一种吸收芯体成型系统的制作方法
本技术涉及一次性卫生用品制造设备,尤其涉及女性生理卫生巾、纸尿裤、拉拉裤、卫生裤等领域,具体涉及一种吸收芯体成型系统。
背景技术:
1、在吸收性卫生用品领域,诸如卫生巾、纸尿裤、拉拉裤等用于吸收人体排泄物的吸收芯体,一般包括高分子吸水性树脂(或称高吸水性聚合物,super absorbent polymer,即简称sap,或称高吸水性树脂,或者高分子)和绒毛浆纤维。在吸收芯体中,高吸水性树脂和绒毛浆纤维混合均匀,其中,高吸水性树脂为颗粒物材料。通常地,吸收芯体具有长度方向和宽度方向,长度方向与流程方向一致,宽度方向是与长度方向垂直的方向,高吸水性树脂在吸收芯体长度方向的分布一般是连续的,因此,对应的高吸水性树脂施加装置也是连续施加高吸水性树脂。
2、但是,对于吸收芯体的特定部位,例如中央区域,其吸水量比较大,因此该部位需要较多的高吸水性树脂。而对于吸收芯体沿长度方向的前、后端区域,其吸水量相对较弱,因此不需要较多的高吸水性树脂即可满足需求。
3、故,需要对现有技术的问题提出解决方法。
技术实现思路
1、本技术提供一种吸收芯体成型系统,以解决现有技术无法定位施加高吸水性树脂的问题,并实现定位施加高吸水性树脂于吸收芯体的特定部位,从而不仅满足吸收芯体的吸水性能,而且也可以降低高吸水性树脂的使用量,以降低相应的生产成本。
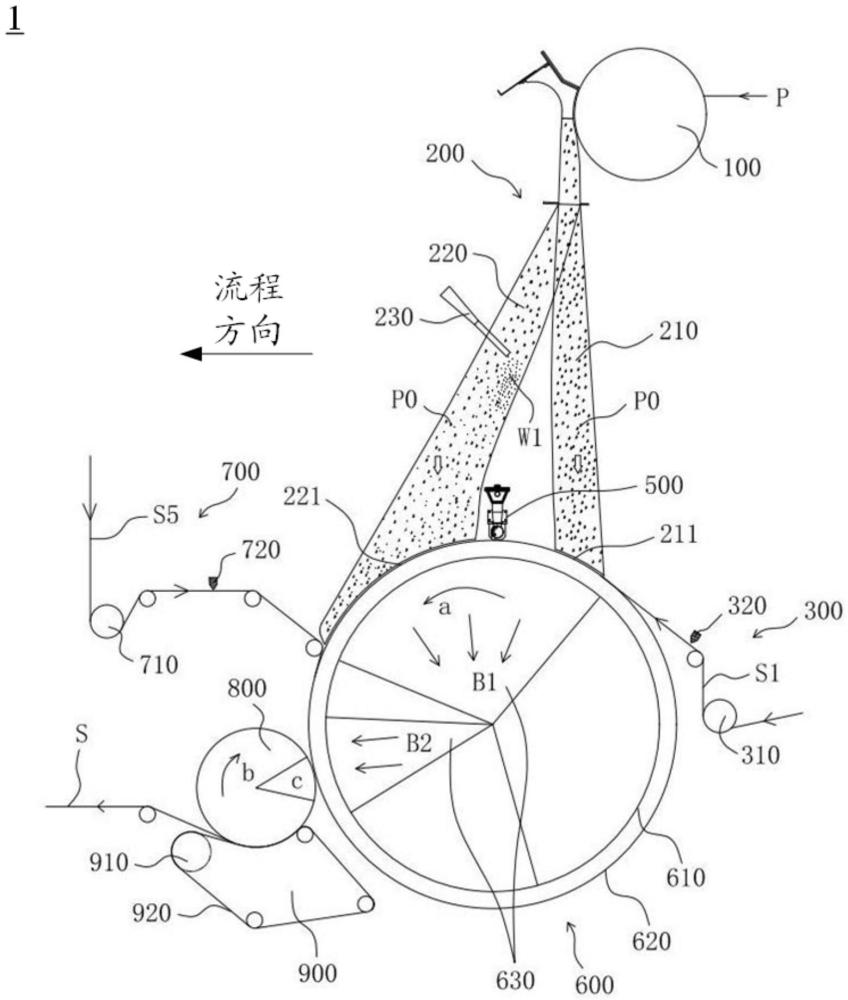
2、本技术提供一种吸收芯体成型系统,应用于制备吸收芯体,所述吸收芯体成型系统包括:
3、供料装置,其包括空腔结构的第一管道和第二管道,所述第一管道的第一出料口和所述第二管道的第二出料口之间具有一间隙;
4、积纤装置,其包括积纤鼓、设置于所述积纤鼓外周的多个成型模具、以及设置于所述积纤鼓内部的分区机构,所述成型模具随所述积纤鼓同步旋转;所述成型模具具有凹槽;所述分区机构包括负压区域,所述积纤鼓对应于所述第一管道的第一出料口处以及所述第二管道的第二出料口处均为所述负压区域;其中,当所述成型模具旋转至与所述第一出料口对应的所述负压区域时,所述第一管道内的第一填料经由所述第一出料口输出至所述成型模具的所述凹槽内,以形成所述吸收芯体的第一吸收层;当所述成型模具旋转至与所述第二出料口对应的所述负压区域时,所述第二管道内的第二填料经由所述第二出料口输出至所述成型模具的所述凹槽内的所述吸收芯体的第一吸收层上方,以形成所述吸收芯体的第三吸收层;
5、定位施加装置,其设于与所述间隙对应的位置,用于间断式将颗粒物施加于所述第一吸收层和所述第三吸收层之间,以形成所述吸收芯体的第二吸收层;
