一种镁锌合金胆道支架
1.本实用新型涉及胆道支架技术领域,特别是涉及一种镁锌合金胆道支架。
背景技术:
2.镁及其合金被誉为21世纪的绿色工程材料。此外,镁还可以自发的在人体环境中腐蚀降解,降解产物可被人体吸收,具有优异的生物相容性,是最具有代表性的医用可降解金属材料。
3.目前,胆道支架具有巨大的临床需求,而可降解镁金属胆道支架的研发却相对较少,其主要原因为胆管的蠕动及移动范围,要远超过血管,因此其支架材料需要兼具高强度和良好的降解性能,以避免预期服役过程中断裂失效。镁锌合金成分为人体固有元素,其优异的生物相容性和安全性对于体内植入器械而言非常理想。但相对于稀土镁合金,镁锌合金的力学性能和成型性能却严重不足,因此需要合适的加工工艺去优化显微结构从而获得性能上的提升来满足应用上的需求。
4.申请号为201210424030.6的中国专利,公开了一种镁合金丝材编制人体腔道支架的方法,带有生物陶瓷涂层,附着有药物和x光显影剂,能够在人体内被降解吸收及脱落。不过此类镁合金支架为镁丝编制而成,丝材直径较小,降解容易有点蚀引起的局部断裂,可能会出现早期断裂失效。中国专利《镁合金在制备可降解胆道支架中的应用》(申请号:cn201810685446.0) 公开了一种球囊扩张的网状支架,动物体内降解时间为8周。上述可降解吸收的镁合金支架存在的不足是强度较低、支撑力受到限制。实际上在临床使用中必须要考虑和ercp(经内镜逆行性胰胆管造影术)系统配合的问题,故必须通过特殊的结构设计、保证镁金属支架具有足够柔顺性从而可穿过复杂曲折的管道通路。
技术实现要素:
5.本实用新型的目的是提供一种镁锌合金胆道支架,以解决上述现有技术存在的问题,尺寸精度高,力学性能好,具有高的柔顺性、良好的径向支撑力和长的降解服役周期。
6.为实现上述目的,本实用新型提供了如下方案:
7.本实用新型提供一种镁锌合金胆道支架,包括镁锌合金管状支撑体,所述支撑体外周面上设有螺旋形槽,所述螺旋形槽在所述支撑体外周面上向所述支撑体两端延伸,并将所述支撑体分割为两端的环形支撑部和位于两端的所述环形支撑部之间的螺旋支撑部。
8.优选地,所述支撑体外径小于2.6mm,壁厚小于0.18mm。
9.优选地,所述螺旋形槽的宽度为0.2-5mm,所述螺旋形槽的螺距为 0.5-10mm,所述螺旋形槽的螺旋升角为3
°‑8°
,所述螺旋支撑部展开后的宽度为0.5-5mm。
10.本实用新型相对于现有技术取得了以下技术效果:
11.本实用新型提供的镁锌合金胆道支架,因不含析出相且组织均匀而具有较好的耐腐蚀性能,因成分为全营养元素而具有优异的生物相容性和安全性,通过采用螺旋形结构的螺旋支撑部以及两端的环形支撑部,实现高的柔顺性、良好的径向支撑力和长的降解服
役周期。
附图说明
12.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
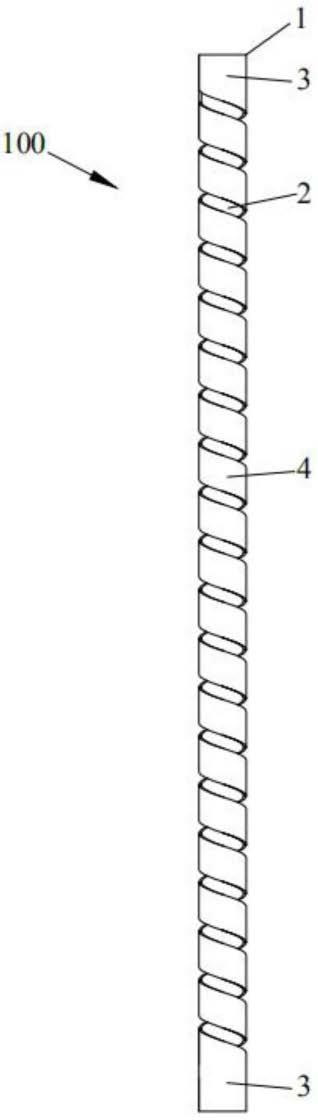
13.图1为本实用新型提供的镁锌合金胆道支架的结构示意图;
14.图2为本实用新型制作过程中坯料、挤压管、轧制管和热拉管的电子背散射衍射的反极图;
15.图3为采用本实用新型中的胆道支架进行大动物实验将镁锌合金胆道支架在体内植入1天后以及植入14天后的ct图像图;
