基于tpms结构的锌合金或其复合材料组织工程支架及制备
技术领域
1.本发明属于医用材料制备技术领域,涉及一种医用可降解金属骨组织工程支架及其制备方法,开发出了一种孔隙率、孔径尺寸可精确控制的可降解锌合金或其复合材料组织工程支架及其制备方法。
背景技术:2.近年来,骨组织工程快速发展,可生物降解的多孔金属支架受到许多骨组织工程研究学者的广泛关注。可降解多孔金属支架具有与人体骨适配的力学性能,其多孔结构为人体成骨细胞提供了良好的新陈代谢的环境,其最大特点是在服役过程中随着人体骨组织的生长而逐渐降解,最终被人体吸收,可生物降解的多孔金属支架在骨修复应用方面有很大的应用潜力。可降解医用金属材料中的锌,其自腐蚀电位(-0.736v/sce)介于铁(-0.037v/sce)和镁(-2.34v/sce)和之间,其降解速率适中可以与人体骨生长速率适配,同时锌是人体必要的微量元素,参与人体许多生理反应。锌及锌合金三维多孔的设计,有利于降低其弹性模量,避免应力遮挡效应,使其满足组织工程支架的要求。
3.目前金属多孔支架的制备方法主要有粉末冶金法和渗流铸造法,以及近几年来新兴的金属增材制造的方法。前两种制备方法制备的金属多孔支架的孔结构可调控性差,制备工艺随机性大,多孔结构的连通性也较差。而金属3d打印法作为可设计孔结构的制备方法优势明显,同时也能保证多孔支架的连通性。但是对于锌合金、镁合金这类低熔点、低沸点金属来说,在制备过程中高强度的激光会使这类金属产生蒸发、飞溅等现象,导致制备的试样缺陷较多,表面粗糙,机械性能较差。这类金属在制备保存过程中安全系数要求比较高,易发生危险,同时高昂的金属3d打印成本也限制了其制备工艺的推广,因此要实现这类低熔点、低沸点金属直接3d打印仍然要面临诸多挑战。
技术实现要素:4.本发明提供一种成本低、有效、安全系数高的制备方法。为多孔结构可控的锌合金组织工程支架,本发明结合了lcd光固化成型技术和渗流铸造工艺,同时具备两种工艺的优势,即金属材料优良的力学性能以及多孔结构的可设计性。通过优化改进各个工艺环节的工艺参数,包括多孔结构的设计、翻模材料的选择与制备、渗流工艺参数等,最终制备出结构可精确控制,孔结构完全连通的三维多孔锌合金或其复合材料组织工程支架。
5.本发明的技术方案
6.一种基于tpms结构的锌合金或其复合材料组织工程支架,所述组织工程支架是利用lcd3d打印技术制备珠宝树脂多孔模型,灌注石膏溶液制备石膏多孔支架翻模,结合加压渗流法将熔融金属液浇铸进入翻模体,在去除石膏后最终得到多孔锌合金或其复合材料组织工程支架;所述组织工程支架的结构单体具有tpms函数模拟计算得到的曲面,通过改变tpms函数的控制参数的取值控制设计的多孔结构的孔径及孔隙率。
7.所述的tpms函数为gyroid函数:g=sin(z)cos(x)+sin(x)cos(y)+sin(y)cos(z)+
c,通过改变gyroid函数的参数c的取值控制多孔结构的孔径及孔隙率,满足多孔支架孔隙率在30%~80%调控,孔径通过切片软件缩放调控使其控制在150um~2000um。
8.所述多孔锌合金中添加的合金元素为mg、ca、zr、sr、ag或cu中的一种或两种以上;其中合金元素的质量比百分含量选择性为:mg0.5%-3%、和/或ca0.1%-0.4%、和/或zr0.2%-0.8%、和/或sr0.2%-3%、和/或ag0.2%-0.4%,和/或cu1%-3%,余量为纯锌。
