一种透气型拉拉裤及其加工装置和加工方法与流程
本技术涉及卫生用品的,尤其是涉及一种透气型拉拉裤及其加工装置和加工方法。
背景技术:
1、现有的吸收性卫生用品,当大量尿液短时间流出时,吸收芯体的吸收速度有限,纸尿裤局部布满了液体,容易导致顶面的液体来不及吸收,液体容易从两侧发生侧漏,为了缓解这种情况,通常在芯体两侧设置护围作为防侧漏结构。护围虽然起到了围挡作用,但同时也降低了芯体区域的透气性,使芯体区域产生的异味和细菌不断积累,而引起人体皮肤不适等健康问题。
技术实现思路
1、为了提高拉拉裤护围内的芯体区域透气性,本技术提供一种透气型拉拉裤及其加工装置和加工方法,采用如下的技术方案:
2、一种透气型拉拉裤,包括芯体、底层和两个护围,所述芯体粘接于所述底层上,两个所述护围分别粘接于所述芯体两侧,所述护围包括基层,所述基层顶面设有与所述芯体长度方向垂直的贯穿槽,所述贯穿槽内设有吸水膨胀颗粒,所述基层顶面覆盖有面层。
3、通过采用上述技术方案,先在基层上多条并列的贯穿槽,然后将吸水膨胀颗粒填入贯穿槽内,将面层复合在基层上,在常态下贯穿槽作为透气孔道提高围挡区域透气性,在尿液溢出时,贯穿槽内吸水膨胀颗粒遇液膨胀从内侧逐渐向外将透气孔道堵塞防止漏液。
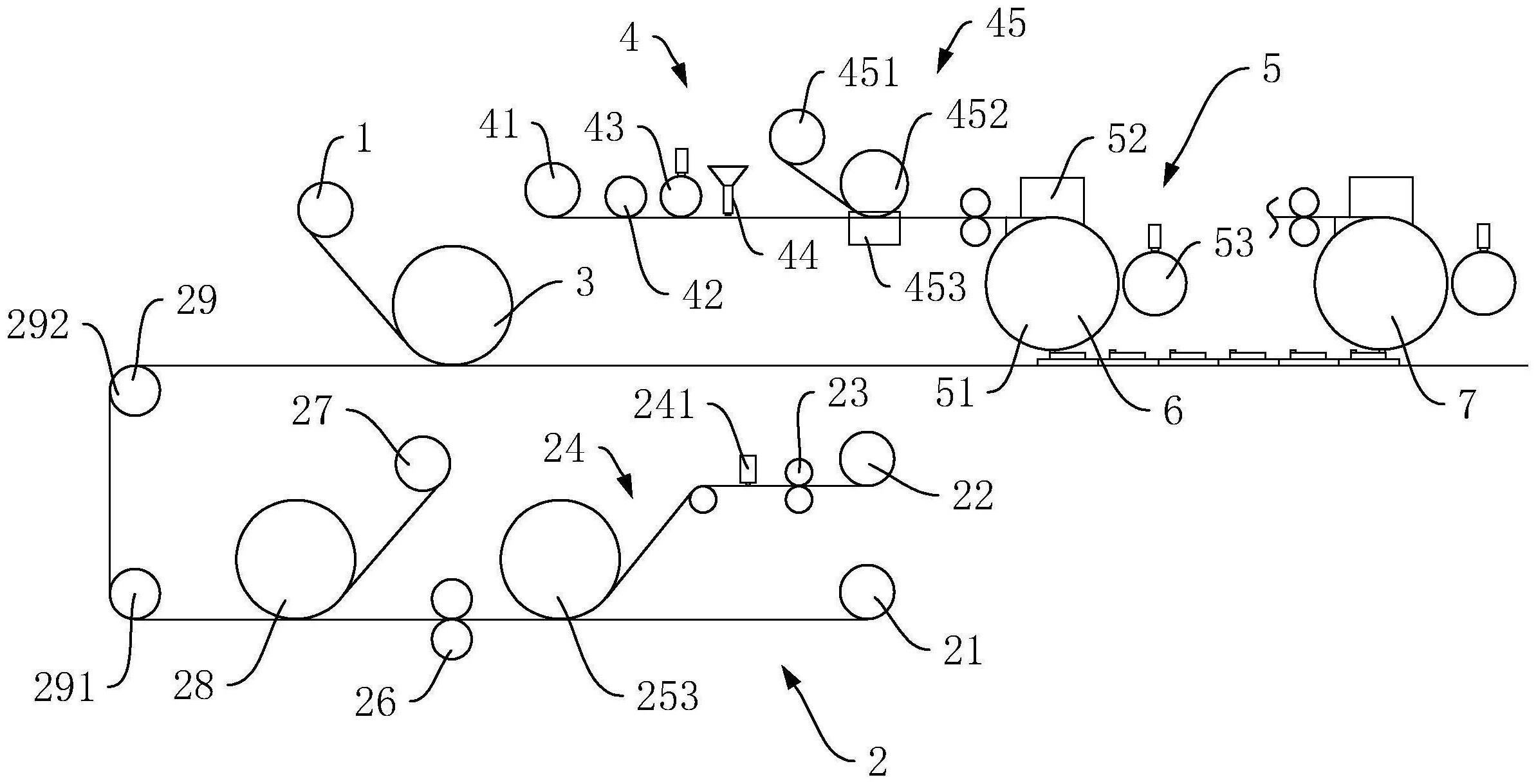
4、一种用于生产上述透气型拉拉裤的加工装置,包括芯体输出总成、护围输出总成和芯围复合总成,所述芯体输出总成输出端和所述护围输出总成输出端分别接设于所述芯围复合总成输入端,所述芯围复合总成用于将护围复合于芯体上;所述护围输出总成包括依次衔接设置的基层放卷机构、压槽装置、上胶装置、填粒装置、面层复合装置,所述压槽装置包括压槽对辊,所述压槽对辊中的一个压槽辊的周面上设有若干个辊压凸环;所述上胶装置包括第一出胶装置,所述第一出胶装置的出胶部下方设有涂胶辊,所述涂胶辊周面设有施胶刷毛;所述填粒装置包括装有吸水膨胀颗粒的料斗,所述料斗下方设有若干出料口,相邻所述出料口之间的间距与相邻所述辊压凸环之间的间距相同;所述面层复合装置包括面层放卷机构和复合辊组,所述复合辊组用于将从所述面层放卷机构接入的面层与经过所述填粒装置后的基层复合形成连续的片形护围;所述芯围复合总成包括负压辊,所述负压辊上方设有裁切装置,所述负压辊用于将片形护围送到所述裁切装置的刀具下方裁切成条形护围,所述负压辊一侧设有沾胶辊,所述芯体输出总成从所述负压辊下方接入,当芯体从所述负压辊下方经过时,所述负压辊上的条形护围在经过所述沾胶辊上胶后被转贴到芯体上。
5、通过采用上述技术方案,本透气型拉拉裤的加工装置,通过设置基层放卷机构、压槽装置、上胶装置、填粒装置、面层复合装置将护围的生产流程与拉拉裤主线的生产流程结合,形成一条全自动拉拉裤生产设备,能够在自动化生产中准确、快速复合透气护围,极大的提高生产效率,生产简便。通过较小的设备改进,在保障护围围挡防侧漏作用同时,使得生产出的护围具有更好的透气效果,提高护围围挡的拉拉裤吸收芯体区域的透气性,加强使用的干爽性,避免出现皮肤病症。具体的,通过拉拉裤主线的改进与护围的生产流程的研发,在拉拉裤生产中设置护围输出总成,护围输出总成的压槽装置先在基层卷材上压制出多条并列的贯穿槽,然后上胶装置在基层表面和贯穿槽内涂上胶粘剂,吸水膨胀颗粒被填粒装置充入贯穿槽内粘附于胶粘剂上,然后通过面层复合装置将面层复合在基层上,面层与贯穿槽以外的基层上的胶粘剂粘接复合。
