置304,当旋转轴驱动装置303驱动球囊体12、23和连接部3031以预定的转速θ1同轴旋转时,依次检测连接部3031的表面上或内部所设置的多条标记线401当中的每一条标记线401;
134.步骤s705,通过与xyz三维步进装置302、旋转轴驱动装置303、以及标记线检测装置304相连接的控制装置305,当在标记线检测装置304先后两次检测到标记线401的期间内第一次检测到标记线401时,该控制装置305向xyz三维步进装置302发送第二控制指令,以
使得xyz三维步进装置302在与球囊体12、23设置平面(即图3所示的xy平面)相垂直的z轴方向上驱动所述精密微量涂覆装置301位置上更加靠近所述处于充盈膨胀状态下的球囊体12、23,即在图3所示的z轴方向上降低xyz三维步进装置302的高度;以及
135.步骤s706,当在标记线检测装置304先后两次检测到标记线401的期间内第二次检测到标记线401时,控制装置305向xyz三维步进装置302发送第四控制指令,以使得xyz三维步进装置302复位为正常工作状态,即恢复为除对应于图4和图5所示出的位置aa(对应于球囊体12、23上的折痕位置)之外的位置bb(对应于球囊体12、23上的其他位置)处的工作状态。
136.值得注意的是,步骤s702和s703通常是并行方式同时执行。当然,如果需要,也可以将这两个步骤设置为先后方式顺序执行,本发明各个实施例并不以此为限。
137.另外,步骤s705和s706将会被重复执行直至检测到球囊体12、23的表面上药物涂层厚度满意为止。在实际应用中,上述标记线检测装置304例如是用于检测标记线的超声波检测装置。该超声波检测装置还可以具有利用超声回波检测球囊体12、23的表面上药物涂层厚度的功能,在此不再赘述。
138.下面,将会对控制装置305向xyz三维步进装置302发送第二控制指令,以使得xyz三维步进装置302在与球囊体12、23设置平面相垂直的z轴方向上驱动精密微量涂覆装置301位置上更加靠近处于充盈膨胀状态下的球囊体12、23做出具体说明。
139.首先,如本领域技术人员所理解的,第二、第四控制指令在本发明各个实施例中例如是可编辑逻辑控制(plc)程序或程序段。当然,随着控制装置所选取的不同类型,第二、第四控制指令在本发明各个实施例中也可以是其他类型数字化逻辑控制器的程序或程序段,只要能够实现快速并且准确地控制xyz三维步进装置302的步进(伺服)驱动即可,在此不再赘述。
140.这里,如图3所示,控制装置305实现控制所考虑到的参数包括但不限于:(i)由xyz三维步进装置302处反馈得到的精密微量涂覆装置301的实时动态三维(x、y、z)坐标值、(ii)由旋转轴驱动装置303处反馈得到的球囊体12、23的自转角速度θ、(iii)由标记线检测装置304处反馈得到的标记线检测结果(真/假(true/false))和(iv)计数值、(v)由标记线检测装置304处反馈得到的球囊体12、23表面上的动态涂层厚度、(vi)精密微量涂覆装置301在单位时间内的药物施加量及转化率(即药物能够保留在球囊体12、23表面上的大致比值)等。
141.因此,在第二实施例中,本发明人经过精巧的设计和大量实验,确定以参数(iii)和(iv)作为判断作为开始和结束特殊处理(在第二实施例中,降低xyz三维步进装置302在z轴方向上的高度h)的判断要素,以参数(i)作为确定xyz三维步进装置302在z轴方向上的高度h以及需要降低高度h的程度。
142.具体的,本发明人发现,在其他参数基本上恒定的条件下,作为变量的z轴方向上的高度h的改变与处于充盈膨胀状态下的球囊体12、23的表面上所形成的药物涂层厚度的变化呈一定形式的非线性关系。因此,基于大量的实验可以得到这样的非线性关系(例如指数关系),并利用plc程序预先存储这样的非线性关系以备控制装置305调用并实现相应的控制,以便实现预期的控制效果。