9.所述多孔锌合金复合材料是在锌合金中添加的体积比百分含量为1vol.%~3vol.%生物活性陶瓷颗粒例如β-tcp,粒径范围50nm~5um,复合材料基体合金为前述多孔锌合金。
10.所述基于tpms结构的锌合金或其复合材料组织工程支架的制备方法,其制备步骤如下:
11.1)采用tpms函数中的g函数:g=sin(z)cos(x)+sin(x)cos(y)+sin(y)cos(z)+c,其中通过调整c值:-1<c<1,来控制模型孔径尺寸和孔隙率,得到的多孔模型的内表面平滑曲率为零;将单体导入ug中在x、y、z三个方向上规则堆叠,得到多孔支架模型,导出stl文件,为下一步导出切片软件做准备;
12.2)将步骤1)设计好的多孔支架模型导入lcd3d打印机对应的切片软件,设置合适的打印参数,如曝光时间、冷却时间等,进行切片得到打印机可识别的格式文件;将文件传输给lcd打印机,制备珠宝树脂多孔支架;将打印制备的珠宝树脂多孔支架置于95%的酒精溶液中超声清洗,去除表面残留的多余的树脂液;将清洗好的珠宝树脂多孔支架通过紫外灯固化20分钟,最终得到内表面光滑、内部完全贯通的珠宝树脂多孔支架;
13.3)配制石膏溶液注入珠宝树脂多孔支架,石膏溶液由质量比为35:100的水和石膏粉末搅拌混合制得;将步骤2)获得的珠宝树脂多孔支架体浸入配好的石膏溶液中,使得石膏溶液完全包覆多孔支架;静置1~2h待石膏完全凝固;
14.4)将步骤3)中制备好的被石膏包覆的珠宝树脂多孔支架复合体放入马弗炉中,525℃~580℃保温4h~6h,升温速率为5℃/min~8℃/min;随炉冷却至室温,得到去除了珠宝树脂的石膏多孔支架;得到的石膏多孔支架表面质量高,孔洞形态完整,内部完全连通;
15.5)将步骤4)获得的珠宝树脂多孔支架放入渗流模具,将模具放入340℃~380℃马弗炉中保温30分钟,同时,将锌合金或其复合材料在氮气气氛中加热至525℃~600℃熔融后保温30分钟;将放有石膏多孔支架的模具取出,迅速将熔融金属液浇铸到模具中,盖上密封盖,通入600kpa~1000kpa高压氮气,保压2min~4min;待模具冷却脱模后,得到含有石膏的锌或锌合金或其复合材料多孔支架复合体;
16.6)将步骤5)中得到的含有石膏的锌合金或其复合材料多孔支架复合体在强力超声环境中利用石膏溶解剂清洗溶解掉锌合金或其复合材料多孔支架内部的石膏;将锌合金或其复合材料多孔支架内部的石膏完全去除,对多孔支架体进行酒精脱水干燥,得到孔隙结构精确可控的、完全连通的锌合金或其复合材料多孔支架。
17.本发明的优点和有益效果:
18.本发明是一种基于tpms结构的锌合金或其复合材组织工程支架,该多孔支架体的材料为锌合金或锌基复合材料,多孔结构是tpms结构,由tpms函数曲面拟合得到多孔单体,再通过建模软件空间阵列后得到多孔支架体模型。多孔支架体孔隙率范围为30%~80%,孔径尺寸范围为150μm~2000μm。本发明所设计的多孔结构单元内部是平滑的曲面,曲率为
零,有利于成骨细胞和组织的黏附与增长。同时本发明制备的组织工程支架的多孔结构是可精确调控的,孔隙率可以通过改变tpms函数模型的参数c来调控,不同的c值对应不同的孔隙率,在孔隙率确定的情况下多孔结构的孔径可以通过模型的缩放来调控。
19.就锌合金或其复合材组织工程支架而言,精确的调控组织工程支架的多孔结构可以达到控制组织工程支架其比表面积、力学性能、生物降解速率、生物相容性等性能,以满足特定的服役环境的要求。