6、可选的,所述复合辊组侧面设有吹风装置,所述辊压凸环上设有凸球部。
7、通过采用上述技术方案,虽然贯穿槽内的胶粘剂大部分被吸水膨胀颗粒覆盖,但仍有部分可能造成面层粘连入贯穿槽,吹风装置在面层与基层刚复合完胶粘剂还未完全固化时,往贯穿槽内送风,使贯穿槽内的面层及时鼓起避免面层粘连堵塞贯穿槽,提高透气效果,而鼓起程度则根据实际情况调节风力进行控制。另外的,为了在不扩大贯穿槽大小的情况下,进一步提高透气效果,利用辊压凸环的凸球部在贯穿槽内压出凹槽,部分吸水膨胀颗粒填充在凹槽内,使贯穿槽有更多的空气通过空间。
8、可选的,包括第一护围贴覆单元和第二护围贴覆单元,所述第一护围贴覆单元和所述第二护围贴覆单元均分别由一个所述护围输出总成和一个所述芯围复合总成组成,所述第一护围贴覆单元用于贴覆芯体左侧的护围,所述第二护围贴覆单元用于贴覆芯体右侧的护围。
9、通过采用上述技术方案,相较于两条护围同时复合,第一护围贴覆单元和第二护围贴覆单元分别粘接芯体左右侧护围的方式,降低了护围复合定位难度,使设备可以在高速运行时更准确的控制护围复合位置,提高设备作业效率和产出质量。
10、可选的,所述芯体输出总成输出端接设有芯底复合总成,所述芯底复合总成输入端还接设有底层输出总成,所述芯底复合总成用于将芯体与底层复合后送入所述芯围复合总成;所述底层输出总成包括底层放卷机构、硅胶带放卷机构、硅胶带粘合装置、橡筋放卷机构、橡筋粘合装置,所述橡筋粘合装置用于将从所述橡筋放卷机构导出的橡筋压粘在所述底层放卷机构导出的底层上,所述硅胶带粘合装置用于将从所述硅胶带放卷机构导出的硅胶带粘合在底层的橡筋附近。
11、通过采用上述技术方案,硅胶带粘合装置将硅胶带粘合在底层的橡筋附近,在橡胶收缩时,硅胶带与腰围布料之间更容易留存透气孔洞,提高腰围透气性。同时硅胶带拱起会产生一定腰围布料支撑作用,在硅胶带的支撑引导下使腰围布料褶皱更加均匀且不容易产生密集性结点,提高穿着舒适度。
12、可选的,所述硅胶带粘合装置包括第一间隔上胶机构和硅胶带复合辊,所述第一间隔上胶机构用于在底层上进行间隔涂胶形成间隔胶点,所述硅胶带复合辊用于将硅胶带沿着间隔胶点压粘在底层上。
13、通过采用上述技术方案,第一间隔上胶机构的间隔涂胶避免硅胶带与底层完全粘合,使硅胶带的拱起在间隔胶点之间产生,控制硅胶带的拱起均匀性和腰围穿着后的舒适度。
14、可选的,所述第一间隔上胶机构包括储胶筒,所述储胶筒内设有推杆,所述推杆下部设有推胶板,所述推杆上部的两侧设有耳板,所述耳板与所述储胶筒外壁设有的所述复位弹簧连接,所述推杆顶部抵接有凸轮,所述凸轮连接于一电机输出轴,所述储胶筒上部设有进胶管,所述储胶筒底部设有出胶口,所述出胶口上设有出胶挡板,所述出胶挡板包括分别与所述储胶筒内壁铰接的左页板和右页板,所述左页板和所述右页板的上侧面连接有同步绳,所述同步绳另一端连接所述推胶板。
