一种人工关节假体及其制备方法
本技术涉及一种人工关节假体及其制备方法,属于人工关节假体领域。
背景技术:
1、人工关节置换是治疗骨关节坏死和严重损伤的唯一有效治疗方案。随着人口老龄化进程加快,人工关节的需求量迅猛增长。由于超高分子量聚乙烯材料质量轻、防水性好、力学性能优异,具有良好的抗生物化学腐蚀性及高耐磨性,被广泛应用于人工关节衬垫材料。另一方面,钛合金具有良好的生物相容性及优异的骨传导能力。因此,大约百分之八十的人工髋关节假体及几乎百分之百的人工膝关节假体由钛合金和超高分子量聚乙烯材料组成。但是人工关节材料也存在一些问题,例如超高分子量聚乙烯本身是一种生物惰性材料,无生物诱导活性,而且长期使用会发生氧化磨损。另外,钛合金材料的弹性模量约为100gpa~200gpa,而人体骨骼的弹性模量约为1gpa~20gpa,两者差距巨大,假体植入体内后其周围的组织应力被屏蔽,骨质长期得不到应力刺激,即出现应力遮挡效应。应力遮挡将使得植入体周围骨组织流失,引发骨质疏松、骨髓变薄、髓腔扩大。另外,金属合金与骨组织之间主要通过纤维组织连接,假体与骨组织结合不牢。随着使用年限增加,人工关节不可避免的出现了假体松动、脱位、骨溶解、感染等,导致植入体需要翻修。因此有必要设计一种具有优异生物功能的低模量、具有良好骨整合及抗菌功能的生物固定型人工关节假体。
技术实现思路
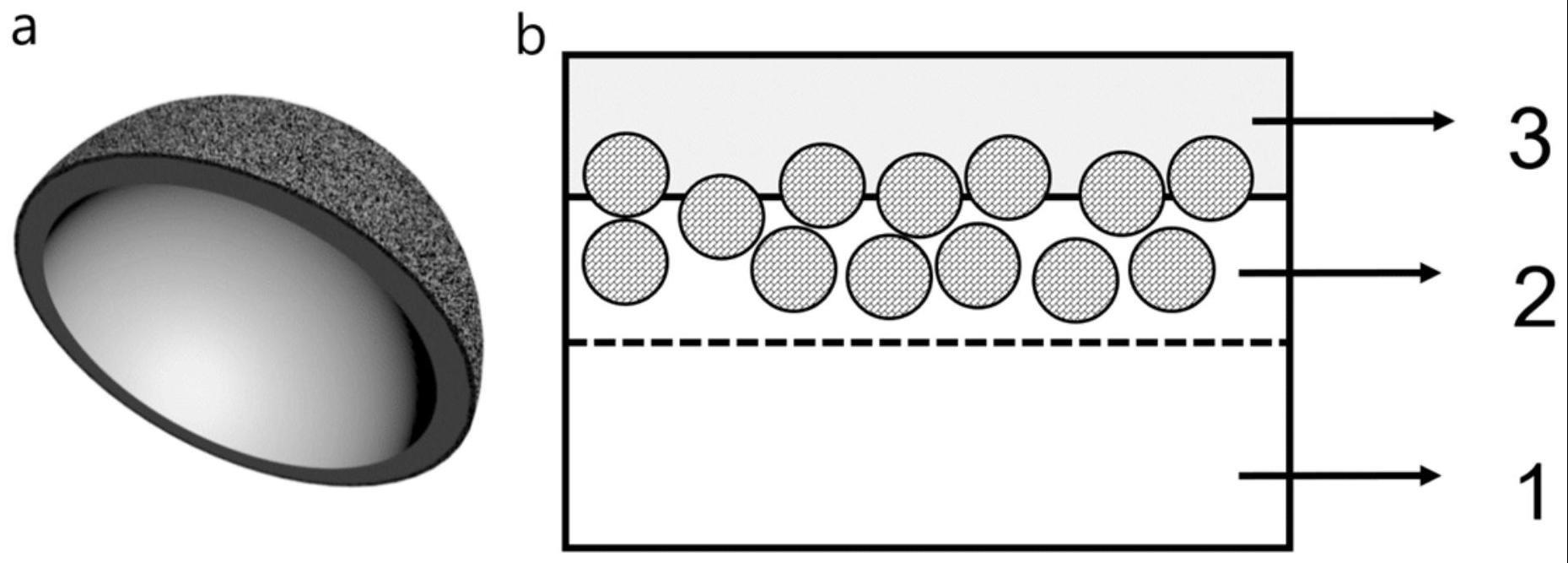
1、根据本技术的第一个方面,提供了一种人工关节假体。传统人工髋关节假体由金属臼杯、超高分子量聚乙烯内衬、金属球头和金属股柄组成。为了避免金属臼杯强烈的应力遮挡效应,及减少超高分子量聚乙烯与金属臼杯直接接触而导致的摩擦磨损现象,本发明设计将具有良好骨传导特性的多孔钛粉通过热压的方式在超高分子量聚乙烯表面形成多孔钛涂层,制备超高分子量聚乙烯多孔钛粉复合材料,取代传统的金属臼杯和塑料内衬组合的方式。利用超高分子量聚乙烯和金属钛熔点差异大的特点,通过热压的方法使得超高分子量聚乙烯臼杯表面熔融,再将钛粉热压结合在臼杯表面。并且利用钛粉涂层的多孔结构,将其作为载体,复合具有生物功能的水凝胶涂层。多孔钛涂层内表面的孔隙结构可以通过机械互锁原理,提高与基底材料之间的结合能力,同时外表面孔隙结构可高效负载水凝胶涂层。在水凝胶涂层中负载生长因子及抗菌药物,提高人工关节假体的生物功能,进而促进骨组织的再生与整合,提高生物固定效率,减少人工关节假体植入体内后的松动及感染等现象。
2、一种人工关节假体,包括一体化臼杯;
3、所述一体化臼杯为超高分子量聚乙烯复合材料;
4、所述超高分子量聚乙烯复合材料包括超高分子量聚乙烯、多孔钛粉涂层、水凝胶涂层;
5、所述超高分子量聚乙烯为载体;
6、所述多孔钛粉涂层、所述水凝胶涂层负载在所述超高分子量聚乙烯表面;
7、所述多孔钛粉涂层通过内表面的孔隙结构与所述超高分子量聚乙烯结合;
8、所述多孔钛粉涂层通过外表面孔隙结构与所述水凝胶涂层结合。
9、可选地,多孔钛粉的孔径为50nm~500nm。
10、可选地,所述多孔钛粉的孔径为200nm~300nm。