143.最后,在经过上述步骤的反复执行之后,处于充盈膨胀状态下的球囊体12、23的表
面上在对应的折痕位置(对应于图4、图5所示的位置aa)处所形成的药物涂层厚度与除对应的折痕位置以外的其他位置(对应于图4、图5所示的位置bb)处的药物涂层厚度相比较实质上更大。优选的,处于充盈膨胀状态下的球囊体的表面上在对应的折痕位置(对应于图4、图5所示的位置aa)处所形成的药物涂层的厚度值是除对应的折痕位置以外的其他位置(对应于图4、图5所示的位置bb)处的药物涂层的厚度值的大约1.5至2倍。但是,上述厚度值的比值仅仅是一个示例,还可以根据实际需要将两者厚度值的比值设置为其他数值,本发明的各个实施例并不以此为限。
144.第三实施例
145.图8是根据本发明第三实施例的药物涂层球囊制造方法的第三具体操作过程的流程图。其中,根据本发明第二实施例的药物涂层球囊制造方法可以例如使用如图3所示的药物涂层球囊制造设备300。当然这并不构成限制,该药物涂层球囊制造方法还可以由其他类似的药物涂层球囊制造设备来实施。具体的,关于药物涂层球囊制造设备300的具体构成,还请参见图3所示。另外,关于标记线和折痕位置所对应的位置等在连接部3031上的布置方式,还请参见图4和图5所示。
146.这里,在开始图8所示的各个步骤之前,已经完成好形成预先制备且处于充盈膨胀状态下的球囊体12、23的预备工作。这些预备工作包括:将特定药物涂层溶液制备、充装及提供给精密微量涂覆装置301,在充盈压力例如大约为1atm的条件下充盈球囊体12、23,并且将处于充盈膨胀状态下的一个或多个球囊体12、23安置在旋转轴驱动装置303上。
147.如图3和图8所示,根据本发明第三实施例的药物涂层球囊制造方法的第三具体操作过程例如包括如下步骤:
148.步骤s801,提供处于液体或固体颗粒悬浮液状态下的药物,并且通过精密微量涂覆装置301将该药物连续涂覆在处于充盈膨胀状态下的球囊体12、23的表面上;
149.步骤s802,通过与精密微量涂覆装置301相连接的xyz三维步进装置302在x轴方向上驱动精密微量涂覆装置301移动,即在球囊体12、23的轴向方向上移动;
150.步骤s803,通过连接部3031与处于充盈膨胀状态下的球囊体12、23相连接的旋转轴驱动装置303,以顺时针或逆时针方向驱动球囊体12、23和连接部3031以预定的转速进行同轴旋转;
151.步骤s804,通过标记线检测装置304,当旋转轴驱动装置303驱动球囊体12、23和连接部3031以预定的转速同轴旋转时,依次检测连接部3031的表面上或内部所设置的多条标记线401当中的每一条标记线401;
152.步骤s805,通过与xyz三维步进装置302、旋转轴驱动装置303、以及标记线检测装置304相连接的控制装置305,当在标记线检测装置304先后两次检测到标记线401的期间内第一次检测到标记线401时,该控制装置305向旋转轴驱动装置303发送第三控制指令,以使得旋转轴驱动装置303在球囊体12、23的旋转轴方向上驱动球囊体12、23和连接部3031的旋转角速度θ减慢;以及
153.步骤s806,当在标记线检测装置304先后两次检测到标记线401的期间内第二次检测到标记线401时,控制装置305向旋转轴驱动装置303发送第四控制指令,以使得旋转轴驱动装置303复位为正常工作状态,即恢复为除对应于图4和图5所示出的位置aa(对应于球囊体12、23上的折痕位置)之外的位置bb(对应于球囊体12、23上的其他位置)处的工作状态。
154.值得注意的是,步骤s802和s803通常是并行方式同时执行。当然,如果需要,也可以将这两个步骤设置为先后方式顺序执行,本发明各个实施例并不以此为限。