16.图中:100-镁锌合金胆道支架、1-支撑体、2-螺旋形槽、3-环形支撑部、 4-螺旋支撑部。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.本实用新型的目的是提供一种镁锌合金胆道支架,以解决现有技术存在的问题,尺寸精度高,力学性能好,具有高的柔顺性、良好的径向支撑力和长的降解服役周期。
19.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
20.如图1-图2所示,本实施例提供一种镁锌合金胆道支架的制备方法,包括以下步骤:
21.s1:选择镁锌合金铸坯,其中zn的质量分数为1.8%-2.2%,余量为mg;
22.s2:将镁锌合金铸坯加热至330℃-350℃,在330℃-350℃下进行单道次挤压,挤压比为70-100,得到挤压管材;
23.s3:将挤压管材进行多道次室温轧制变形,其中单道次变形量为5%-10%,每道次轧制后在200℃-250℃下进行退火,得到符合人胆管植入尺寸的轧制管材;
24.s4:将轧制管材在230℃-260℃下进行热拉拔,得到表面光滑显微组织均匀的镁锌合金管材;
25.s5:在镁锌合金管材外周面上加工螺旋形槽2,螺旋形槽2将镁锌合金管材分割为两端的环形支撑部3和位于两端的环形支撑部3之间的螺旋支撑部 4;
26.s6:将镁锌合金管材电解抛光,去除毛刺、活化表面。
27.本制备方法通过特定温度下的挤压-轧制-拉拔复合工艺,得到具有螺旋形结构的螺旋支撑部4以及两端的环形支撑部3的镁锌合金胆道支架,使镁锌合金晶粒细化的同时弱化织构,在整个加工过程中保持良好的成型能力,最终获得尺寸精度高,力学性能好的镁锌
合金支架管材型材,具有高的柔顺性、良好的径向支撑力和长的降解服役周期。
28.如图2所示,为制作过程中坯料(图2中左上)、挤压管(图2中右上)、轧制管(图2中左下)和热拉管(图2中右下)的电子背散射衍射的反极图,制备过程中,坯料的晶粒比较粗大,经过单道次大变形挤压后,晶粒尺寸减小到小于100微米,并且挤压管材中的晶体缺陷较多,孪晶和位错密度较高,在挤压管材的基础上再次经多道次冷轧及热处理后,晶粒尺寸缩减5微米以下,此时轧制管材具有较高的抗拉强度,为了进一步调控镁锌合金管材的变形能力,对轧制管材进行热拉拔,得到的热拉管相比较轧制管晶粒尺寸较大,晶体缺陷少,延伸率高,更符合胆管支架的制备要求。
29.步骤s3中,退火时间为5-30分钟,优选为5分钟。
30.步骤s4中,加工得到的镁锌合金管材的外径小于2.6mm,壁厚小于 0.18mm。
31.步骤s5中,采用激光切割加工螺旋形槽2,切割时氩气保护,并对切割头吹氩气,气体流量≥10ml/min,以及时吹走切割渣。
32.步骤s5中,螺旋形槽2的宽度为0.2-5mm,螺旋形槽2的螺距为0.7-10mm,螺旋形槽2的螺旋升角为3
°‑8°
,螺旋支撑部4展开后的宽度为0.5-5mm。
33.步骤s6中,电解抛光的抛光液为磷酸-酒精溶液,磷酸浓度5%-90%,电解电压3-20v。
34.如图1所示,采用以上所述的镁锌合金胆道支架的制备方法制备得到的镁锌合金胆道支架100,包括镁锌合金管状支撑体1,支撑体1外周面上设有螺旋形槽2,螺旋形槽2在支撑体1外周面上向支撑体1两端延伸,并将支撑体1分割为两端的环形支撑部3和位于两端的环形支撑部3之间的螺旋支撑部4。
