一种摇椅形牙弓丝用定型模具的制作方法
1.本实用新型涉及医疗器械用模具,具体是一种摇椅形牙弓丝用定型模具。
背景技术:
2.牙列错颌畸形是主要的口腔疾病之一,患者咀嚼功能和发音功能受到影响,同时还会严重影响面部美观。错颌畸形中的深覆颌和开颌治疗需要用到摇椅形牙弓丝,由于摇椅形牙弓丝为三维空间曲线结构,如附图2所示,采用常规定型模具无法实现定型加工,传统技术通常采用将不锈钢管手工弯制成摇椅形状,然后将镍钛丝材穿入不锈钢管中进行加热定型。但手工弯管形状一致性无法得到有效保证,所生产的摇椅形牙弓丝弓形一致性偏差较大,影响矫治疗效。
3.专利cn214549659u公布了一种缠绕式定型模具,该技术可以解决弓形一致性问题。然而实践表明,现有缠绕式定型模具定型摇椅形牙弓丝时存在镍钛丝材材料利用率低和一个模具只适用于一种弓形的生产的问题,无法满足不同spee曲线高度需求的摇椅形牙弓丝的定制化生产。基于此,有必要发明一种摇椅形牙弓丝用定型模具,经济高效,有效保证弓形一致性的同时又可满足临床定制需求。
技术实现要素:
4.本实用新型为了解决现有缠绕式定型模具定型摇椅形牙弓丝时镍钛丝材材料利用率低、一个模具只能生产一种弓形的问题,提供了一种摇椅形牙弓丝用定型模具。
5.本实用新型是采用如下技术方案实现的:
6.一种摇椅形牙弓丝用定型模具,包括椭圆柱形的模具本体,模具本体的外侧面沿竖向一体设置有两个位于模具本体短轴端的第i凸棱条、一个位于模具本体长轴端的第ii凸棱条和两个第iii凸棱条;第iii凸棱条设置于第i凸棱条与第ii凸棱条之间,且两个第iii凸棱条呈前后正对;第i凸棱条上开设有若干个左右贯通且上下等距离分布的端部限位孔;第ii凸棱条上开设有若干个前后贯通且上下等距离分布的中部限位孔;第iii凸棱条上开设有若干个左右贯通且上下等距离分布的spee曲高度调节孔,端部限位孔的内端面、中部限位孔的内端面、spee曲高度调节孔的内端面均与模具本体的外侧面相衔接。
7.进一步地,所述第ii凸棱条的数量为两个,且两个第ii凸棱条分布于模具本体的长轴两端;所述第iii凸棱条的数量为四个,且四个第iii凸棱条呈矩形分布。
8.进一步地,每个第i凸棱条上的端部限位孔的数目均为n个;每个第ii凸棱条上的中部限位孔的数目均为n个,n为大于3的正整数;位于同一层的端部限位孔、中部限位孔呈共面设置。
9.进一步地,端部限位孔、中部限位孔、spee曲高度调节孔均为方孔,且所述方孔的边长为0.2mm-0.7mm。
10.进一步地,端部限位孔的设置间距、中部限位孔的设置间距、spee曲高度调节孔的设置间距均为1mm-5mm。
11.进一步地,所述模具本体为中部开有竖向通孔的环形模具本体。
12.进一步地,端部限位孔的外端面与第i凸棱条的外端面之间、中部限位孔的外端面与第ii凸棱条的外端面之间、spee曲高度调节孔的外端面与第iii凸棱条的外端面之间均贯通开设有开孔通道,且设置于端部限位孔与第i凸棱条之间、spee曲高度调节孔与第iii凸棱条之间的开孔通道呈左右贯通;设置于中部限位孔与第ii凸棱条之间的开孔通道呈前后贯通。
13.本实用新型结构设计合理可靠,保证了摇椅形牙弓丝生产时的弓形一致性,而且可以一次性处理几十根甚至更多的牙弓丝,经济高效,有效提高了定型加工效率、模具利用率及丝材利用率,同时通过穿过不同高度的spee曲高度调节孔,可以获得不同spee曲的摇椅形牙弓丝,实现不同spee曲高度要求摇椅形牙弓丝的定型处理,以满足临床定制需求与医生定制化治疗需求,进一步的,可以根据临床需求在不需要设计新模具的条件下进行定制化摇椅形牙弓丝生产,生产效率高,质量可靠;具有产品一致性好,弓形控制精确、易于加工的优点。
附图说明
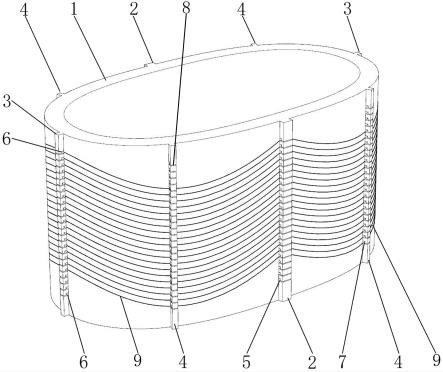
14.图1是本实用新型的结构示意图;
15.图2是本实用新型中摇椅形牙弓丝的结构示意图;