155.另外,步骤s805和s806将会被重复执行直至检测到球囊体12、23的表面上药物涂层厚度达到预定值为止。在实际应用中,上述标记线检测装置304例如是用于检测标记线的超声波检测装置。该超声波检测装置还可以具有利用超声回波检测球囊体12、23的表面上药物涂层厚度的功能,在此不再赘述。
156.下面,将会对控制装置305向旋转轴驱动装置303发送第三控制指令,以使得旋转轴驱动装置303在以旋转轴为中心的顺时针方向或者逆时针方向上驱动所述处于充盈膨胀状态下的球囊体12、23和连接部3031的转速降低做出具体说明。
157.首先,如本领域技术人员所理解的,第三、第四控制指令在本发明各个实施例中例如是可编辑逻辑控制(plc)程序或程序段。当然,随着控制装置所选取的不同类型,第三、第四控制指令在本发明各个实施例中也可以是其他类型数字化逻辑控制器的程序或程序段,只要能够实现快速并且准确地控制旋转轴驱动装置303的步进(伺服)驱动即可,在此不再赘述。
158.接着,如图3所示,控制装置305实现控制所考虑到的参数包括但不限于:(i)由xyz三维步进装置302处反馈得到的精密微量涂覆装置301的实时动态三维(x、y、z)坐标值、(ii)由旋转轴驱动装置303处反馈得到的球囊体12、23的旋转角速度θ、(iii)由标记线检测装置304处反馈得到的标记线检测结果(真/假(true/false))和(iv)计数值、(v)由标记线检测装置304处反馈得到的球囊体12、23表面上的动态涂层厚度、(vi)精密微量涂覆装置301在单位时间内的药物施加量及转化率(即药物能够保留在球囊体12、23表面上的大致比值)等。
159.因此,在第三实施例中,本发明人经过精巧的设计和大量实验,确定以参数(iii)和(iv)作为判断作为开始和结束特殊处理(在第三实施例中,减慢旋转轴驱动装置303在球囊体12、23的旋转方向上的角速度θ1)的判断要素,以参数(ii)作为确定球囊体12、23的旋转角速度θ1以及需要减慢的程度(即从较快的角速度θ1减小到较慢的角速度θ2,即θ1》θ2)。
160.特别的,本发明人发现,在其他参数基本上恒定的条件下,作为变量的运动速度sp的改变与处于充盈膨胀状态下的球囊体12、23的表面上所形成的药物涂层厚度的变化呈一定形式的非线性关系(例如,幂函数关系)。因此,基于大量的实验可以得到这样的非线性关系,并利用plc程序预先存储这样的非线性关系以备控制装置305调用并实现相应的控制,以便实现预期的控制效果。
161.最后,在经过上述步骤的反复执行之后,处于充盈膨胀状态下的球囊体12、23的表面上在对应的折痕位置(对应于图4、图5所示的位置aa)处所形成的药物涂层厚度与除对应的折痕位置以外的其他位置(对应于图4、图5所示的位置bb)处的药物涂层厚度相比较实质上更大。优选的,处于充盈膨胀状态下的球囊体的表面上在对应的折痕位置(对应于图4、图5所示的位置aa)处所形成的药物涂层的厚度值是除对应的折痕位置以外的其他位置(对应于图4、图5所示的位置bb)处的药物涂层的厚度值的大约1.5至2倍。但是,上述厚度值的比值仅仅是一个示例,还可以根据实际需要将两者厚度值的比值设置为其他数值,本发明的各个实施例并不以此为限。
162.最后,关于如何将处于充盈膨胀的药物涂层球囊处理为球囊折翼包被球囊体的步
骤是本领域技术人员清楚的,可以采用本领域中各种公知的常规技术手段来实现,在此不再赘述。
163.其他实施例及变形例
164.如上给出的第一实施例至第三实施例,根据本领域技术人员的一般理解,可以被合理地组合和修改,从而在两个或两个以上的维度同时改变如上所述的参数(i)至(vi)中的两个或更多个,只要是能够实现在控制装置305的控制下,处于充盈膨胀状态下的球囊体12、23的表面上在对应的折痕位置处所形成的药物涂层厚度与除对应的折痕位置以外的其他位置处的药物涂层厚度相比较实质上更大(优选的,大约1.5至2倍)即可。
