一种多功能乳胶义乳及其制备方法与流程
1.本发明涉及义乳领域,特别涉及一种多功能乳胶义乳及其制备方法。
背景技术:
2.做过乳房切除术的乳腺癌患者,因一侧乳房缺失导致身体左右平衡及胸壁压力被打破,需要长期佩戴义乳调整身形。
3.目前市场上的义乳大多数采用硅胶材质,硅胶材质的义乳产品类别主要有:(1)采用硅胶直接结合tpu(热塑性聚氨酯弹性体橡胶)包覆膜制成的假体。这类产品透气性差且厚重,穿着后有明显的“下坠感”,长时间佩戴后肩膀有负重感,舒适度差且影响健康。(2)采用发泡硅胶或者直接在硅胶上穿孔制作的轻质义乳。因硅胶材质密度高,透气排汗性差,加上义乳较厚,汗水容易残留在孔洞里,尤其在炎热的夏天,残留在孔洞里的汗液容易滋生细菌。许多患者术后因放疗化疗副作用以及需要长期服药等原因,容易造成身体大量出汗。硅胶材质的义乳不能满足患者对透气性和舒适性的要求。
4.市面上还有采用其他材质或工艺制作的义乳产品:(1)用布袋填充棉花或者草籽制成的义乳;(2)用两片乳胶中间夹杂小钢珠缝制的义乳。第一种满足了轻盈透气的需求,但造型难看,佩戴起来与另一侧乳房完全没法匹配,起不到调整身形的作用;第二种满足了重量的需求,但无形态美感,而且佩戴钢珠对健康不利。
5.因此,急需为乳腺癌患者提供一种透气、舒适、有形态美感、手感仿真效果好、安全耐用且具有抑菌防螨功能的义乳及其制备方法。
技术实现要素:
6.本发明的目的是为乳腺癌患者提供一种透气、舒适、有形态美感、手感仿真效果好、安全耐用、抑菌防螨的多功能义乳。同时提供一种制备上述多功能义乳的方法。
7.为了实现发明目的,本发明提供一种多功能乳胶义乳,由外层表布、里层表布、义乳本体组成,还包括液态芯,外层表布、里层表层、义乳本体、液态芯通过模压连接并成形,义乳本体由发泡乳胶制成。
8.优选地,在本发明提供的多功能乳胶义乳中,义乳本体由5.5~6.5mm厚*2层和1~3mm厚*(6~10)层的发泡乳胶堆叠模压而成。
9.优选地,在本发明提供的多功能乳胶义乳中,液态芯厚8~12mm,重8~16g。
10.更优选地,在本发明提供的多功能乳胶义乳中,液态芯厚10mmm,重10~14g。
11.优选地,在本发明提供的多功能乳胶义乳中,液态芯为tpu膜包裹的液态硅胶或tpu包裹的植物精油。
12.优选地,在发明提供的多功能乳胶义乳中,外层表布和里层表布采用针织弹性面料。
13.优选地,在发明提供的多功能乳胶义乳中,多功能乳胶义乳造型为三角形或螺旋形或加长形或水滴形。
14.本发明还提供上述多功能乳胶义乳的制备方法,包括步骤:
15.s1:外层表布、里层表布与发泡乳胶贴合并裁剪
16.将外层表布和里层表布与5.5~6.5mm厚的发泡乳胶层分别进行单面贴合,贴合后风干至贴合牢固;将贴合好的材料裁剪成裁片;
17.s2:第一次模压
18.将裁片放置在半成品模具的下模具上,贴合面料一侧朝下,进行第一次模压;
19.s3:第二次模压
20.将模压的半成品放置在成品模具的下模具上,外层里布一侧朝下,然后从下到上依次放置:(3~5)层从小到大的、每层厚1~3mm的发泡乳胶;厚8~12mm、重8~16g的液态芯;(3~5)层从小到大的、每层厚1~3mm的发泡乳胶;已裁剪并已贴合里层表布的5.5~6.5mm厚的发泡乳胶,里层表布朝上;将上述从下到上依次放置的材料进行成品模压;
21.s4:成品修整