15、通过采用上述技术方案,推杆在凸轮的带动下做上下往复动作,间歇性的将胶粘剂从储胶筒内压出,使胶粘剂落到底层上形成间隔胶点。
16、可选的,所述硅胶带放卷机构、硅胶带粘合装置之间还设有打孔装置,所述打孔装置用于在硅胶带放卷机构导出的硅胶带上进行辊裁形成粘接孔,相邻所述粘接孔之间的距离与所述第一间隔上胶机构的所述间隔上胶距离相同,所述橡筋粘合装置接设于所述硅胶带粘合装置输出端。
17、通过采用上述技术方案,粘接孔附近的硅胶带压合在间隔胶点上与底层粘接,使粘接孔附近的硅胶带更易弯折,增强硅胶带复合后的腰围柔软性,提高穿着舒适度。
18、可选的,所述橡筋粘合装置与所述硅胶带粘合装置之间设有定型装置和第二间隔上胶机构,所述定型装置包括热压对辊,所述热压对辊中的一个热压辊的辊面设有波浪凸面。
19、通过采用上述技术方案,波浪凸面将两个间隔胶点之间的硅胶带部分压弯造型,使两个间隔胶点之间的硅胶带部分具有一定弧度更易弯曲,控制硅胶带拱起的统一性,提高穿着舒适度。
20、可选的,所述芯底复合总成输入端与底层输出总成之间还设有翻面辊组,翻面辊组包括第一导引辊和第二导引辊,底层绕经第一导引辊和第二导引辊外侧后接入芯底复合总成输入端。
21、通过采用上述技术方案,硅胶带在热压对辊的作用下具有一定的下弯弧度,橡筋收缩时,硅胶带向外拱起,此时通过翻面辊组对复合橡筋后的底层进行翻面,橡筋变为设置在底层复合芯体一面的背面,硅胶带的拱起后会抵压底层面料,实现支撑和导皱功能。
22、一种透气型拉拉裤的加工方法,包括以下步骤:
23、步骤1,制作具有吸液功能的拉拉裤芯体;
24、步骤2,制作透气防水的拉拉裤底层材料,并在底层上粘合腰围橡筋;
25、步骤3,将芯体与底层材料复合;
26、步骤4,采用上述的护围输出总成制作具有贯穿槽并用以透气的拉拉裤护围,并在贯穿槽内植入吸水膨胀颗粒;
27、步骤5,将护围粘附在芯体两侧,防止侧漏;
28、步骤6,进行纵向折叠,形成拉拉裤的前片与后片;
29、步骤7,对拉拉裤的前片与后片进行焊接、裁切、折耳,形成拉拉裤。
30、通过采用上述技术方案,将高透气性护围的生产流程与拉拉裤主线的生产流程结合,形成一套新的透气拉拉裤生产方法,能够在生产作业中准确、快速复合透气护围,极大的提高拉拉裤透气性和生产效率,生产简便。
31、综上所述,本技术包括以下至少一种有益技术效果:本技术通过较小的设备改进,在护围内设置具有透气作用的贯穿槽提高围挡区域内的芯体透气性,在尿液流出量未到达护围或尿液被芯体吸收护围重新干燥的情况下,气体从贯穿槽流通,在尿液溢出时,通过贯穿槽内填设的吸水膨胀颗粒遇液膨胀从内侧逐渐向外将贯穿槽堵塞防止漏液,在提高透气性的同时保障护围围挡防侧漏作用。使得生产出的拉拉裤具有更好的透气效果,特别是护围围挡的拉拉裤吸收芯体区域的透气性,以加强使用的干爽性,避免引发皮肤病症。
- 还没有人留言评论。精彩留言会获得点赞!