20.本发明涉及的这种锌合金多孔支架的制备方法,实现了锌合金多孔支架的结构可精确调控,同时避开了锌合金低熔点、低沸点、易挥发金属难以实现制粉直接打印成型问题。此外,本发明采用的tpms函数模型,由于其内表面光滑、曲率为零、比表面积大等优势。相比与其他多孔模型,tpms函数模型更加有利于细胞的黏附以及细胞间营养物质的传输具有良好的生物相容性。本发明采用的金属材料锌合金,由于其是人体的必要元素以及其适宜的降解速率、高的生物安全性,是目前可降解金属领域的潜力巨大的研究对象。本发明充分发挥了生物可降解锌合金材料、tpms函数结构的设计、lcd3d打印技术、翻模铸造、渗流铸造的优势,这种锌合金或其复合材料多孔支架体制备方法具有以下明显优势:
21.1)所选用的锌合金及其复合材料均为可降解生物医用材料,具有良好的生物相容性和适宜的可降解性能。
22.2)所述锌合金或其复合材料多孔支架可通过调节tpms函数参数来精确控制多孔支架的孔结构,进而达到调控组织工程支架其比表面积、力学性能、生物降解速率、生物相容性等性能的目的,最终满足服役环境对其的性能要求。
23.3)所选用的lcd3d打印技术,是新兴的光固化成型技术的一种,该成型技术成型精度高,打印的树脂多孔支架表面光滑、设计的tpms函数曲面表达精确,其打印成本低性价比高。
24.4)所选用的渗流铸造,与激光增材制造直接制备相比,其铸造成型的锌合金或其复合材料多孔支架拥有较少的缺陷、表面精度高、力学性能好、耐腐蚀性好。
25.5)所述锌合金或其复合材料多孔支架体作为骨修复替代材料植入人体,其能够很好的诱导骨细胞的黏附、生长、分化和骨组织的矿化形成,确保在人体新骨愈合之前有完整的力学性能,并且其能够随着人体的新骨的生长而逐渐降解,直至新骨完全生成。
26.这种制备方法将lcd3d打印、翻模铸造、渗流铸造相结合,材料设计及制备方法简单有效,成本低,安全系数高,有利于产业化生产。
附图说明
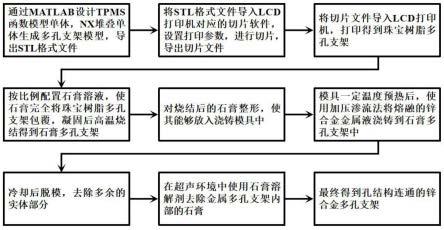
27.图1是一种基于tpms结构的锌合金组织工程支架的制备方法流程图。
28.图2是实例1中lcd打印的珠宝树脂多孔支架。
29.图3是实例1中马弗炉高温煅烧后石膏多孔支架。
30.图4是实例1中最终制备的zn-1mg多孔支架。
31.图5是实例2中最终制备的zn-1mg多孔支架。
32.图6是实施例3中最终制备的zn-2cu-2vol%β-tcp多孔支架。
具体实施方式
33.以下结合实例进一步说明本发明,但这些事例并不限制本发明。
34.实施例1:
35.一种zn-1mg合金组织工程支架的制备方法,该组织工程支架基材为纯锌,合金元素为纯镁,镁所占总质量比为1.0%,余量为纯锌。选用tpms函数中的g函数模型,采用lcd3d打印制备珠宝树脂多孔支架,再通过制备石膏多孔支架翻模后进行渗流铸造制备zn-1mg合金组织工程支架。其步骤如下:
36.1)采用tpms函数中的g函数:g=sin(z)cos(x)+sin(x)cos(y)+sin(y)cos(z)+c,其中调整c值(-1<c<1)为0,其孔隙率为70%,通过缩放调整其孔径为800μm;将单体导入ug中在x、y、z三个方向上规则堆叠,得到多孔支架模型,导出stl文件,为下一步导出切片软件做准备;
