一种骨科植入物的制作方法
1.本实用新型属于医用材料领域,具体涉及一种骨科植入物,尤其涉及一种强度高的骨科植入物。
背景技术:
2.自体骨移植一直以来都是临床上处理因创伤或其他病理因素导致的骨缺损的黄金标准,其优点是没有免疫排斥性,治疗效果良好,其缺点是会形成另一处伤口,有伤口感染的风险,且可用数量有限。近年来,随着材料科学的进步,多孔型植入物被认为是最有潜力取代自体骨的方案之一,尤其是通过增材制造技术(如3d打印)生产的多孔植入体,其可控制的孔径大小、孔隙率及孔隙分布特性,使得植入物能更精准符合医生及患者的需求。目前最新研究的生物可降解多孔3d打印骨科植入物,如cn201921160413.0,其结构孔多为上下面为大孔,侧面因为受制于打印工艺(尤其是熔融沉积制造(fdm))的限制,一般孔都比较小,难以形成侧面和上下面均一的孔径,导致产品植入体内后不同孔径与骨的接触面骨长入效果不同,且侧面由于孔径较小,影响骨长入速度进而延长骨修复时间,导致患者愈合速度降低。此外,一般生物可降解多孔3d打印骨科植入物力学性能较差,通常只能用于非受力区域,导致产品使用范围较窄。因此,如何提供一种既能满足孔隙设计,又能加强力学强度的骨科植入物,成为了亟待解决的问题。
技术实现要素:
3.针对现有技术的不足,本实用新型的目的在于提供一种骨科植入物,尤其提供一种强度高的骨科植入物。本实用新型提供的骨科植入物强度高,并可通过控制孔径促进细胞、血管的长入和营养物质的交换。
4.为达到此实用新型目的,本实用新型采用以下技术方案:
5.本实用新型提供了一种骨科植入物,所述骨科植入物由至少两层基本单元层堆叠形成,相邻两层基本单元层之间不完全重叠。
6.所述基本单元层包括至少两条结构纤维,所述结构纤维包括至少一条横结构纤维和至少一条纵结构纤维,所述横结构纤维和纵结构纤维相交连接。
7.上述骨科植入物通过将相邻两层基本单元层之间不完全重叠设置,形成了中心部互相交错的网状实心梁结构,相邻两层基本结构层的横结构纤维和纵结构纤维部分重合或完全重合,极大程度地提高了结构的整体抗压性能,提高了抗压强度;并且还能够通过控制结构纤维的参数控制孔径的大小,促进细胞、血管的长入和营养物质的交换。
8.优选地,所述基本单元层还包括至少一条一般纤维,所述一般纤维与纵结构纤维平行,并与横结构纤维相交连接。
9.优选地,所述相邻两层基本单元层之间旋转60-120
°
。
10.优选地,所述结构纤维横截面的宽度为0.01-10mm。
11.优选地,所述结构纤维横截面的宽度为0.1-2mm。
12.优选地,当横结构纤维至少为两条时,相邻两条横结构纤维之间的间距为0.01-10mm。
13.优选地,当横结构纤维至少为两条时,相邻两条横结构纤维之间的间距为0.1-2mm。
14.优选地,当纵结构纤维至少为两条时,相邻两条纵结构纤维之间的间距为0.01-10mm。
15.优选地,当纵结构纤维至少为两条时,相邻两条纵结构纤维之间的间距为0.1-2mm。
16.优选地,所述结构纤维横截面的高度为0.01-10mm。
17.优选地,所述结构纤维横截面的高度为0.1-2mm。
18.其中,旋转的角度可以是60
°
、65
°
、70
°
、75
°
、80
°
、85
°
、90
°
、95
°
、100
°
、105
°
、110
°
、115
°
或120
°
等,结构纤维的宽度可以是0.01mm、0.1mm、1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm或10mm等,相邻两条横结构纤维之间的间距可以是0.01mm、0.1mm、1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm或10mm等,相邻两条纵结构纤维之间的间距可以是0.01mm、0.1mm、1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm或10mm等,但不限于以上所列举的数值,上述数值范围内其他未列举的数值同样适用。