11、可选地,所述多孔钛粉的孔径独立地选自50nm、60nm、70nm、80nm、90nm、100nm、150nm、200nm、250nm、300nm、350nm、400nm、450nm、500nm中的任意值或任意两者之间的范围值。
12、可选地,所述多孔钛粉的尺寸为20μm~1000μm。
13、可选地,所述多孔钛粉的尺寸为50μm~300μm。
14、可选地,所述多孔钛粉的尺寸独立地选自20μm、30μm、40μm、50μm、60μm、70μm、80μm、90μm、100μm、150μm、200μm、250μm、300μm、350μm、400μm、450μm、500μm、550μm、600μm、650μm、700μm、750μm、800μm、850μm、900μm、950μm、1000μm中的任意值或任意两者之间的范围值。
15、可选地,所述多孔钛粉的形状为球形和/或不规则形态。
16、可选地,所述超高分子量聚乙烯的分子量为100万~500万。
17、可选地,所述超高分子量聚乙烯的分子量独立地选自100万、150万、200万、250万、300万、350万、400万、450万、500万中的任意值或任意两者之间的范围值。
18、可选地,所述水凝胶涂层的厚度为100μm~1000μm。
19、可选地,所述水凝胶涂层的厚度为200μm~400μm。
20、可选地,所述水凝胶涂层的厚度独立地选自100μm、150μm、200μm、250μm、300μm、350μm、400μm、450μm、500μm、550μm、600μm、650μm、700μm、750μm、800μm、850μm、900μm、950μm、1000μm中的任意值或任意两者之间的范围值。
21、可选地,所述多孔钛粉涂层的厚度为50μm~1000μm。
22、可选地,所述多孔钛粉涂层的厚度为100μm~300μm。
23、可选地,所述多孔钛粉涂层的厚度独立地选自50μm、70μm、100μm、150μm、200μm、250μm、300μm、350μm、400μm、450μm、500μm、550μm、600μm、650μm、700μm、750μm、800μm、850μm、900μm、950μm、1000μm中的任意值或任意两者之间的范围值。
24、可选地,所述水凝胶涂层内负载有生长因子和/或抗菌药物。
25、可选地,所述生长因子选自骨形态蛋白bmp2、转化生长因子tgf-β、血管内皮生长因子vegf、胰岛素样生长因子中的至少一种。
26、可选地,所述抗菌药物选自万古霉素盐酸盐、庆大霉素硫酸盐中的至少一种。
27、可选地,所述多孔钛粉涂层和/或所述超高分子量聚乙烯上还负载有多酚类化合物。
28、可选地,所述多酚类化合物桥接所述水凝胶涂层。
29、根据本技术的第二个方面,提供了一种人工关节假体的制备方法。
30、一种人工关节假体的制备方法,包括以下步骤:
31、s1、将超高分子量聚乙烯的臼杯置于含有多孔钛粉的模具内,热压得到多孔钛涂层修饰的超高分子量聚乙烯臼杯;
