一种新材料纸尿片加工用成型机的制作方法
1.本实用新型涉及成型加工技术领域,具体为一种新材料纸尿片加工用成型机。
背景技术:
2.现代纸尿裤一般由三个主要部分组成︰表面包覆层、吸收芯层和底布,表面包覆层紧贴婴儿的身体,能够促使尿液快速渗透并有效阻止回渗,保持尿裤表层干爽,吸收芯层,主要是能够俘获并快速吸收尿液、分散尿液或能通过毛细作用把它扩散到整个芯层中、最终吸收并储存尿液,纸尿裤底布主要由pe膜构成,且国内市场上纸尿裤的吸收芯层,主要是由纯木浆(绒毛浆)和高吸水树脂(sap)构成层状结构,纸尿裤在生产时需要让绒浆成型,以便进行切割。
3.目前所使用的纸尿裤成型装置,成形箱就一个箱体,原料注入时容易导致分布不均匀,从而降低纸尿裤芯体的吸收效果,从而降低产品质量结构复杂,成型后的绒浆不方便快速取出,大大影响生产效率,其次成型设备价格昂贵,且体积大,不便于操作,同时在成型时不具备加热功能,导致绒浆成型慢。
技术实现要素:
4.本实用新型的目的在于提供一种新材料纸尿片加工用成型机,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种新材料纸尿片加工用成型机,包括机架,所述机架的中部固定啊左右导杆,且所述导杆的中部贯穿连接有成型架,所述成型架的上端连接有第一液压推杆,所述成型架的底端连接有第二液压推杆,且所述第一液压推杆和第二液压推杆均固定在机架上,且所述机架的上端安装有加热装置,所述加热装置和成型架的中部连接有连接管。
6.可选的,所述成型架包括第一成型框和第二成型框,且所述第一成型框和第二成型框的中部安装有第一加工网和第二加工网,且所述第一加工网和第二加工网的中部填充有纸浆原料,第一加工网和第二加工网将原料与第一成型框和第二成型框进行分隔,避免原料在成型过程中与第一成型框和第二成型框的内壁发生粘连,且便于对第一加工网和第二加工网与原料进行下料分离,便于装置的便捷快速加工。
7.可选的,所述第一成型框的中部开设有加热腔,所述加热腔的内部安装有加热网,所述加热网的一端连接有导线,且所述导线与连接管进行固定连接,加热网的安装便于对第一成型框底部的原料进行升温加热,便于原料的快速成型,便于提高装置的生产效率。
8.可选的,所述第一成型框和第二成型框的四角处均开设有套孔,且所述套孔与导杆进行套接,套孔与导杆进行套接,便于保证第一成型框和第二成型框在分离和闭合时的稳定,避免产生误差和偏移。
9.可选的,所述第一加工网和第二加工网均为u形网,且所述第一加工网和第二加工网上均设有透水孔,第一加工网和第二加工网将原料纸浆进行包裹,便于质量在成型的过
程中将多余水分析出,并将成型后的纸浆与成型架进行分离,便于产品的取出。
10.可选的,所述第一成型框的底部边缘设有卡槽,且所述第二成型框与第一成型框之间通过卡槽进行套接,第一成型框与第二成型框之间的适配安装便于对装置进行完整拼接使用,避免产品在加工成型过程中出现变形,保证产品的质量。
11.与现有技术相比,本实用新型的有益效果是:
12.1、该新材料纸尿片加工用成型机,通过将成型架分成第一成型框和第二成型框,且第一成型框和第二成型框的中部分别安装有第一加工网和第二加工网,并通过第一液压推杆和第二液压推杆连接在机架的内部,便于在加工过程中通过第一加工网和第二加工网将原料与第一成型框和第二成型框进行分离,便于成型后的纸尿片与第一成型框和第二成型框分离,便于对装置进行便捷快速的上下料,且避免原料残留和下料时出现撕裂,影响产品的品质。