19.本实用新型提供的骨科植入物可示例性地由包括以下步骤的方法制备得到:
20.通过计算机构建模型,之后利用3d打印机直接打印,得到所述骨科植入物。
21.上述骨科植入物的组成材料为市面上常规医用植入物材料,包括但不限于聚乳酸、聚己内酯、聚羟基乙酸、聚乙二醇,聚醚醚酮、壳聚糖等高分子材料;羟基磷灰石、磷酸三钙、硅酸钙等无机陶瓷材料;钛、钽、镍、钴、钼、铁、镁、铝等金属及合金材料或以上两种或两种以上材料的复合物。
22.相对于现有技术,本实用新型具有以下有益效果:
23.本实用新型提供了一种骨科植入物,通过将相邻两层基本单元层之间不完全重叠设置,形成了中心部互相交错的网状实心梁结构,极大程度地提高了结构的整体抗压性能,提高了抗压强度;并且还能够通过控制结构纤维的参数控制孔径的大小,促进细胞、血管的长入和营养物质的交换。
附图说明
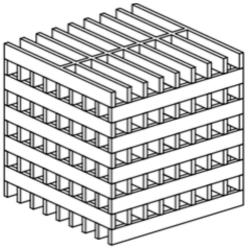
24.图1是实施例1提供的医用植入物的结构示意图;
25.图2是实施例1提供的医用植入物的基本单元结构示意图;
26.图3是实施例2提供的医用植入物的结构示意图;
27.图4是实施例2提供的医用植入物的基本单元结构示意图;
28.图5是实施例3提供的医用植入物的结构示意图;
29.图6是实施例3提供的医用植入物的基本单元结构示意图;
30.图7是对比例1提供的医用植入物的结构示意图。
具体实施方式
31.下面通过具体实施方式来进一步说明本实用新型的技术方案。本领域技术人员应
该明了,所述实施例仅仅是帮助理解本实用新型,不应视为对本实用新型的具体限制。
32.实施例1
33.本实施例提供了一种医用植入物,其结构如图1所示,基本单元结构如图2所示,包含1条横结构纤维、1条纵结构纤维及8条一般纤维,纵结构纤维分布于中间,左右分别分布四条一般纤维。
34.其中相邻两层基本单元层之间旋转90
°
,结构纤维和一般纤维横截面的宽度为0.6mm,高度为1mm,纵结构纤维与一般纤维以及一般纤维之间的间距均为1mm。横结构纤维、纵结构纤维和一般纤维长度均为10mm,基本单元层共有10层。
35.制备方法如下:
36.通过计算机构建模型,之后利用3d打印机直接打印,得到所述骨科植入物(材料为聚己内酯-羟基磷灰石复合材料,聚己内酯mw为100000,羟基磷灰石为纳米级,粒径在20-50nm之间,两者质量比为6:4)。
37.实施例2
38.本实施例提供了一种医用植入物,其结构如图3所示,基本单元结构如图4所示,包含1条长横结构纤维、2条短横结构纤维、1条纵结构纤维及8条一般纤维,纵结构纤维分布于中间,左右分别分布四条一般纤维。
39.其中相邻两层基本单元层之间旋转90
°
,结构纤维和一般纤维横截面的宽度为0.01mm,高度为0.01mm,横结构纤维之间的间距、纵结构纤维与一般纤维之间的间距以及一般纤维之间的间距均为0.01mm。长横结构纤维和纵结构纤维和一般纤维长度均为0.2mm,短横结构纤维长度为0.05mm,基本单元层共有20层。
40.制备方法如下:
41.通过计算机构建模型,之后利用3d打印机直接打印,得到所述骨科植入物(材料为钛合金ti-6al-4v)。
42.实施例3
43.本实施例提供了一种医用植入物,其结构如图5所示,基本单元结构如图6所示,包含3条横结构纤维、3条纵结构纤维及6条一般纤维,纵结构纤维分布于中间,左右分别分布三条一般纤维。
44.其中相邻两层基本单元层之间旋转90
°