32、s2、将水凝胶预聚液滴加到所述多孔钛涂层修饰的超高分子量聚乙烯臼杯的多孔钛涂层表面,自由基聚合得到超高分子量聚乙烯复合材料臼杯。
33、可选地,所述多孔钛粉的质量为0.3g~1.0g。
34、可选地,步骤s1中,先在模具内喷涂脱模剂,再将所述多孔钛粉末铺在模具内,倒掉未黏附的所述多孔钛粉。
35、可选地,步骤s1中,所述脱模剂为油性脱模剂。
36、可选地,通过平板硫化机进行热压。
37、可选地,步骤s1中,热压的条件如下:
38、平板硫化机上板的温度为室温;
39、下板的温度为140℃~180℃;
40、时间为10min~30min。
41、可选地,步骤s1中,热压的压力为1mpa~3mpa。
42、可选地,步骤s1中,热压结束后,将模具转移至另一个平板硫化机进行冷压;
43、冷压的条件如下:
44、压力为1mpa~3mpa;
45、时间为10min~30min。
46、可选地,步骤s2之前,将所述多孔钛涂层修饰的超高分子量聚乙烯臼杯置于含单宁酸的tris缓冲溶液中反应,得到多酚表面修饰的所述多孔钛涂层修饰的超高分子量聚乙烯臼杯。
47、多酚表面修饰即为单宁酸涂层修饰。
48、可选地,所述单宁酸的浓度为1mg/ml~10mg/ml。
49、可选地,所述tris缓冲溶液的ph为7.0~9.0。
50、可选地,反应的条件如下:
51、温度为25℃~60℃;
52、时间为6h~48h。
53、可选地,步骤s2中,所述水凝胶预聚液的制备包括以下步骤:
54、将含有多糖单体、生长因子、抗菌药物、水、引发剂的物料混合,得到所述水凝胶预聚液。
55、可选地,所述多糖单体为甲基丙烯酰化明胶、甲基丙烯酰化壳聚糖、甲基丙烯酰化丝素蛋白中的一种或者几种。
56、可选地,所述多糖单体在所述水凝胶预聚液中的浓度为10mg/ml~100mg/ml。
57、可选地,所述引发剂包括光引发剂和/或热引发剂。
58、可选地,所述光引发剂选自苯基(2,4,6-三甲基苯甲酰基)磷酸锂、irgacure1173、irgacure 2959中的至少一种。
59、可选地,所述热引发剂选自过硫酸钾、过硫酸铵中的至少一种。
60、可选地,所述生长因子在所述水凝胶预聚液中的浓度为2μg/ml~20μg/ml。
61、可选地,所述抗菌药物在所述水凝胶预聚液中的浓度为10mg/ml~100mg/ml。
62、可选地,所述引发剂在所述水凝胶预聚液中的浓度为5μg/ml~50μg/ml。
63、可选地,步骤s2中,所述自由基聚合的条件如下:
64、光引发时,紫外光固化箱的功率为10w~30w;
65、光照的时间为10min~60min。
66、可选地,热引发时,反应的温度为20℃~90℃。
67、可选地,反应的时间为1h~12h。
68、当不加额外催化剂时,热引发的温度为40℃~90℃;
69、当加入temed(四甲基乙二胺)时,热引发的温度为20℃~30℃时。
70、本技术中“室温”为15℃~30℃。
71、根据本技术的一个实施方式,本发明方法的具体步骤是:
72、步骤(1)在模具内喷涂脱模剂,将多孔钛粉末均匀铺在模具内,倒掉未黏附的钛粉。
73、所述模具根据髋关节假体臼杯形态加工,使之与臼杯契合。