16.图3是本实用新型穿丝时的状态参考图;
17.图4是本实用新型的正视示意图;
18.图5是本实用新型的侧视示意图;
19.图6是本实用新型的俯视示意图。
20.图中,1-模具本体,2-第i凸棱条,3-第ii凸棱条,4-第iii凸棱条,5-端部限位孔,6-中部限位孔,7-spee曲高度调节孔,8-开孔通道,9-记忆合金丝材。
具体实施方式
21.一种摇椅形牙弓丝用定型模具,如附图1、附图3-附图6所示,包括椭圆柱形的模具本体1,模具本体1的外侧面沿竖向一体设置有两个位于模具本体1短轴端的第i凸棱条2、一个位于模具本体1长轴端的第ii凸棱条3和两个第iii凸棱条4;第iii凸棱条4设置于第i凸棱条2与第ii凸棱条3之间,且两个第iii凸棱条4呈前后正对;第i凸棱条2上开设有若干个左右贯通且上下等距离分布的端部限位孔5;第ii凸棱条3上开设有若干个前后贯通且上下等距离分布的中部限位孔6;第iii凸棱条4上开设有若干个左右贯通且上下等距离分布的spee曲高度调节孔7,端部限位孔5的内端面、中部限位孔6的内端面、spee曲高度调节孔7的内端面均与模具本体1的外侧面相衔接。
22.本实用新型中模具本体1、第i凸棱条2、第ii凸棱条3、第iii凸棱条4的结构设计为端部限位孔5、中部限位孔6、spee曲高度调节孔7提供了开孔空间,并为记忆合金丝材9的放置提供了支撑作用。本定型模具加工时模具本体1的外形轮廓根据所需定型的摇椅形牙弓丝投影轮廓设计加工;模具本体1的高度根据热处理定型设备的有效加热空间进行设计,最大化提高设备利用率。端部限位孔5方便记忆合金丝材9两个端部的固定,中部限位孔6方便记忆合金丝材9中部的固定,spee曲高度调节孔7能够对记忆合金丝材9的spee曲线段进行
定位,并能够根据spee曲线的曲度,灵活选择将记忆合金丝材9的中部穿于其中对应高度的spee曲高度调节孔7,使得本实用新型适用于不同曲度的记忆合金丝材9,满足临床定制需求,有效控制了摇椅形牙弓丝的弓形尺寸,同时保证不同生产批弓形的一致性。
23.使用时,将由镍钛合金制成的记忆合金丝材9的一端穿入位于最上层的第一个端部限位孔5,并将记忆合金丝材9的另一端绕着模具本体1的外侧面依次穿过第一个spee曲高度调节孔7、位于最上层的中部限位孔6、第二个spee曲高度调节孔7、位于最上层的第二个端部限位孔5,由此完成第一根记忆合金丝材9的穿丝,其中,第一个spee曲高度调节孔7、第二个spee曲高度调节孔7的高度根据摇椅形牙弓丝spee曲线的曲度来确定;依此类推,依次在第一根记忆合金丝材9的下方穿其余各根记忆合金丝材9,由此完成记忆合金丝材9的穿丝,而后将固定有记忆合金丝材9的本定型模具放入热处理炉中进行定型处理,热处理完成后将记忆合金丝材9从本定型模具上抽出,即可完成摇椅形牙弓丝的定型加工。
24.如附图1、附图3、附图6所示,所述第ii凸棱条3的数量为两个,且两个第ii凸棱条3分布于模具本体1的长轴两端;所述第iii凸棱条4的数量为四个,且四个第iii凸棱条4呈矩形分布。
25.该结构设计使得本定型模具的两侧均能够穿记忆合金丝材9,一周均可有效利用,穿丝时位于同一层的两根记忆合金丝材9的两端共用两个端部限位孔5,进而有效提高了定型加工效率、模具利用率及丝材利用率。
26.如附图1、附图3、附图4、附图5所示,每个第i凸棱条2上的端部限位孔5的数目均为24个;每个第ii凸棱条3上的中部限位孔6的数目均为24个;位于同一层的端部限位孔5、中部限位孔6呈共面设置。
27.端部限位孔5、中部限位孔6共面的结构设计能够对摇椅形牙弓丝的端部、中部进行精准定位,进而有效提高了摇椅形牙弓丝的加工精度。
28.如附图1、附图3、附图4、附图5所示,端部限位孔5、中部限位孔6、spee曲高度调节孔7均为方孔,且所述方孔的边长为0.2mm-0.7mm。
29.该结构设计使得本定型模具能够适用于现有的不同尺寸的摇椅形牙弓丝的定型,适用性能进一步提升。