22.从模具上取下成品模型,自然冷却成型,冲压去除毛边,成品完成。
23.优选地,在本发明提供的多功能乳胶义乳的制备方法中,第一次模压工序中的模压温度为150℃~160℃,时间为500秒。
24.优选地,在本发明提供的多功能乳胶义乳的制备方法中,第二次模压工序中的模压温度为160℃~180℃,时间为900秒。
25.有益效果:(1)抑菌防螨。义乳主体材料选用a级天然乳胶,材质本身具有较强的抑菌和防螨性能。(2)透气。乳胶采用特拉雷物理发泡乳胶,发泡乳胶在制作过程中形成天然气孔,具有优良的透气性。(3)具有形态美感和舒适性。模压成形让各组成部分相对固定,能够实现设计的造型,液态芯又能实现一定的流动性,让设计的造型能够调整实现塑形要求;含液态芯的乳胶义乳完美地实现了形态美感和健康舒适性能的结合。(4)手感仿真。液态芯的加入除了起到调节重量的作用之外,液体的流动性还让乳胶义乳在触感上更加真实灵动,让患者在佩戴时感觉不再是一块硬邦邦的假体,而是柔软如同身体的一部分。(5)安全耐用。发泡乳胶采用物理发泡,比化学发泡更安全;外层和里层采用弹性好、透气性好的针织弹性面料进行包裹,不仅不会影响义乳的触感、弹性,还可以水洗,防止撕裂包裹在内的义乳本体,增加了义乳的耐用性。
附图说明
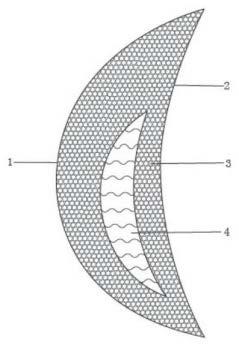
26.图1是多功能乳胶义乳的构造剖面图
27.图2是提供的三角形多功能乳胶义乳造型图
28.图3是提供的螺旋形多功能乳胶义乳造型图
29.图4是提供的加长形多功能乳胶义乳造型图
30.图5是提供的水滴形多功能乳胶义乳造型图
31.图中,1-外层表布;2-里层表布;3-义乳本体;4-液态芯
具体实施方式
32.如图1所示,本发明提供的多功能乳胶义乳由外层表布、里层表布、义乳本体和液态芯组成。4部分通过模压连接成形。
33.关于外层表布和里层表布的作用与选择。外层表布和里层表布的选择主要是材质的选择,外层表布和里层表布选用针织弹性面料,优选锦纶/氨纶长丝面料。对于外层表布和里层表布的选择不限于锦纶/氨纶材质的针织弹性面料,只要具备弹性优良、易定型、耐高温、透气性好的材料都可使用。外层表布和里层表布在本发明中的主要作用:防止乳胶义乳本体被撕裂,提高耐水洗性能,提高至少不减损义乳的绵软手感。
34.关于义乳本体的作用与选择。首先,义乳本体的材质优选a级天然乳胶,乳胶含量90%-93%,灰分5%-8%,其他2%。天然乳胶包括聚异戊二烯,水溶性蛋白,游离脂肪酸等物质,是已知的材料。其次,选用采用物理发泡的乳胶,选择发泡乳胶是为了增加义乳本体的透气性,选择物理发泡乳胶是为了保证安全性。物理发泡乳胶在本发明中主要的作用:抑菌、防螨、透气、手感软糯、易定型、回弹性能好。乳胶本体是由不同厚度、大小不一的多层发泡乳胶堆叠模压而成。优选5.5~6.5mm厚*2层和1~3mm厚*(6~10)层的发泡乳胶堆叠模压而成。
35.5.5~6.5mm厚的2层发泡乳胶主要起到造型作用,应保证有一定的厚度。6~10层的发泡乳胶主要通过模压起填充与造型的作用,厚度不能太厚。发泡乳胶的大小根据义乳成品的造型确定后裁剪。