37.2)将步骤1)设计好的多孔支架模型导入lcd3d打印机对应的切片软件,设置合适的打印参数,如曝光时间、冷却时间等,进行切片得到打印机可识别的格式文件;将文件传输给lcd打印机,制备珠宝树脂多孔支架;将打印制备的珠宝树脂多孔支架置于95%的酒精溶液中超声清洗,去除表面残留的多余的树脂液;将清洗好的珠宝树脂多孔支架通过紫外灯固化20分钟,最终得到如图2所示的珠宝树脂多孔支架,其内表面光滑、内部完全贯通;
38.3)配制石膏溶液注入珠宝树脂多孔支架,石膏溶液由质量比为35:100的水和石膏粉末搅拌混合制得;将步骤2)获得的珠宝树脂多孔支架体浸入配好的石膏溶液中,使得石膏溶液完全包覆多孔支架;静置1h待石膏完全凝固;
39.4)将步骤3)中制备好的被石膏包覆的珠宝树脂多孔支架复合体放入马弗炉中,550℃保温5h,升温速率为8℃/min;随炉冷却至室温,得到去除了珠宝树脂的石膏多孔支架;得到的石膏多孔支架如图3所示,表面质量高,孔洞形态完整,内部完全连通;
40.5)将步骤4)获得的珠宝树脂多孔支架放入渗流模具,将模具放入360℃马弗炉中保温30分钟,同时,将锌合金或其复合材料在氮气气氛中加热至530℃熔融后保温30分钟;将放有石膏多孔支架的模具取出,迅速将熔融金属液浇铸到模具中,盖上密封盖,通入600kpa高压氮气,保压2min;待模具冷却脱模后,得到含有石膏的锌或锌合金或其复合材料多孔支架复合体;
41.6)将步骤5)中得到的含有石膏的锌合金或其复合材料多孔支架复合体在强力超声环境中利用石膏溶解剂清洗溶解掉锌合金或其复合材料多孔支架内部的石膏;将锌合金或其复合材料多孔支架内部的石膏完全去除,对多孔支架体进行酒精脱水干燥,得到孔隙结构精确可控的、完全连通的锌合金或其复合材料多孔支架如图4所示。
42.实施例2:
43.一种zn-1mg合金组织工程支架的制备方法,该组织工程支架基材为纯锌,合金元素为纯镁,镁所占总质量比为1.0%,余量为纯锌。选用tpms函数中的g函数模型,采用lcd3d打印制备珠宝树脂多孔支架,再通过制备石膏多孔支架翻模后进行渗流铸造制备zn-1mg合金组织工程支架。其步骤如下:
44.1)采用tpms函数中的g函数:g=sin(z)cos(x)+sin(x)cos(y)+sin(y)cos(z)+c,其中调整c值(-1<c<1)为-0.6,其孔隙率为50%,通过缩放将其孔径调整为600μm;将单体导入ug中在x、y、z三个方向上规则堆叠,得到多孔支架模型,导出stl文件,为下一步导出切
片软件做准备;
45.2)将步骤1)设计好的多孔支架模型导入lcd3d打印机对应的切片软件,设置合适的打印参数,如曝光时间、冷却时间等,进行切片得到打印机可识别的格式文件;将文件传输给lcd打印机,制备珠宝树脂多孔支架;将打印制备的珠宝树脂多孔支架置于95%的酒精溶液中超声清洗,去除表面残留的多余的树脂液;将清洗好的珠宝树脂多孔支架通过紫外灯固化20分钟,最终得到内表面光滑、内部完全贯通的珠宝树脂多孔支架。
46.3)配制石膏溶液注入珠宝树脂多孔支架,石膏溶液由质量比为35:100的水和石膏粉末搅拌混合制得;将步骤2)获得的珠宝树脂多孔支架体浸入配好的石膏溶液中,使得石膏溶液完全包覆多孔支架;静置1h待石膏完全凝固。
47.4)将步骤3)中制备好的被石膏包覆的珠宝树脂多孔支架复合体放入马弗炉中,550℃~保温5h,升温速率为8℃/min;随炉冷却至室温,得到去除了珠宝树脂的石膏多孔支架;得到的石膏多孔支架表面质量高,孔洞形态完整,内部完全连通;