6、其中,所述定位施加装置包括进料辊;在所述进料辊的外周面上界定出定位施加区域和非施加区域;在所述定位施加区域内,沿所述进料辊周向具有等间隔设置的多个凹部,所述多个凹部用以容纳所述颗粒物并进行输送;所述定位施加区域的输送量对应一个吸收芯体中所述颗粒物的施加量,且当所述进料辊每旋转一周时,针对于相应的一个吸收芯体的长度,所述定位施加装置能够对该吸收芯体进行定位地施加所述颗粒物。
7、在本技术的一些实施例中,所述定位施加区域在所述进料辊径向截面上的投影所对应的圆心角与所述非施加区域在所述进料辊径向截面上的投影所对应的圆心角之和为360度。
8、在本技术的一些实施例中,所述颗粒物在所述吸收芯体上的施加长度与所述定位施加区域在所述进料辊径向截面上的投影所对应的圆心角相对应。
9、在本技术的一些实施例中,所述颗粒物在所述吸收芯体上的施加宽度与所述定位施加装置的下料口的宽度相对应。
10、在本技术的一些实施例中,所述定位施加装置的下料口的宽度为恒定或可变化。
11、在本技术的一些实施例中,所述颗粒物在所述吸收芯体上的最大施加量与所述多个凹部的容积相对应。
12、在本技术的一些实施例中,所述多个凹部沿所述进料辊的轴线平行延伸,且所述多个凹部为相同尺寸以及相同形状。
13、在本技术的一些实施例中,所述定位施加装置还包括:
14、送料管,其包括进料口和出料口,其中,所述进料口为所述定位施加装置的上料口;在所述送料管的内部设置送料弹簧,所述送料弹簧用于定量提供所述颗粒物;
15、储料筒,其与所述送料管的所述出料口连通,且位于所述进料辊的上方;
16、其中,所述进料辊安装在所述定位施加装置的一传送轴上,所述传送轴与一电机相连,所述进料辊在所述电机的驱动作用下转动。
17、在本技术的一些实施例中,所述吸收芯体成型系统还包括第一输送装置,其位于所述第一输送装置的上游侧;所述第一输送装置用于传送构成所述吸收芯体的下侧片材;所述第一管道内的第一填料经由所述第一出料口输出至所述成型模具的所述凹槽内的下侧片材的上方;所述第一输送装置包括第一输送辊组以及第一施胶机构,所述第一输送辊组为至少一个,用于传送所述下侧片材;所述第一施胶机构用于向所述下侧片材涂覆第一固定胶。
18、在本技术的一些实施例中,所述吸收芯体成型系统还包括:
19、第二输送装置,其位于所述积纤装置的负压区域的下游侧,所述第二输送装置包括第二输送辊组和第二施胶机构,所述第二输送辊组用于传送构成所述吸收芯体的上侧片材,以复合形成所述吸收芯体;所述第二施胶机构用于向所述上侧片材涂覆第二固定胶。
20、在本技术的一些实施例中,所述吸收芯体成型系统还包括:
21、传送鼓,其设于所述第二输送装置的下游侧;
22、所述分区机构还包括吹气区域,所述积纤鼓对应所述传送鼓处为所述吹气区域。