36.关于液态芯的材质的作用与选择。液态芯可选用的材质极为宽泛,只要是对身体安全无害的液体都可以选用,可以是化妆品级的白矿油,也可以是食品级的液体,包裹材料也可以选用多种不渗液、有一定强度的膜材;优选tpu膜包裹液态硅胶,但不仅限于液态硅胶,也可以是调节睡眠的植物精油等。液态芯的主要作用是:调节义乳重量,增加产品仿真手感。液态芯的重量选择很重要,需要通过重量选择起到调节义乳重量的作用,通常以重8~16g、厚8~12mm为宜,优选厚度10mmm、重10~14g。
37.按以下步骤进行多功能乳胶义乳的制备:
38.s1:外层表布、里层表布与发泡乳胶贴合并裁剪。将外层表布和里层表布与5.5~6.5mm厚的发泡乳胶层分别进行单面贴合,贴合后风干至贴合牢固;将贴合好的材料裁剪成裁片。
39.s2:第一次模压。将裁片放置在半成品模具的下模具上,贴合面料一侧朝下,进行第一次模压。模压温度为150℃~160℃,时间为500秒。
40.s3:第二次模压。将模压的半成品放置在成品模具的下模具上,外层里布一侧朝下,然后从下到上依次放置:(3~5)层从小到大的、每层厚1~3mm的发泡乳胶;厚8~12mm、重8~16g的液态芯;(3~5)层从小到大的、每层厚1~3mm的发泡乳胶;已裁剪并已贴合里层表布的5.5~6.5mm厚的发泡乳胶,里层表布朝上;将上述从下到上依次放置的材料进行成品模压;模压温度为160℃~180℃,时间为900秒。
41.s4:成品修整。从模具上取下成品模型,自然冷却成型,冲压去除毛边,成品完成。
42.实施例1
43.外层表布和里层表布均选用由锦纶/氨纶长丝制成的针织弹性面料。义乳本体选用物理发泡的a级天然乳胶。液态芯采用tpu膜包裹液态硅胶,液态芯重14g,厚12mm。
44.首先将外层表布、里层表布分别与6.5mm厚的物理发泡a级乳胶单面贴合,贴合好的面料放置24小时风干,遇到潮湿天气,需延长风干时间直到贴合牢固。将贴合好的材料裁剪成需要大小的裁片。
45.然后将裁剪好的裁片放置在半成品模具的下模具上,贴合面料的一侧朝下,进行第一次模压,模压温度为160℃,模压时间为500秒。
46.更换成品模具,将已压制好的半成品放置在成品模具的下模具上,调整好位置,在其底部一次性放置3mm厚的发泡乳胶共5层,从小到大堆叠成芯;然后放置12mm厚*重14g的液态芯;在液态芯上盖上3mm厚的发泡乳胶共5层,从小到大堆叠成芯;覆盖已裁剪也贴合的裁片。将上述放置好的材料进行第二次模压,温度180℃,模压时间为900秒。
47.从模具上取下成品模型,10分钟自然冷却成型,去除毛边,成品完成。成品造型如图2或图3或图4或图5。
48.实施例2
49.与实施例1相同,外层表布和里层表布均选用由锦纶/氨纶长丝制成的针织弹性面料。义乳本体采用物理发泡的a级天然乳胶。液态性采用tpu膜包裹植物精油。与实施例1不同之处在于:液态芯重8g,厚8mm。
50.与实施例1制备步骤相同,首先将外层表布、里层表布分别与5.5mm厚的发泡乳胶单面贴合并裁剪;然后将裁剪好的材料在半成品模具上模压成一定形状;在成品模具的下模具上从下到上依次放置已在半成品模具上模压的材料、1.5mm厚*4层的发泡乳胶、8mm厚*重8g的液态芯、1.5mm厚*4层的发泡乳胶、裁剪好的已贴合表布的发泡乳胶一起模压成形。半成品模压温度为150℃,模压时间为500秒。成品模压温度为160℃,模压时间为900秒。成品造型如图2或图3或图4或图5。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1