48.5)将步骤4)获得的珠宝树脂多孔支架放入渗流模具,将模具放入360℃马弗炉中保温30分钟,同时,将锌合金或其复合材料在氮气气氛中加热至535℃熔融后保温30分钟;将放有石膏多孔支架的模具取出,迅速将熔融金属液浇铸到模具中,盖上密封盖,通入800kpa高压氮气,保压3min;待模具冷却脱模后,得到含有石膏的锌或锌合金或其复合材料多孔支架复合体;
49.6)将步骤5)中得到的含有石膏的锌合金或其复合材料多孔支架复合体在强力超声环境中利用石膏溶解剂清洗溶解掉锌合金或其复合材料多孔支架内部的石膏;将锌合金或其复合材料多孔支架内部的石膏完全去除,对多孔支架体进行酒精脱水干燥,得到孔隙结构精确可控的、完全连通的锌合金或其复合材料多孔支架如图5所示。
50.实施例3:
51.一种zn-2cu-2vol%β-tcp复合材料组织工程支架的制备方法,该层组织工程支架合金元素为纯铜,所占质量分数为2%,增强体为纳米β-tcp颗粒,β-tcp所占总体积分数为2.0%,余量为纯锌。选用tpms函数中的g函数模型,采用lcd3d打印制备珠宝树脂多孔支架,再通过制备石膏多孔支架翻模后进行渗流铸造制备zn-2cu-2vol%β-tcp复合材料组织工程支架。其步骤如下:
52.1)采用tpms函数中的g函数:g=sin(z)cos(x)+sin(x)cos(y)+sin(y)cos(z)+c,其中调整c值(-1<c<1)为-0.9,其孔隙率为85%,通过缩放操作将其孔径调整为400μm;将单体导入ug中在x、y、z三个方向上规则堆叠,得到多孔支架模型,导出stl文件,为下一步导出切片软件做准备;
53.2)将步骤1)设计好的多孔支架模型导入lcd3d打印机对应的切片软件,设置合适的打印参数,如曝光时间、冷却时间等,进行切片得到打印机可识别的格式文件;将文件传输给lcd打印机,制备珠宝树脂多孔支架;将打印制备的珠宝树脂多孔支架置于95%的酒精溶液中超声清洗,去除表面残留的多余的树脂液;将清洗好的珠宝树脂多孔支架通过紫外灯固化20分钟,最终得到内表面光滑、内部完全贯通的珠宝树脂多孔支架。
54.3)配制石膏溶液注入珠宝树脂多孔支架,石膏溶液由质量比为35:100的水和石膏粉末搅拌混合制得;将步骤2)获得的珠宝树脂多孔支架体浸入配好的石膏溶液中,使得石膏溶液完全包覆多孔支架;静置1h待石膏完全凝固。
55.4)将步骤3)中制备好的被石膏包覆的珠宝树脂多孔支架复合体放入马弗炉中,550℃保温5h,升温速率为8℃/min;随炉冷却至室温,得到去除了珠宝树脂的石膏多孔支架;得到的石膏多孔支架表面质量高,孔洞形态完整,内部完全连通;
56.5)将步骤4)获得的珠宝树脂多孔支架放入渗流模具,将模具放入370℃马弗炉中保温30分钟,同时,将锌合金或其复合材料在氮气气氛中加热至590℃熔融后保温30分钟;将放有石膏多孔支架的模具取出,迅速将熔融金属液浇铸到模具中,盖上密封盖,通入1000kpa高压氮气,保压4min;待模具冷却脱模后,得到含有石膏的锌或锌合金或其复合材料多孔支架复合体;
57.6)将步骤5)中得到的含有石膏的锌合金或其复合材料多孔支架复合体在强力超声环境中利用石膏溶解剂清洗溶解掉锌合金或其复合材料多孔支架内部的石膏;将锌合金或其复合材料多孔支架内部的石膏完全去除,对多孔支架体进行酒精脱水干燥,得到孔隙结构精确可控的、完全连通的锌合金或其复合材料多孔支架如图6所示。