74、所述脱模剂为一种油性脱模剂,用于黏附金属钛粉。
75、所述多孔钛粉孔径为50nm~500nm,尺寸为50μm~150μm,形状为球形或者不规则形态中的一种或者几种。所述钛粉质量为0.3g~1.0g。
76、步骤(2)将合适大小的臼杯放置在钛粉层上方,然后将模具放到平板硫化机上热压。平板硫化机上板温度为15℃~30℃,下板温度为140℃~180℃。设置压力为1mpa~3mpa,热压时间为10min~30min。热压结束后,将模具转移至另一个平板硫化机进行冷压。设置压力为1mpa~3mpa,冷压时间为10min~30min。冷压结束后从模具中取出多孔钛涂层修饰的超高分子量聚乙烯臼杯。
77、步骤(3)将多孔钛涂层修饰的超高分子量聚乙烯臼杯在乙醇中超声清洗15min,以除去脱模剂。室温下氮气吹干臼杯表面的液体。
78、步骤(4)将上述多孔钛-超高分子量聚乙烯臼杯置于单宁酸的tris缓冲溶液中,60℃匀速振荡24h后取出,去离子水冲洗2遍,然后置于去离子水中超声30min,氮气吹干块体表面,得到多酚表面修饰的多孔钛-超高分子量聚乙烯臼杯。
79、所述单宁酸溶液的浓度为1mg/ml~10mg/ml,tris缓冲溶液ph为8.5。
80、步骤(5)将多糖单体、生长因子、抗菌药物、水、光和/或热引发剂按照一定的比例混合,搅拌均匀后形成水凝胶预聚液。
81、所述多糖单体为甲基丙烯酰化明胶、甲基丙烯酰化壳聚糖、甲基丙烯酰化丝素蛋白中的一种或者几种。所述单体在预聚液中的浓度为10mg/ml~100mg/ml。
82、所述生长因子为骨形态蛋白bmp2、转化生长因子tgf-β、血管内皮生长因子vegf、胰岛素样生长因子中的一种或者几种。所述生长因子在预聚液中的浓度为2μg/ml~20μg/ml。
83、所述抗菌药物为万古霉素盐酸盐、庆大霉素硫酸盐中的一种或者几种。
84、所述抗菌药物的浓度为5mg/ml~50mg/ml。
85、所述光引发剂为lap(苯基(2,4,6-三甲基苯甲酰基)磷酸锂)、irgacure1173、irgacure 2959中的一种或者几种。
86、所述光引发剂的浓度为5μg/ml~50μg/ml。
87、所述热引发剂为过硫酸钾或者过硫酸铵的一种或者几种。
88、所述热引发剂的浓度为5μg/ml~50μg/ml。
89、步骤(6)将水凝胶预聚液滴加到多孔钛-多酚涂层表面,紫外光固化/热引发一段时间,形成水凝胶涂层。
90、紫外光固化箱功率为15w,光照时间为10min~60min。
91、热引发时,反应的温度为50℃。
92、可选地,反应的时间为4h。
93、本技术能产生的有益效果包括:
94、1)本技术所提供的一种人工关节假体,该一体化人工关节假体解决了常规的关节假体模量高,出现应力遮挡的问题。而且解决了常规的关节假体生物功能低,植入后容易出现松动和染菌的问题。
95、2)本技术所提供的一种人工关节假体,该一体化人工关节假体具有更为优异的生物活性,能更好的促进假体周围骨组织与假体的连接,防止假体脱落。
- 还没有人留言评论。精彩留言会获得点赞!