13.2、该新材料纸尿片加工用成型机,通过在第一成型框的内部开设有加热腔,并在加热腔的内部填充加热网,加热网通过导线和连接管与加热装置进行连接,便于对加热网进行通电加热,使加热网的热增加第一成型框内部的原料的成型速度,便于提高装置的生产效率。
附图说明
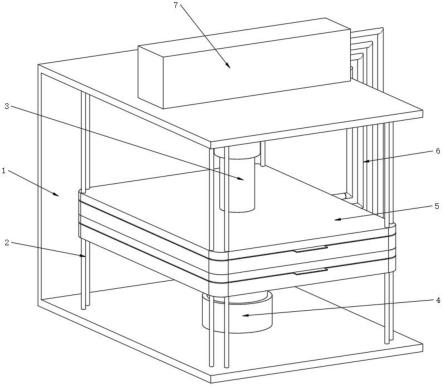
14.图1为本实用新型一种新材料纸尿片加工用成型机的整体结构示意图;
15.图2为本实用新型一种新材料纸尿片加工用成型机的成型架剖视图;
16.图3为本实用新型一种新材料纸尿片加工用成型机的成型架示意图;
17.图4为本实用新型一种新材料纸尿片加工用成型机的第一成型框示意图。
18.图中:1、机架;2、导杆;3、第一液压推杆;4、第二液压推杆;5、成型架;51、第一成型框;52、第二成型框;53、第一加工网;54、第二加工网;55、加热腔;56、加热网;57、导线;58、套孔;6、连接管;7、加热装置。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1至图4,本实用新型提供一种新材料纸尿片加工用成型机,包括机架1,机架1的中部固定啊左右导杆2,且导杆2的中部贯穿连接有成型架5,成型架5的上端连接有第一液压推杆3,成型架5的底端连接有第二液压推杆4,且第一液压推杆3和第二液压推杆4均固定在机架1上,且机架1的上端安装有加热装置7,加热装置7和成型架5的中部连接有连接管6。
21.成型架5包括第一成型框51和第二成型框52,且第一成型框51和第二成型框52的中部安装有第一加工网53和第二加工网54,且第一加工网53和第二加工网54的中部填充有纸浆原料。
22.第一成型框51的中部开设有加热腔55,加热腔55的内部安装有加热网56,加热网
56的一端连接有导线57,且导线57与连接管6进行固定连接。
23.第一成型框51和第二成型框52的四角处均开设有套孔58,且套孔58与导杆2进行套接。
24.第一加工网53和第二加工网54均为u形网,且第一加工网53和第二加工网54上均设有透水孔。
25.第一成型框51的底部边缘设有卡槽,且第二成型框52与第一成型框51之间通过卡槽进行套接。
26.工作原理:使用本装置时,将成型架5安装在机架1的内部通过套孔58和导杆2之间进行穿插连接,且第一液压推杆3和第二液压推杆4分别安装在成型架5的上下两端,对第一成型框51和第二成型框52进行分别的连接,随后第一液压推杆3和第二液压推杆4将第一成型框51和第二成型框52进行上下拉开,并将第一加工网53和第二加工网54分别放在第一成型框51和第二成型框52的内侧面,并在第一加工网53和第二加工网54的中部进行原料的填充,随后通过第一液压推杆3和第二液压推杆4推动第一成型框51和第二成型框52进行闭合,将第一加工网53和第二加工网54进行挤压塑型,并在塑形的过程中,第一成型框51内部安装的加热网56进行通电发热,将第一加工网53和第二加工网54内部的原料进行快速成型;当装置加工完成之后,第一液压推杆3和第二液压推杆4带动第一成型框51和第二成型框52分开,并由第一成型框51和第二成型框52的中部将成型的纸尿片与第一加工网53和第二加工网54一同取出,并将第一加工网53和第二加工网54进行剥离,完成纸尿片的加工,即可。
27.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1