23、在本技术的一些实施例中,所述吸收芯体成型系统还包括:
24、压合装置,其设置于所述积纤装置的下游侧且与所述传送鼓相对应设置,当所述吸收芯体经所述传送鼓输送时,所述压合装置能够压设至所述吸收芯体的表面。
25、在本技术的一些实施例中,所述吸收芯体成型系统还包括:
26、粉碎装置,包括粉碎刀和一输出管道;
27、所述粉碎装置用于将形成所述吸收芯体的所述第一吸收层和所述第三吸收层的原料粉碎成原料纤维;所述输出管道的一端与所述粉碎刀的出口连通,所述输出管道的另一端分别与所述供料装置的所述第一管道和所述第二管道连通;
28、在所述第二管道上设置附加料施加装置,所述附加料施加装置用以添加用于形成所述吸收芯体的第三吸收层的附加料;
29、其中,所述粉碎装置所提供的原料纤维在所述第一管道中形成所述第一填料;
30、所述粉碎装置所提供的原料纤维和所述附加料施加装置所提供的附加料在所述第二管道中混合以形成所述第二填料。
31、需说明的是,本文一实施例中的第二填料包含高吸水性树脂,定位施加装置中输送的颗粒物也为高吸水性树脂。为了更清楚地描述第二填料中的高吸水性树脂以及定位施加装置所输送的颗粒物(该些颗粒物为高吸水性树脂),因此,将第二填料中的高吸水性树脂称作为第一高吸水性树脂w1,并且将定位施加装置所输送的颗粒物(该些颗粒物为高吸水性树脂)称作为第二高吸水性树脂w2,下文相同,而且需注意的是,此处的术语“第一”、“第二”、“第三”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应当理解,这样描述的对象在适当情况下可以互换。
32、本技术实施例中提供了一种吸收芯体成型系统,通过在积纤鼓的上方设置定位施加装置,该定位施加装置设于第一管道的第一出料口和第二管道的第二出料口之间的间隙所对应的位置,该定位施加装置用于将第二高吸水性树脂间断施加于吸收芯体的第一吸收层的上方以形成吸收芯体的第二吸收层;并通过在定位施加装置的进料辊的外周面界定出定位施加区域和非施加区域,在定位施加区域且沿所述进料辊周向具有等间隔设置的多个凹部,每当进料辊旋转一圈,即对应于一个吸收芯体的长度,可以实现间断施加第二高吸水性树脂于吸收芯体上,且定位精准,从而不仅满足吸收芯体所需的吸水性能,而且也可以降低第二高吸水性树脂的使用量,以降低生产成本。此外,本技术的吸收芯体成型系统采用本文所描述的进料辊进行下料,不仅可以实现间断式给料,而且由于每个凹部所容纳的第二高吸水性树脂的体积为一定量,因此,制成后的吸收芯体中对应于定位施加区域的第二高吸水性树脂的分布比较均匀,不容易产生第二高吸水性树脂会堆积的情况。
- 还没有人留言评论。精彩留言会获得点赞!