35.支撑体1外径小于2.6mm,壁厚小于0.18mm。
36.螺旋形槽2的宽度为0.2-5mm,螺旋形槽2的螺距为0.7-10mm,螺旋形槽2的螺旋升角为3
°‑8°
,螺旋支撑部4展开后的宽度为0.5-5mm。
37.采用本方法制备的镁锌合金胆道支架结构具有较高径向支撑力、长降解周期、良好的柔顺性,能够在植入手术时顺利通过自然腔体弯曲管道,在体内安全服役较长时间。
38.采用本方法制备镁锌合金胆道支架,因不含析出相且组织均匀而具有较好的耐腐蚀性能,因成分为全营养元素而具有优异的生物相容性和安全性,并具有良好力学性能,具有良好的临床应用前景。
39.将管材做成胆道支架后径向支撑力0.2n/mm,胆道支架的金属覆盖率在支架名义直径时13~20%;径向回弹率10%,轴向变化率
±
10%;胆道支架压握后最大尺寸≤1.3mm。
40.采用本方法制得的镁锌合金管材(未加工螺旋形槽)的屈服强度可达120 mpa,抗拉强度达230mpa,断后延伸率约为12%,轴向表面粗糙度≤0.2μm,维氏硬度hv0.250-60,晶粒度约在2-12μm。
41.用同样的方法做出同尺寸的纯镁管材(未加工螺旋形槽)的力学性能屈服强度只有60mpa,抗拉强度达110mpa,断后延伸率约为6%,维氏硬度 hv0.230-40,晶粒度约在10-30μm。
42.在前几道工艺不变的前提下,最后采用冷拉拔得到镁锌合金管材(未加工螺旋形槽)屈服强度虽然能到120mpa,但抗拉强度达却只能达到150mpa,断后延伸率也只有6%,轴向表面粗糙度≤0.5μm。
43.如图3所示,为采用本实用新型中的胆道支架进行大动物实验的示意图,图中,(d):镁锌合金胆道支架在体内植入1天后的ct图像;(e):镁锌合金胆道支架在体内植入14天后的ct图像。实验结果表明,本实用新型中的镁锌合金胆道支架能够在胆道中安全服役较长时间。
44.下面结合具体实施例对本方案作进一步的详细说明。
45.实施例一:
46.选择zn含量为2%的镁锌合金管材,其镁锌合金管材外径小于2.6mm,壁厚小于0.18mm。将上述镁锌管材用激光切割出螺旋形结构的螺旋支撑部4 及其两端的环形支撑部3,其中螺旋槽宽0.2mm,螺距1.5mm。在内镜逆行胰胆管造影术(ercp)系统配合下将胆道支架植入猪胆总管后,支架在胆管内维持支撑30天,40天后胆道支架完全排出。生物安全性良好。
47.实施例二:
48.选择zn含量含量为2%的镁锌合金铸坯;将铸坯加热至设定温度330℃,并在330℃温度下进行单道次挤压,挤压比80;再通过20℃下多道次轧制,变形量为10%,每单道次轧制后进行230℃下5min退火,得到的轧制管在 250℃下热拉拔,得到外径2.5mm,壁厚0.15mm的最终管材。镁锌合金管材的室温屈服强度为175mpa,抗拉强度为238mpa。将上述镁锌合金管材用激光切割出胆道支架,在内镜逆行胰胆管造影术(ercp)系统配合下将胆道支架植入猪胆总管后,支架在胆管内维持支撑30天,40天后胆道支架完全排出。生物安全性良好。
49.本实用新型中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1