165.药物涂层球囊
166.根据本发明各个实施例提供的药物涂层球囊制造方法所得到的新型药物涂层球囊与普通药物涂层球囊相比较主要改进在于,所述处于充盈膨胀状态下的球囊体的表面上在对应的折痕位置处所形成的药物涂层的厚度值是除对应的折痕位置以外的其他位置处的药物涂层的厚度值的大约1.5至2倍。如图9(球囊处于充盈膨胀且尚未进行球囊折翼包被球囊体处理的状态下,并且连接部3031上的位置aa与球囊体12、23上的折痕位置的比例关系为1:1)所示,以具有三个球囊折翼的药物涂层球囊为例,折痕位置(对应于图4、图5所示的位置aa)处的药物涂层高度/厚度h1大约是除了折痕位置之外的其他位置(对应于图4、图5所示的位置bb)处的药物涂层高度/厚度h2的大约1.5至2倍。另外,处于所述球囊折翼包被所述球囊体的紧凑状态下的球囊的整个表面上的各个位置处的药物涂层的厚度值基本上是相同的。
167.具体的,根据本发明各个实施例提供的药物涂层球囊制造方法所得到的新型药物涂层球囊,所述药物涂层球囊中抗增生药物成分为尼莫司汀、卡莫司汀、5-氟尿嘧啶、氟鸟苷、吉西他滨、柔红霉素、多柔比星、紫杉醇、长春碱、拓扑替康、氨鲁米特、西罗莫司、依维莫司、佐他莫司中的一种或多种。
168.具体的,根据本发明各个实施例提供的药物涂层球囊制造方法所得到的新型药物涂层球囊例如可以构成快速交换结构的球囊导管或者双腔结构的球囊导管的一部分。
169.具体的,根据本发明各个实施例提供的药物涂层球囊制造方法所得到的新型药物涂层球囊例如可以具有三个球囊折翼或者五个球囊折翼或者六个球囊折翼。
170.工业上的可利用性
171.本说明书中描述的各个发明例如可以应用于医疗器械领域,尤其是药物涂层球囊制造方法领域。
172.本发明各个实施例的有益技术效果
173.与现有技术相比,本发明各个实施例所获得的有益效果包括但不限于:
174.第一,根据本发明如上给出的技术方案,能有效地保证球囊进入人体时,球囊表面上的药物涂层厚度更加均匀一致,且由于使用了上述抗增生药物、以及赋形剂和稳定剂,因此通过药物涂层球囊制造方法所制成的药物涂层球囊与普通的药物涂层相比较,使得最终到达患处的球囊表面药物涂覆更充分均匀,从而药物利用度更高,更容易被人体吸收,血管壁保留时间更长,进而显著的提高远期通畅程度。
175.第二,根据本发明,药物涂层还可以包括多种类型的抗增生药物、以及赋形剂和稳定剂。例如,所述抗增生药物成分为尼莫司汀、卡莫司汀、5-氟尿嘧啶、氟鸟苷、吉西他滨、柔
红霉素、多柔比星、紫杉醇、长春碱、拓扑替康、氨鲁米特、西罗莫司、依维莫司、佐他莫司中的一种或多种。所述赋形剂为紫胶胺盐、柠檬酸、白藜芦醇、聚甲基丙烯酸丁酯、硬脂酸、硬脂酸镁、硬脂酸钠、硬脂酸锌、硬脂酰胺、棕榈酸异辛酯、亚油酸、亚麻酸、单油酸甘油酯、碘海醇、碘普罗胺、尿素、山梨糖醇、聚山梨糖醇、柠檬酸三己酯、磷脂、罗哌嗪基质、胆固醇、维生素e、维生素e聚乙二醇琥珀酸酯中的一种或多种。所述稳定剂为丁基羟基茴香醚、二丁基羟基甲苯、没食子酸丙酯、生育酚、抗坏血酸及其钠盐、植酸、乙二胺四乙酸二钠中的一种或多种。相较于其他球囊产品,治疗效果更好。
176.第三,根据本发明各个实施例,提出了一种折衷策略,即提出了在预先设定的多个折痕位置处预先补偿在后续步骤中由于抽负压操作造成这些折痕位置处已经被涂覆的药物涂层被应力剥离或脱落的损失厚度值,从而有效地确保在最终状态(球囊折翼包被球囊体的紧凑状态)下球囊表面药物涂层厚度基本上一致。特别的,根据先验知识和后验知识能够确定的是,考虑到在后续步骤中由于抽负压操作造成这些折痕位置处已经被涂覆的药物涂层被应力剥离或脱落的损失厚度值通常为其他位置出的药物涂层的厚度值的大约0.5至1倍,因此故意地在之前的涂覆步骤中将所述处于充盈膨胀状态下的球囊体的表面上在对应的折痕位置处所形成的药物涂层的厚度值设置得较大,例如优选的为除对应的折痕位置以外的其他位置处的药物涂层的厚度值的大约1.5至2倍。如此这样,能够有效地确保在最终状态(球囊折翼包被球囊体的紧凑状态)下球囊表面的药物涂层厚度基本上一致。