,结构纤维和一般纤维横截面的宽度为10mm,高度为10mm,横结构纤维之间的间距、纵结构纤维与一般纤维之间的间距以及一般纤维之间的间距均为10mm。横结构纤维和纵结构纤维和一般纤维长度均为200mm,基本单元层共有20层。
45.制备方法如下:
46.通过计算机构建模型,之后利用3d打印机直接打印,得到所述骨科植入物(材料为聚乳酸,mw为100000)。
47.实施例4
48.本实施例提供了一种医用植入物,除结构纤维和一般纤维横截面的宽度为2mm、高度为2mm外,其余与实施例1一致。
49.实施例5
50.本实施例提供了一种医用植入物,除结构纤维和一般纤维横截面的宽度为10mm、
高度为10mm外,其余与实施例1一致。
51.实施例6
52.本实施例提供了一种医用植入物,除纵结构纤维和一般纤维以及一般纤维之间的间距均为0.1mm外,其余与实施例1一致。
53.实施例7
54.本实施例提供了一种医用植入物,除纵结构纤维和一般纤维以及一般纤维之间的间距均为2mm外,其余与实施例1一致。
55.实施例8
56.本实施例提供了一种医用植入物,除纵结构纤维和一般纤维以及一般纤维之间的间距均为0.01mm外,其余与实施例1一致。
57.对比例1
58.本对比例提供了一种医用植入物,参考cn211067217u,其结构如图7所示。
59.制备方法如下:
60.(1)分层建立模型,每层基本单元为平行且互相连接不中断的纤维构成的平面,纤维直径0.6mm,相邻基本单元的平行纤维之间为120
°
夹角;
61.(2)将建立的模型进行求和并导出stl模型,经过软件切片形成打印机可识别的gcode格式文件;其中切片参数设置如下:打印速度:1-20mm/s;风扇转速:80%-100%;路径规划:每层连续一次打印成型,纤维之间0.2-0.6mm圆角过渡,且除过第一层基本单元,打印任意一层时,喷头都以下面一层基本单元为参考,以逆时针方向120
°
夹角路径移动并连续一次打印,每三层形成内部正六面形微孔;打印层厚:第一层0.3mm,其他层0.4mm;上下相邻的单元之间有0.13mm重叠;打印机每打印完成一层后,基板下降0.3mm并进行下一层打印,防止喷头刮伤已经打印的模型;
62.(3)打印过程控制:打印环境温度:25℃;打印温度:85℃;成型基板温度:45℃;
63.(4)打印完成后,将基板温度下调至10℃,等待6min,基板温度下降到15℃以下时,用镊子取下模型。
64.对比例2
65.某市售医用植入物。
66.效果测试:
67.将实施例1-8和对比例1-2提供的医用植入物进行抗压性能测试,按照gb/t1041-2008规定的方法进行抗压实验,以1
±
0.2mm/min的速度对样品施加压力,直至样品形变至50%或破裂,记录抗压强度数据,结果如下:
68.[0069][0070]
以上结果可以发现,本实用新型通过采用特定的结构,能够有效提高整体抗压性能,提高抗压强度,相比现有技术具有显著的优势;并通过选择特定的参数,在兼顾了孔径的大小,使得细胞、血管能够有效长入,营养物质能够有效交换的前提下尽可能提高了产品的强度。
[0071]
申请人声明,本实用新型通过上述实施例来说明本实用新型的骨科植入物,但本实用新型并不局限于上述实施例,即不意味着本实用新型必须依赖上述实施例才能实施。所属技术领域的技术人员应该明了,对本实用新型的任何改进,对本实用新型产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本实用新型的保护范围和公开范围之内。
[0072]
以上详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
[0073]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1