30.如附图1、附图3、附图4、附图5所示,端部限位孔5的设置间距、中部限位孔6的设置间距、spee曲高度调节孔7的设置间距均为1mm-5mm。
31.该间距值设计合理,在保证相邻层间记忆合金丝材9互不干扰的前提下,增加了一次定型生产的摇椅形牙弓丝的数量,进一步提升了本定型模具的定型效率。
32.如附图1、附图3、附图6所示,所述模具本体1为中部开有竖向通孔的环形模具本体。
33.该结构设计使得本定型模具易于受热,且受热均匀,进而保证了各根记忆合金丝材9的定型效果。
34.如附图1、附图3、附图4、附图5所示,端部限位孔5的外端面与第i凸棱条2的外端面之间、中部限位孔6的外端面与第ii凸棱条3的外端面之间、spee曲高度调节孔7的外端面与第iii凸棱条4的外端面之间均贯通开设有开孔通道8,且设置于端部限位孔5与第i凸棱条2之间、spee曲高度调节孔7与第iii凸棱条4之间的开孔通道8呈左右贯通;设置于中部限位孔6与第ii凸棱条3之间的开孔通道8呈前后贯通。
35.该结构设计方便采用线切割法对端部限位孔5、中部限位孔6、spee曲高度调节孔7进行加工,降低了本定型模具的加工难度。
36.实施例1:
37.根据临床医生矫治需求,定制生产spee曲高度7mm的摇椅形牙弓丝,丝径0.41mm,投影弓形轮廓为方圆形下颌。根据弓形需要,选用方圆形摇椅弓定型模具,端部限位孔5、中部限位孔6、spee曲高度调节孔7的尺寸均为0.7 mm
×
0.7mm,端部限位孔5的设置间距、中部限位孔6的设置间距、spee曲高度调节孔7的设置间距均为1mm。
38.如附图1所示,将直径0.41 mm的镍钛丝材一端穿入最上层的前侧端部限位孔5,记忆合金丝材9的另一端穿过由上向下数第五个右前侧spee曲高度调节孔7,然后记忆合金丝材9穿过位于最上层的右侧中部限位孔6,之后穿过由上向下数第五个右后侧spee曲高度调节孔7,最后将记忆合金丝材9穿入最上层的后侧端部限位孔5中。
39.依照上述操作将端部限位孔5、右侧中部限位孔6、右侧spee曲高度调节孔7中穿入记忆合金丝材9,从第二根记忆合金丝材9开始依次向下移动一个孔位进行穿丝。
40.依照上述操作完成左侧记忆合金丝材9的固定。
41.将固定有记忆合金丝材9的模具本体1放入热处理炉中进行定型处理,完成后将记忆合金丝材9从模具本体1上抽出,得到摇椅形牙弓丝。
42.实施例2
43.根据临床医生矫治需求,定制生产spee曲高度12mm的摇椅形牙弓丝,丝径0.41mm,投影弓形轮廓为方圆形下颌。根据弓形需要,选用方圆形摇椅弓定型模具,端部限位孔5、中部限位孔6、spee曲高度调节孔7的尺寸均为0.7 mm
×
0.7mm,端部限位孔5的设置间距、中部限位孔6的设置间距、spee曲高度调节孔7的设置间距均为1mm。
44.如附图3所示,将直径0.41 mm的镍钛丝材一端穿入最上层的前侧端部限位孔5,记忆合金丝材9的另一端穿过由上向下数第八个左前侧spee曲高度调节孔7,然后记忆合金丝材9穿过位于最上层的左侧中部限位孔6,之后穿过由上向下数第八个左后侧spee曲高度调节孔7,最后将记忆合金丝材9穿入最上层的后侧端部限位孔5中。
45.依照上述操作将端部限位孔5、左侧中部限位孔6、左侧spee曲高度调节孔7中穿入记忆合金丝材9,从第二根记忆合金丝材9开始依次向下移动一个孔位进行穿丝。
46.依照上述操作完成右侧记忆合金丝材9的固定。
47.将固定有记忆合金丝材9的模具本体1放入热处理炉中进行定型处理,完成后将记忆合金丝材9从模具本体1上抽出,得到摇椅形牙弓丝。
48.上述实施例仅是为了更好的理解本实用新型,并不是对其的限制,本领域的技术人员可以根据需要对本实用新型做出相应调整修改,但只要在本实用新型的权利要求范围内都将收到保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1