177.第四,根据本发明各个实施例,通过巧妙地选取由例如金属丝(例如,极为纤细的铜丝,直径0.001~0.005mm)形成的标记线在与球囊体相连接的连接部上勾勒出与球囊体的折痕位置相对应的位置,特别是极为纤细的金属丝不仅可以被设置在连接部的内部而且还可以裸露在外,不仅能够方便例如超声波探测来检测标记线,而且不会影响驱动球囊体同轴旋转的连接部的外观。另外,实践证明,具有三翼、五翼、六翼的药物涂层球囊特别有利于球囊上涂覆的治疗药物与血管病变部位的充分接触而实现定点给药,而且也方便药物涂层球囊从外周血管或冠脉血管内的取出。
178.第五,根据本发明各个实施例,通过巧妙地选取由例如金属丝在连接部上形成的标记线勾勒出球囊体上对应的折痕位置,通过在极短时间段内先后两次标记线的检测来确定球囊需要被特殊处理(即涂覆工艺中加大涂覆)的折痕位置区域,在第一特定操作处理中,利用在所述球囊体轴向延伸的x轴方向上驱动所述涂覆装置的驱动速度减小,来实现在单位时间内能够在对应的折痕位置处涂覆和沉积更大量的药物。
179.第六,根据本发明各个实施例,通过巧妙地选取由例如金属丝在连接部上形成的标记线勾勒出球囊体上对应的折痕位置,通过在极短时间段内先后两次标记线的检测来确定需要被特殊处理(即涂覆工艺中加大涂覆)的折痕位置区域,在第二特定操作处理中,利用在与所述球囊体设置平面相垂直的z轴上驱动所述涂覆装置位置上更加靠近所述处于充盈膨胀状态下的球囊体(即使得所述涂覆装置在z轴方向上与球囊体的距离缩短),来实现在单位时间内能够在对应的折痕位置处涂覆和沉积更大量的药物。
180.第七,根据本发明各个实施例,通过巧妙地选取由例如金属丝在连接部上形成的标记线勾勒出球囊体上对应的折痕位置,通过在极短时间段内先后两次标记线的检测来确定需要被特殊处理(即涂覆工艺中加大涂覆)的折痕位置区域,在第三特定操作处理中,利用在以旋转轴为中心的顺时针方向或者逆时针方向上驱动所述处于充盈膨胀状态下的球
囊体的转速降低(即所述球囊体的旋转角速度变小),来实现在单位时间内能够在对应的折痕位置处涂覆和沉积更大量的药物。
181.第八,根据本发明各个实施例,通过巧妙地选取由例如金属丝在连接部上形成的标记线勾勒出球囊体上对应的折痕位置,通过在极短时间段内先后两次标记线的检测来确定需要被特殊处理(涂覆工艺中加大涂覆)的折痕位置区域,在第四特定操作处理中,当在极短时间段内第二次检测到标记线时,能够确定特殊处理需要被结束,并恢复预定的针对除对应的折痕位置以外的其他位置处的正常处理,从而能够实现虽然在中间状态(充盈膨胀的球囊)下球囊表面上的药物涂层厚度不均匀,但是却能有效地保证在最终状态(球囊折翼包被球囊体的紧凑状态)下球囊表面上的药物涂层厚度基本上一致。
182.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。此外,需要指出的是,本技术实施方式中的方法和装置的范围不限按示出或讨论的顺序来执行功能,还可包括根据所涉及的功能按基本同时的方式或按相反的顺序来执行功能,例如,可以按不同于所描述的次序来执行所描述的方法,并且还可以添加、省去、或组合各种步骤。另外,参照某些示例所描述的特征可在其他示例中被组合。
183.上面结合附图对本技术的实施例进行了描述,但是本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1